
Fターム[4E002AC14]の内容
Fターム[4E002AC14]に分類される特許
1 - 20 / 114
鋼線、及び鋼線の製造方法
【課題】鋼線を環の一部が開口した形状に曲げ加工した際、環の軸方向における鋼線の端部同士のずれ(歪み量)を小さく、かつその歪み量のばらつきを小さくできる鋼線を提供する。
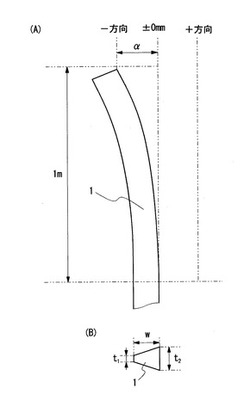
【解決手段】鋼線1の横断面形状は、互いに対向する短辺と長辺とを有する異形状である。その鋼線1は、外力が作用しない無負荷時に、上記短辺側に湾曲している。特に、鋼線の長さ1m当たりの湾曲量αが、−5mm以上であることが好ましい。湾曲量αは、鋼線1の長さ方向の一端側を位置決めし、当該一端側において上記長辺側に接する平面を基準としたとき、当該基準から当該長さ方向の他端側までの垂直距離である。
(もっと読む)
タングステン線の圧延方法

【課題】タングステン線を、割れや裂けを発生させることなく、冷間にて圧延加工する方法を提供する。
【解決手段】
タングステン線の圧延方法において、タングステン線1の表面に、金属めっき2を施し、タングステン線1の表面を保護することにより圧延加工を行うことで、割れや裂けを発生させることなく、冷間での圧延加工を可能にした。前記金属めっき2がニッケルめっき、銅めっき、亜鉛めっきであることを特徴とするタングステン線の圧延方法。
(もっと読む)
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
無酸素銅ロッドの製造方法
【課題】低酸素含有量でかつ銅線材が互いに接触状態が持続しても粘着しない銅ロッドを実現する無酸素銅ロッドの製造方法を提供する。
【解決手段】一本の種線を、銅の溶湯を保持する保持炉5に連通する付着室6を通過させ、溶湯を銅ロッド種線の表面に付着させて大径の銅ロッド31を形成する。銅ロッドに順に冷却、熱間圧延、再冷却、巻取り工程を施して無酸素銅ロッドが完成する。溶湯を保温する保持炉の温度は1140℃〜1180℃、溶湯を付着された銅ロッドの、冷却後に熱間圧延工程に入る前の温度は600℃〜800℃、巻取り時の温度は室温より高く且つ100℃より低い。これにより、酸素含有量が2ppm〜10ppmという高品質の銅線材を製造できる。また、特定の酸化被膜を形成することで、その後の巻き取り時の焼鈍工程において、線材が互いに粘着することを抑制する。
(もっと読む)
線材の製造装置および製造方法
【課題】ビレットから線材を製造する線材の製造装置において、熱を有効活用して、エネルギーコストを抑える。
【解決手段】ビレットbを加熱する加熱炉10の過熱防止に用いられる冷却水の排水を、補給管L6を通じて、線材wを浸漬する熱処理槽30へ処理水として導入する。加熱炉を冷却した後の排水は比較的高温であるため、これを熱処理槽30の処理水として用いる場合、常温の処理水を使用温度にまで加熱する場合に比べて、加熱に要するエネルギーが少なく済み、エネルギーコストの削減が図られる。
(もっと読む)
アルミニウム合金導体
【課題】十分な導電率と引張強度を有し、耐屈曲疲労特性に優れたアルミニウム合金導体を提供する。
【解決手段】Feを0.01〜1.5mass%、Mgを0.01〜1.2mass%、及びSiを0.01〜1.2mass%を含有し、残部が実質的にAlと不可避的不純物よりなる合金組成を有し、Mg2Si針状析出物の分散密度が10〜200個/μm2であり、引張強度240MPa未満、かつ、引張破断伸び10%以上を満たすアルミニウム合金線。
(もっと読む)
ワイヤーハーネス用被覆電線、及びワイヤーハーネス
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、Feを0.005質量%以上2.2質量%以下含有し、残部がAl及び不純物からなる。更に、質量%で、Mg、Si、Cu、Zn、Ni、Mn、Ag、Cr、及びZrから選択される1種以上の添加元素を合計で0.005質量%以上1.0質量%以下含有してもよい。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
条鋼の圧延方法
【課題】連続圧延の利点である圧延材先後端部の歩留まり向上、およびミスロールの減少を実現した上で、製品寸法変更に伴うロール替えによる生産損失を低減する技術を確立することである。
