
Fターム[4E003AA02]の内容
Fターム[4E003AA02]に分類される特許
1 - 20 / 80
曲げ加工の異方性が少なく耐応力緩和特性に優れた異形断面銅合金板及びその製造方法
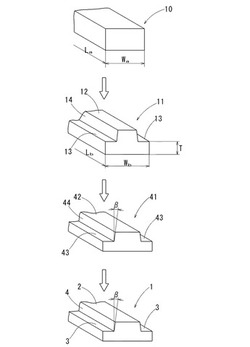
【課題】曲げ加工性の異方性が少なく耐応力緩和特性が良好な寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7であり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて観察した、(薄肉部のGOS1)/(厚肉部のGOS2)が0.9〜1.4である。
(もっと読む)
鋼帯の製造設備

【課題】C反り及びL反りを矯正可能であり且つ設備の小型化及びランニングコスト低減を図ることが可能な、鋼帯の製造設備を提供する。
【解決手段】焼鈍炉を備えた鋼帯の製造ラインに設けられる鋼帯の製造設備であって、調質圧延機及びその出側に配置された通板ロールの下流側に、5本のロールを用いて鋼帯の反りを矯正する反り矯正装置を有し、5本のロールは、パスラインの一方の側に配置された2本のロール、及び、パスラインを挟んで反対側に配置された3本のロールが、パスラインに沿って交互に配置されており、5本のロールのうち、少なくとも2本のロールはパスラインに対する位置を独立に変更可能であり、5本のロールのロール径をパスラインの上流側から順にd1乃至d5とし、隣接するロールの間隔をパスラインの上流側から順にP1乃至P4とするとき、d1=d2=d3=d4<d5、且つ、P1=P2=P3<P4である、鋼帯の製造設備とする。
(もっと読む)
電極のプレス装置、電極の製造装置及び電極の製造方法
【課題】歪み量の少ない電極のプレス装置、電極の製造装置及び電極の製造方法を提供する。
【解決手段】実施形態にかかる電極のプレス装置は、表面に電極層が形成された第1の領域と、前記電極層が形成されていない第2の領域と、を有する電極シートを、圧縮するプレスユニットと、前記電極シートに対向配置され、前記電極シートの前記第1の領域に対向し前記電極シートから退避した退避面と、前記第2の領域に対向し前記電極シート側に突出した突出面と、前記電極シートのエッジ部に対向し前記突出面から連続的に前記電極シートから離間する方向に退避する逃げ面と、を有するストレッチ部材を備え、前記第2の領域に張力を与える、ストレッチユニットと、を備えたことを特徴とする。
(もっと読む)
冷延鋼板チャタリング防止方法及びその設備
【課題】冷延鋼板の矯正ラインにおいて、ローラーレベラーでのチャタリングの発生を的確に防止することができる冷延鋼板チャタリング防止方法及びその設備を提供する。
【解決手段】冷延鋼板1をローラーレベラー10で矯正するに際して、チャタリングの発生を防止するために、ローラーレベラー10の後に設置された張力制御用ブライドルロール15のフレーム17とローラーレベラー10のフレーム12とを接続装置21によって水平方向に接続し、その状態でのローラーレベラー10の振動加速度をセンサー(振動加速度センサー)22で検知し、制御装置(図示せず)が、センサー22が検知した振動加速度の変化に基づいて、ローラーレベラー10自体の固有振動数と冷延鋼板1との共振点を変化させるように、接続装置21の接続力を変化させる。
(もっと読む)
張力制御システム、張力制御方法、及びコンピュータプログラム
【課題】 プロセスラインを通板中の金属ストリップに生じる急激な張力の変動を抑制し、当該金属ストリップに対して張力を安定して付与する。
