
Fターム[4E002AD02]の内容
Fターム[4E002AD02]の下位に属するFターム
粗圧延での幅圧下 (24)
Fターム[4E002AD02]に分類される特許
1 - 20 / 72
熱間圧延装置および熱間圧延方法
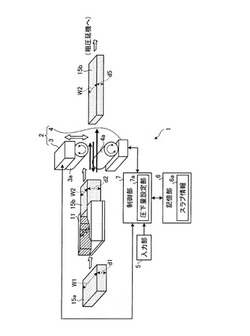
【課題】たとえ未圧延の被圧延金属材を熱間圧延する場合であっても、被圧延金属材の厚みに応じて被圧延金属材を最大限に圧下でき、これによって、所望の厚みに被圧延金属材を熱間圧延するまでに必要な熱間圧延処理の回数を低減して、熱間圧延後の金属材を用いた金属製品の生産効率を向上できること。
【解決手段】本発明の一態様にかかる熱間圧延装置1は、被圧延金属材の一例であるスラブ15bを熱間圧延する可逆回転圧延機2と、制御部7とを備える。制御部7は、1パス目の正圧延処理の際に、スラブ15bの圧延前の厚みd2に応じて設定した最大圧下量まで圧延ロール3aを圧下して、スラブ15bのうちの先端部以外を熱間圧延するように可逆回転圧延機2を制御する。また、制御部7は、2パス目の逆圧延処理の際に、少なくとも、この圧延し残した先端部を熱間圧延するように可逆回転圧延機2を制御する。
(もっと読む)
表面品質および延性亀裂伝播特性に優れる熱延鋼板およびその製造方法
【課題】表面品質に優れ、かつ延性亀裂伝播特性に優れた熱延鋼板の製造方法を提供する。
【解決手段】C:0.02〜0.08%、Nb:0.03〜0.10%、Ti:0.005〜0.05%を含み、Si、Mn、P、S、Al、Nを適正量に調整した組成を有する鋼素材に、粗圧延工程と、仕上圧延工程と、巻取工程とを順次施すに当たり、粗圧延工程後で仕上圧延工程前に、または、仕上圧延工程中に、表層部を50℃/s以上の冷却速度でAr3変態点以下の温度に達するまで急冷する加速冷却を施したのち、該加速冷却を停止し、しかる後に施す仕上圧延は1パス当たりの圧下率を、(1.1×一様伸び)%以下に限定する。これにより、表面品質に優れ、靭性、とくに延性亀裂伝播特性に優れた高張力熱延鋼板とすることができる。
(もっと読む)
高能率熱延鋼板の製造方法

【課題】粗圧延機の上流側に幅プレス装置が設置されている熱間圧延ライン(特に、後から幅プレス装置を導入した熱間圧延ライン)において、大幅な設備投資を招くことなく、生産能率を向上させることができる高能率熱延鋼板の製造方法を提供する。
【解決手段】幅プレス装置14と粗圧延機16の距離(A)に対して、幅プレス後の当該スラブ12の長さ(B)と、粗圧延最終パス前の前スラブ13の長さ(C)の合計(B+C)を比較し、(B+C)が(A)を超える時((B+C)>A)は、前スラブ13の粗圧延が終了してから、当該スラブ11の幅プレスを開始し、(B+C)が(A)以下である時((B+C)≦A)は、前スラブ13の粗圧延が終了しているか否かにかかわらず、当該スラブ11の幅プレスを開始する。
(もっと読む)
熱延鋼板の製造方法
【課題】高強度の熱延鋼板を安定して良好な品質で製造することができる熱延鋼板の製造方法を提供する。
【解決手段】熱間圧延を、粗圧延機によってスラブを粗圧延し、エンドレス圧延用設備11によって、粗圧延したシートバーを巻き取り、巻き戻した後、その先端部を先行シートバーの尾端部に接合し、仕上圧延機12によってシートバーを目標板厚(2.3mm以下)に仕上圧延するエンドレス圧延にて行い、仕上圧延後の巻き取りまでの冷却を、ランナウトテーブル13に設置された従来型冷却装置14と強冷却装置15で行って、600℃以下(必要により、400℃以下)の巻取り温度で巻取り装置(コイラ)16に巻取る。
(もっと読む)
高成形性Al−Mg−Si系合金板及びその製造方法