【解決手段】加熱炉から抽出されたビレットの先行材と後行材を接合して圧延する条鋼の連続圧延において、最終仕上げ圧延機(サイジングミル6)とその上流側圧延機(ブロックミル5)間の圧延材に張力を付加するとともに、サイジングミル6のロール隙を低下し、圧延中に製品寸法を変化させるようにした。サイジングミル6入側の張力を変化させると、張力はサイジングミル6内の各スタンド間張力に伝搬して各スタンドでの幅広がり率が低下するため、サイジングミル6のロール隙を低下して小さくしても、圧延材の孔型からの噛みだしなく目標形状に成形でき、フリーサイズ圧延範囲を広げることができる。
(もっと読む)
線材の製造方法
【課題】圧延材に良質なスケールを簡単に形成して、カミコミ異常を防止し得る線材の製造方法を提供する。
【解決手段】ショットブラスト工程において、圧延材Sに対しショットブラストが実施され、圧延材Sの表面積が拡大される。加熱工程では、加熱炉12において、圧延材Sをソーキング温度まで加熱する。圧延材Sがソーキング温度まで加熱されると、引き続きソーキング工程に移行する。ソーキング工程では、圧延材Sをソーキング温度に維持した状態で、所定時間ソーキングを行う。ソーキング工程は、液化天然ガスを燃焼させて水蒸気雰囲気下で実施する。ソーキング工程でソーキングされた圧延材Sは、圧延工程で熱間圧延されて線材Lが製造される。
(もっと読む)
ワイヤーハーネス用アルミニウム合金撚り線
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、Feを0.005質量%以上2.2質量%以下含有し、残部がAl及び不純物からなる。更に、質量%で、Mg、Si、Cu、Zn、Ni、Mn、Ag、Cr、及びZrから選択される1種以上の添加元素を合計で0.005質量%以上1.0質量%以下含有してもよい。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
線材の圧延方法および圧延装置
【課題】ガイドロールのような補助装置を用いることなく、線径4mm以下の細線を倒れや断線を生じることなく圧延可能な線材の圧延方法および圧延装置を提供する。
【解決手段】溝付き2方ロールを複数用いた線材の圧延方法である。溝がロール接触面と平行な底部1と、底部1に対して40〜50°の傾斜角を有する肩部2とからなり、底部1の幅をw、溝の深さをdとしたとき、w/dが0.85〜0.90であり、かつ、第1の溝付き2方ロールによる圧延の減面率は4〜10%であり、第2の溝付き2方ロール以降の溝付き2方ロールによる圧延の減面率が20%以下である。
(もっと読む)
線材圧延の元材の製造方法
【課題】 棒鋼や線材など条鋼を製造する際に、鋼種が変化した場合であっても孔型圧延の元材として寸法精度に優れたものを供給する。
【解決手段】本発明にかかる線材圧延の元材Wの製造方法は、鋳片Sを往復圧延することで形材Mへ成形するリバース圧延機5と、リバース圧延機5で成形された形材Mを線材圧延の元材Wに圧延する孔型を備えた圧延ロール8を複数備えた連続圧延機7と、を有する分塊圧延装置を用いて、線材圧延の元材Wを成形する際に、連続圧延機7の出側における線材圧延の元材Wの幅寸法が目標値となるように、鋳片Sの鋼種ごとに連続圧延機7の入側における形材Mの幅寸法を設定しておき、形材Mが設定された幅寸法となるように、鋳片Sをリバース圧延機5で圧延するものである。
(もっと読む)
鋼線、鋼線の製造方法、鋼線を用いたネジ又はボルトの製造方法、及び、鋼線を用いて製造されたネジ又はボルト
【課題】熱処理も表面処理も施すことなく硬度及び延性に優れるネジ又はボルトを鋼線を素材として用いて製造する。鋼線を加工してネジ又はボルトを製造する際に生じる加工硬化に起因して工具寿命が短くなる問題を抑制する。
【解決手段】炭素含有量が0.06質量%以下、引張強さが800〜1220MPa、絞りが70%以上、ビッカース硬さが250〜435、長手方向に垂直な断面におけるフェライト組織の平均結晶粒径が5μm以下である鋼線を素材として用い、該鋼線を加工することにより、強度区分が8.8(引張強さ800MPa、降伏荷重640MPa)〜12.9(引張強さ1220MPa、降伏荷重1100MPa)であるネジ又はボルトを製造する。前記鋼線は、炭素含有量が0.06質量%以下の鋼製線材を減面率が85〜99%に伸線及び/又は減面率が93〜99%に圧延して加工硬化させることにより製造する。