【解決手段】 張力検出器121aにより測定された張力実績値Fmに基づき、急激な張力の変動(張力外乱)が発生したと判定した場合には、当該急激な張力の変動分に応じた駆動ロール114c、114dの回転速度の変動分を速度指令補正値ΔVr´として導出し、この速度指令補正値ΔVr´を加算した速度指令値(Vr+ΔVr+ΔVr´)を、張力検出器121aに対し下流側直近にある駆動ロール114c、114dを制御するモータ速度制御器125c、125dに出力する。
(もっと読む)
テンションレベラー直後の薄鋼板の水切り方法
【課題】テンションレベラーで矯正直後の薄鋼板の水切りを行うに際して、薄鋼板に反りを発生させることなく、適切に水切りを行うことができるテンションレベラー直後の薄鋼板の水切り方法を提供する。
【解決手段】テンションレベラー11の直後に、上下の水切りロール22とその直前に位置する補助ロール21とが一体となった水切り装置20を設置し、テンションレベラー11の最終ロール12nの上下移動に合わせて、補助ロール21と水切りロール22を上下移動させる。
(もっと読む)
マグネシウム合金材の製造方法
【課題】プレス加工が施されたマグネシウム合金材を生産性よく製造可能なマグネシウム合金材の製造方法を提供する。
【解決手段】マグネシウム合金からなる長尺な圧延板が巻き取られた圧延コイル材を素材とし、これを巻き戻して素材板100を矯正機構20Aに導入して、矯正板110を作製し、得られた矯正板110をプレス機構40に導入して、順送プレス加工を施し、マグネシウム合金材10を製造する。この製造方法では、矯正加工に連続して順送プレス加工を行うことで、矯正された素材をプレス機構40に連続供給でき、マグネシウム合金材10を生産性よく製造できる。特に、矯正された素材は平坦性に優れるため、プレス機構40の所定の位置に精度良く搬送でき、寸法精度に優れるマグネシウム合金材10を製造できる。
(もっと読む)
薄型小断面積異形条の矯正方法及び矯正装置
【課題】最大板厚が1mm以下、最大板厚と最小板厚の差が0.5mm以下、幅80mm以下、断面積が30mm2以下の幅方向の板厚が異なる小断面異形条において、異形条の局部的な形状変形の発生を抑え、更に異形条表面の微細な凹凸を付けることなく連続して、残留ひずみの均一化を図る矯正が可能な方法及び装置を提供する。
【解決手段】異形条の引張り矯正方法において、最大引張り荷重が掛かるロール間では、ロールと接する異形条は平面側とし、異形条の凸面側と接触するロール表面には、ロール軸方向及び円周方向に無数のスリットを入れたことにより、ロール表面が若干変形することで、異形条の段差分を吸収し、ロールとの接触面積を増やすことで、異形条の局部的変形を抑える。異形条をロールに押し付ける押し付けロール及びラッパーを設けることで、ロールと異形条の間のスリップを防止し、異形条の局部的変形を効果的に抑える。
(もっと読む)
メタルコア製造装置
【課題】より正確にスリット幅を制御することのできるメタルコア製造装置を提供する。
【解決手段】板状の素材に切れ目を入れて接続部及び切断部に分けるランシングユニットと、素材を平坦にする第一のアンビルユニットと、素材の前記接続部を圧延する第一のストレッチユニットと、素材を平坦にする第二のアンビルユニットと、素材の前記切断部のスリット幅を計測するスリット幅計測ユニットと、スリット幅計測ユニットの測定結果に基づき第二のアンビルユニットの素材引き取り量を調節する圧延量調節ユニットと、を有するメタルコア製造装置とする。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
テンションレベラー
【課題】被圧延材に縦筋模様等を付けることなく、表面が平坦で高品質の圧延材を得ることができ、また、ロールを長寿命化して交換頻度を低減することができるテンションレベラーを提供する。