【課題】特異な集合組織状態とすることで、平均r値および深絞り性を向上させたAl−Mg−Si系合金板に関する技術を提示する。異周速圧延を適用して集合組織制御を行ない、工業的な量産規模での製造により、確実かつ安定して深絞り性が優れた成形加工用Al合金板を得ることができる方法を提供する。
【解決手段】Mg0.3〜2.0%、Si0.3〜2.5%を含有し、さらに必要に応じてCu、Mn、Cr、Zr、Vの1種以上を含有し、残部が実質的にAlからなる合金の板材で集合組織を適切に制御する。その方法は、鋳塊に150℃以上でしかも非再結晶温度域内の温度で、50%を越える圧下率で粗圧延を行ない、さらに150℃以上でしかも非再結晶温度域内の温度で、ロール周速比1.2〜4.0の異周速圧延を、50%を越える圧下率で行なって最終板厚とし、その後溶体化処理を行なう。
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス
【課題】効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供する。
【解決手段】連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ライン14を中心線としてずれて配置される。圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなる。
(もっと読む)
高Si鋼の熱間圧延ラインにおける上反り防止方法
【課題】加熱時に生成されたスケールを除去し、材料の表面及び裏面を的確な温度差として圧延機で圧延することで上反りを確実に防止する。
【解決手段】加熱炉1の加熱により高Si鋼材料7の表層に生成され、ファイアライトを含んで地鉄中にくさび状に食い込んでいるスケール21は、サイジングプレス3において高Si鋼材料7に30mm以上の幅圧下を行なうことで亀裂22が生じ、高Si鋼材料7の表層から除去しやすくなる。そして、デスケーリング装置4において高圧水を噴射することで、スケール21は小さな塊に分割されて高Si鋼材料7の表層から外部に飛散していく。
(もっと読む)
熱間圧延ラインにおける圧延材の上反り防止方法及び装置
【課題】材料の表面及び裏面が的確な温度差となるように加熱炉において加熱することができ、圧延機による圧延材の上反りを確実に防止することができる圧延材の上反り防止方法を提供する。
【解決手段】加熱炉1は、材料3の表面を加熱する上部ゾーン1gと、材料の裏面を加熱する下部ゾーン1hとを備えている。上部ゾーン及び前記下部ゾーンの各々は炉温・燃料流量制御装置20で加熱制御されている。炉温・燃料流量制御装置は、ゾーン1g,1h内の炉温を計測する温度センサ10の出力値に基づいてバーナ13に供給すべき燃料の流量を調整する炉温制御を行なうとともに、流量が、圧延材4の上反りが発生しやすい所定の流量閾値を超えたときに炉温制御を停止し、流量閾値より小さな一定の流量設定値となるように前記流量を調整する燃料流量制御を行なう。
(もっと読む)
クロップシャーの駆動制御方法
【課題】連続熱間圧延設備で鋼板を圧延する際に生じる先端部のクロップ切断に際し、複数の検出器を使用することなく、クロップ切断長さについての誤差の発生を抑えてクロップ切断を行うクロップシャーの駆動制御方法を提供する。
【解決手段】粗圧延機出側に設置されたクロップ形状読取り装置2でクロップ形状を測定してクロップカット位置を決定するとともに、該クロップ形状読取り装置2で鋼板Bの幅方向位置データを測定して鋼板の横振れ量とキャンバー量を算出し、算出した横振れ量、キャンバー量と前記クロップ形状からの鋼板端検出装置4で検出される鋼板の被検出端位置を予測して該被検出端位置と前記クロップカット位置との距離を算出し、クロップシャー5の駆動タイミングを制御する。