(もっと読む)
乾式伸線性に優れた高炭素鋼線材およびその製造方法
【課題】乾式伸線工程の生産性を著しく向上させた、優れた伸線性を有する高炭素鋼線材およびその製造方法を提供することを目的とする。
【解決手段】乾式伸線に供される特定組成の高炭素鋼線材をパーライト組織とし、このパーライト組織における、平均ラメラ間隔L、ラメラのうちで間隔が120nm以下の微小なラメラの領域、平均ノジュール径D、平均ノジュール径Dと平均ラメラ間隔Lとの関係を各々特定範囲とし、乾式伸線性を優れさせる。
(もっと読む)
異形線材の成形装置
【課題】 本発明の目的は、素材表面の汚れ等の異物付着の問題を解決し、成形性に優れた高い寸法精度の異形線材を得ることができる成形装置を提供することである。
【解決手段】 本発明は、成形ユニットとして4方ロールスタンドを具備する異形線材の成形装置であって、前記成形ユニットの最前段には線材表面を洗浄する洗浄装置が配置される異形線材の成形装置であり、前記洗浄装置は、前記線材表面を溶媒により洗浄することが好ましく、前記溶媒に超音波振動を印加して洗浄することがより好ましい。
(もっと読む)
希薄銅合金材料、及び耐水素脆化特性に優れた希薄銅合金材の製造方法
【課題】生産性が高く、導電率、軟化温度、表面品質に優れた実用的な希薄銅合金材料、及び耐水素脆化特性に優れた希薄銅合金材の製造方法を提供する。
【解決手段】本発明に係る希薄銅合金材料は、水素が存在する環境下で使用され、不可避的不純物を含む純銅に、2mass ppmを超える量の酸素と、Mg、Zr、Nb、Ca、V、Fe、Al、Si、Ni、Mn、Ti、及びCrからなる群から選択され、酸素との間で酸化物を形成する添加元素とを含む。
(もっと読む)
フレキシブルフラットケーブル及びその製造方法
【課題】本発明の目的は、高導電性を備え、かつ、高耐屈曲性を有するフレキシブルフラットケーブル及びその製造方法を提供することにある。
【解決手段】本発明は、Mg、Zr、Nb、Ca、V、Ni、Mn、Ti及びCrからなる群から選択された添加元素及び2mass ppmを越える酸素を含有し、残部が不可避的不純物及び銅である導体の両面を絶縁フィルムで挟んだ構造を有するフレキシブルフラットケーブルであって、前記導体の内部では結晶粒が大きく、表層では前記結晶粒より小さい結晶粒を有する再結晶組織であることを特徴とする。
(もっと読む)
希薄銅合金材料を用いた絶縁電線の製造方法
【課題】生産性が高く、導電率、軟化温度、表面品質に優れた希薄銅合金材料を用いた絶縁電線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのTiを含む希薄銅合金溶湯を形成し、その希薄銅合金溶湯を用いて連続鋳造を経てワイヤロッドを作製し、そのワイヤロッドを熱間圧延することで希薄銅合金材料からなる線材を作製し、この線材に絶縁被覆を施すことを特徴とする希薄銅合金材料を用いた絶縁電線の製造方法である。
(もっと読む)
振り分け装置を備えた棒線用多ストランド圧延設備及びビレットの振り分け方法
【課題】 1ストランド圧延機と多ストランド圧延機の間に小スペースでビレットを振り分けすることができ、生産性を向上できる棒線用多ストランド圧延設備の提供。
【解決手段】 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットを搬送するためのライン上へ入側がシフトする機能と、狙いの各ストランド位置へ搬送するため出側が各ストランドへシフトする機能とを有することを特徴とする棒線用多ストランド圧延設備。
(もっと読む)
熱間孔型圧延方法
【課題】 圧延材の先端部が圧延ロールに噛み込む前に潤滑油の供給を開始しても、圧延材の通材性を確保しつつ圧延ロールの肌荒れ起因による表面疵を低減させることができるようにすると共に歩留も向上できるようにする。
【解決手段】外周部にカリバー11が形成された圧延ロール9にて圧延材2を熱間圧延する熱間孔型圧延方法であって、圧延ロール9の入側で潤滑剤を供給して圧延することとし、カリバー11へ向けて潤滑油15を供給する供給領域Eを、入側の圧延材2の幅をdとしたとき、圧延ロール9の胴長方向にカリバーの中心から0.4×(d/2)離れた位置よりも外側の領域とする。
(もっと読む)
1 - 20 / 114
[ Back to top ]