【解決手段】被圧延材に接するワークロールと、そのバックアップロールとを備えるテンションレベラーであって、バックアップロール4は、複数の小ロール11が長さ方向に連結されるとともに、各小ロール11の外周面は、長さ方向の中央部を半径方向外方に凸状に膨出させかつ両端に向かうにしたがって漸次外径を縮小させてなるクラウン形状に形成されている。
(もっと読む)
金属帯の矯正方法
【課題】せん断された入側コイルの最内巻き部をスクラップとして収容するスクラップバッグの廃棄作業に伴い、プロセスライン全体の操業効率が低下することを回避する。
【解決手段】シャー6の入側に設けられたピンチロール5の上ロール5uをゴムロール、下ロール5dを鋼ロールで構成し、且つ上ロール(ゴムロール)5uよりも下ロール(鋼ロール)5dの外径を小さくする。さらに下ロール5dのロール速度を、ストリップ2の搬送速度に同期させ、上ロール5uをストリップ2の搬送速度よりも速めることにより、ストリップ2が、下ロール5dに巻き付きやすくして巻き付き量を多くすることにより、より広い範囲を矯正することができ、結果的に矯正能力を向上させることができる。
(もっと読む)
細幅鋼材の端部の押圧塑性・寸法精度加工と、この細幅鋼材の長手方向、及び/又は、短手方向の癖取り加工機構と、その細幅鋼材の矯正装置
【課題】 従来の文献では、スリッターでスリット加工した、金属帯を、対のローラを三列構造で、かつ一直線に配置することで、この金属帯の長手方向全域の板両側エッジ部を、板幅方向に圧下する過程で、スリット時、及び板幅方向圧下時に発生した圧下方向の曲がりを低減しつつ、スリット時に形成された角の矯正と、バリの除去を図る構造である。しかし、所期の目的を達成するには、改良の余地が考えられる。
【解決手段】 本発明は、細幅鋼材を収容する繰出し機と、複数本のローラを対峙して設けた第一矯正ローラ群と、第一上下ローラ部、及び複数本のローラを、個別に、かつ夫々対峙して設けた第二矯正ローラ群、並びに第二上下ローラ部で構成された押圧塑性・寸法精度・癖取り加工機と、矯正加工済の細幅鋼材を、引抜き出す引出し機と、切断機とで構成した細幅鋼材の矯正装置である。
(もっと読む)
金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法
【課題】板厚等の操業条件の変更が生じた場合にも最適の金属帯の制振及び位置矯正を行うことのできる金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法を提供する。
【解決手段】金属帯3の片側又は両側に配置された電磁石5と、電磁石5の近傍に設置されて金属帯3の位置を非接触で検出する非接触位置センサ7と、非接触位置センサ7の情報に基づいて電磁石5の磁力を制御してオンライン走行中の前記金属帯の制振及び位置矯正を行なう制御装置9を備えた金属帯の制振及び位置矯正装置であって、電磁石5は3個以上のコイルからなるコイル群1a〜1gを備えてなり、制御装置9は、コイル群1a〜1gからコイルを選択して組み合わせることによって所定の巻数の振動制御用コイルと、振動制御用コイルよりも巻数が多い位置矯正用コイルの2系統のコイルを形成するコイル形成装置19を備えてなる。
(もっと読む)
中高圧用アルミニウム箔の製造方法
【課題】ピット密度の向上とピット長の均一化により、アルミニウム箔の静電容量を向上させ、高電圧に適した中高圧用アルミニウム陽極箔を提供することを目的とするものである。
【解決手段】圧延痕を有するアルミニウム原箔1を連続的に走行させ、酸化物粒子と水を混合した溶液を前記アルミニウム原箔1の走行方向と逆方向からアルミニウム原箔に吹き付けて前記アルミニウム原箔1の圧延痕1aを取り除き、かつ前記アルミニウム原箔1の表面に多数の窪みを形成して表面積を拡大するようにした中高圧用アルミニウム箔の製造方法とする。
(もっと読む)