(もっと読む)
橋梁用鋼板の製造方法
【課題】表面疵のない美麗な橋梁用鋼板を製造する。
【解決手段】Si、及び、Nbを含有するスラブを加熱した後、熱間圧延を施して橋梁用鋼板を製造する製造方法において、加熱炉で前記スラブを加熱する際、下記式(1)で定義する過加熱度DOHを、1.1以下に制御することを特徴とする橋梁用鋼板の製造方法。
過加熱度DOH=∫t1t2f(t)dt/{(1170)・(t2−t1)}・・・(1)
f(t):スラブ表面の温度上昇曲線、t1:スラブ表面の温度が1170℃に達した時間、t2:スラブを加熱炉から抽出した時間
(もっと読む)
マグネシウム合金板
【課題】プレス加工などの塑性加工性に優れたマグネシウム合金板を提供する。
【解決手段】アルミニウム(Al)を8.5〜10.0質量%、亜鉛を0.5〜1.5質量%含有するマグネシウム合金素材板を圧延ロールにて圧延することで得られたマグネシウム合金板である。このマグネシウム合金板における、マグネシウム合金板の厚み方向の中心線に存在する偏析の厚み方向の長さは20μm以下である。このようなマグネシウム合金板は、高い塑性加工性を有し、加工時の亀裂の発生を効果的に低減することができる。
(もっと読む)
金属板の粗圧延機
【課題】4段圧延機構成とされ、かつ、一方向圧延を行う粗圧延機の最終スタンドにおいて、設備投資を削減したうえでロール間スキューが生じることを防止でき、先端のキャンバーを抑制した金属板の中間材(シートバー)を得ることが可能である金属板の粗圧延機を提供する。
【解決手段】操作側および駆動側の圧延方向出側面に、上下のバックアップロール2が上下のワークロール1に対し、入側に所定のオフセット量だけオフセット配置されるオフセット規制部材としての役割を有するシム5が取り付けられている上下のバックアップロールチョック7a、7bを備えた金属板の粗圧延機。
(もっと読む)
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 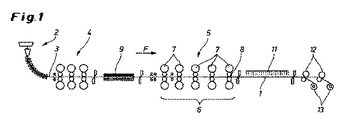 (もっと読む)
(もっと読む)
粗圧延におけるスリップ防止方法
【課題】加熱されたスラブ(被圧延材)を粗圧延するに際して、粗圧延機と被圧延材との間のスリップを的確に防止することができる粗圧延におけるスリップ防止方法を提供する。
【解決手段】粗圧延機1の入側直近で粗バー7の表面をスプレー水ノズル8によって強制冷却することによって、粗バー7表面の二次スケールをFeO(ウスタイト)からFe3O4(マグネタイト)に変態させることで、粗圧延機1のワークロール3と粗バー7との間の摩擦係数が増大し、スリップを的確に防止することができる。
(もっと読む)
粗圧延におけるスリップ防止方法
【課題】加熱されたスラブ(被圧延材)を粗圧延するに際して、粗圧延機と被圧延材との間のスリップを的確に防止することができる粗圧延におけるスリップ防止方法を提供する。
【解決手段】粗圧延機1に粗バー7が噛み込む直前に、粗バー7の表面をエアースプレーノズル6でエアースプレーすることによって、粗バー7の表面の残留デスケーリング水を除去してから、粗バー7を粗圧延機1に噛み込むようにすることで、粗圧延機のワークロール3と粗バー7との間の摩擦係数の低減が抑止されて、粗圧延におけるスリップの発生を的確に防止できる。
(もっと読む)
被圧延材の熱間圧延方法
【課題】被圧延材の長手方向の両端側の圧延を行うにあたって、被圧延材の表面側と裏面側との疵の入り込み量の差を可及的に小さくすることができる被圧延材の熱間圧延方法を提供する。