マグネシウム合金薄板の製造装置
【課題】 マグネシウム合金薄板の多パス圧延によって生じた板幅端部のクラック部、形状不良部をレベリングかつトリミングして製品コイルを製造する。
【解決手段】 固定マンドレルに巻回したマグネシウム合金のコイル材を巻き戻し可能にする第1の巻取機11と、巻取機の下流側に配されてコイル材Cから巻き戻されたマグネシウム合金薄板Sを所定温度に加熱する加熱炉12と、この加熱炉の下流側に配されてマグネシウム合金薄板の形状不良を修正するレベラー13と、薄板の両側縁を切り取るトリマー14と、このトリマー14の下流側に配されてマグネシウム合金薄板を巻き取る第2の巻取機15とを備える。
(もっと読む)
テンションローラレベラ及びこれを用いた反り矯正方法
【課題】金属板の長手方向の反りを矯正し、品質の更なる向上が図れるテンションローラレベラ及びこれを用いた反り矯正方法を提供する。
【解決手段】金属板11の搬送方向に、伸長装置12、幅方向反り矯正装置13、及び長手方向反り矯正装置14が順次配置されたテンションローラレベラ10及びこれを用いた反り矯正方法において、金属板11の長手方向に発生した反りは、金属板11の厚み方向両側に交互に配置された偶数本の小径ワークロール39〜34により、徐々に小さくしながら、出側で金属板11の厚み方向一方側に反りを残した後、金属板11の厚み方向両側に交互に配置され、小径ワークロール29〜34よりも直径が大きな少なくとも3本の奇数本の大径ワークロール35〜37により、金属板11に小径ワークロール29〜34の出側で残した反りとは反対側の反りを与えることで、矯正する。
(もっと読む)
レベラを用いた金属帯の反り制御方法
【課題】ラインを停止させ、その後再び運転を開始したときに生じる反りを低減して歩留りを向上させるレベラを用いた鋼板の反り制御方法を提供する。
【解決手段】レベラ10の入側と出側とにそれぞれ配設され、金属帯Sが張架されたブライドルロール13A,13Bの回転速度を制御して伸び率制御及び張力制御を行うレベラ10を用いた金属帯の反り制御方法であって、
停止させた金属帯Sを再び搬送する際は、搬送開始前に金属帯Sに張力を予め与える前記張力制御を行う。
(もっと読む)
金属板矯正装置
【課題】ワークロールの回転速度を金属板の通板速度に同期しやすくすると共に、ワークロール圧下による金属板の伸びに伴う各ワークロール間の回転速度差を吸収可能とすることにより、ワークロールと金属板とのスリップによるスリップ疵を防止する。
【解決手段】ワークロール5の回転駆動手段6A,6Bを、電動モータ18からの駆動力を歯付きプーリー部17及びワークロール5の回転軸5aの先端に取付けた平プーリー部16に伝動する無端のベルト21を、外周面に上記歯付きプーリー17の歯17aと噛み合う複数の歯21aが設けられていると共に、内周面21bが平滑に形成された構成として、該ベルト21のパスライン側経路28において、外周面の歯21aが歯付きプーリー17の歯17aと噛合され且つベルト21の内周面21bが平プーリー部16の外周面と相互に面接触されるように、平プーリー部16と歯付きプーリー17に交互に掛ける。
(もっと読む)
鋼板の安定通板方法
【課題】例えば連続式酸洗ラインのように、鋼板を通板させるラインであって、ライン入側にピンチロールとレベラーを備えたラインにおいて、鋼板の蛇腹状態の発生や鋼板の蛇行によるエッジ損傷の発生といった通板異常を的確に抑止して、鋼板を安定して通板させることができる鋼板の安定通板方法を提供する。
【解決手段】鋼板2の先端2aがピンチロール12とレベラー14を通板する際にはピンチロール12で鋼板2を挟み込み、鋼板2の先端2aがレベラー14を通過した後はピンチロール12を開放する。
(もっと読む)
1 - 20 / 80
[ Back to top ]