【解決手段】上下の圧延ロールを有する圧延機によって、被圧延材の長手方向の両端側の圧延を行うに際し、圧延を行った時に被圧延材の表裏面に形成される疵の入り込み量の差が所定値以下となるように、上下の圧延ロールの周速差を調整するロール周速調整を行うと共に、ロール周速調整は、被圧延材の入り込み側端部から100mm以上500mm以下の範囲で行う。
(もっと読む)
熱間圧延ライン
【課題】加熱した鋼片を熱間圧延して熱延鋼材を製造する熱間圧延ラインにおいて、設備間距離の制約を解消して、操業上の不具合や多額の設備投資を招くことなく、例えば幅圧下プレス装置等の新たな設備を設置することができる熱間圧延ラインを提供する。
【解決手段】脱スケール装置13を当初の設置位置(No.1加熱炉11の下流側)から、No.1加熱炉11とNo.2加熱炉12の間の搬送テーブル19上に移設し、当初脱スケール装置13が設置されていた位置に、新たに幅圧下プレス装置15等を設置している。
(もっと読む)
熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法
【課題】熱間プレス前の状態で加工性、鋼板平坦矯正性及びブランク加工性を有し、熱間プレス時の焼き入れ性に優れた(引張強度≧1300MPa)熱間プレス用鋼板とその製造方法及びその鋼板を用いた熱間プレス鋼板部材の製造方法を提供する。
【解決手段】質量%で、C:0.18〜0.25%,Si:0.02〜0.3%,Mn:1.0〜2.0%,Cr:0.5%以下,B:0.0003〜0.0030%,P:0.025%以下,S:0.004%以下,Al:0.01〜0.06%及びN:0.006%以下を含有し、さらに下記式(1)を満足するTiを含有し、残部がFeおよび不純物からなるとともに、下記式(2)を満足する化学組成を有し、フェライトとセメンタイトとからなるとともに、前記セメンタイトの60面積%以上が球状化セメンタイトであり、前記球状化セメンタイトの平均粒径が1.0μm以下である鋼組織を有し、圧延方向に対して0°方向,45°方向および90°方向のすべてにおいて、TS≦540MPa,YP≦320MPa,El≧26%,かつ限界曲げ半径≦0.5t(t:板厚)であり、さらに平均r値が0.80以上である機械特性を有する。
0.002≦Ti-(48/14)N-(48/32)S≦0.04 (1)
Mn+Cr≦2.0 (2)
ここで、式(1)および(2)における元素記号は各元素の含有量(単位:質量%)を示す。
(もっと読む)
アルミニウム素材の熱間圧延方法
【課題】プロフィルを低減して品質を向上させることができるアルミニウム素材の熱間圧延方法を提供する。
【解決手段】圧延ロール間にアルミニウム素材を複数回通過させながら、圧延ロール間のギャップを徐々に減少させて圧延するアルミニウム素材の熱間圧延方法において、最初の段階では例えば40mmずつロールギャップを減少させながら圧延し、そのロールギャップが75mm以下のときに、該ロールギャップの減少幅を0〜5mmと小さくした軽圧下圧延を少なくとも1回行う。
(もっと読む)
シーム疵の発生の少ない無方向性電磁鋼板の製造方法
【課題】無方向性電磁鋼板用のスラブを、縦型ロールを備えた熱間圧延設備によって圧延する際、熱間圧延の前段で縦型ロールによりスラブ幅方向の圧延を行っても、製品板の磁気特性に影響を与えることなく、熱延後のコイル端部におけるシーム疵の発生が低減される手段を提供する。
【解決手段】無方向性電磁鋼板用のスラブを加熱する前に、スラブの長手方向に伸びるコーナー部を全長にわたり面取りし、該面取りしたスラブを加熱した後、粗圧延の終了温度を、950℃以上とする条件で熱間圧延する。
(もっと読む)
1 - 20 / 72
[ Back to top ]