
Fターム[4E004MA10]の内容
Fターム[4E004MA10]に分類される特許
1 - 20 / 20
銅合金鋳塊、銅合金板及び銅合金鋳塊の製造方法
【課題】製品における欠陥を低減する。
【解決手段】Feを2.1重量%以上3.6重量%以下、Znを0.05重量%以上0.2重量%以下、Pを0.01重量%以上0.12重量%以下、Snを0.01重量%以上0.12重量%以下、Siを0.005重量%以上0.05重量%以下、Mnを0.005重量%以上0.06重量%以下含有し、残部がCuと不可避不純物からなる銅合金鋳塊11であって、連続鋳造を経た後の鋳造方向に垂直な断面において、結晶粒内および結晶粒界に存在する初晶鉄粒子の長径の平均値が5μm以下である。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法

【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法。
【解決手段】キャビティ軸線に沿うスタータブロックの往復動を開始させ、始動材料体はこれとタンデム関係をなして一連の第2の横断面(74)を通って往復動し、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、該積層の互いに対向する両面の熱を奪取するにあたり、前記金属体に熱放散面(78)を定めて、前記排出端開口から排出される前記金属体(48)の複数の角度的に連続する各部(94)を区画に分けるやり方により前記速度を決め、更に、前記金属体の互いに対向する部分から熱を奪取するにあたり、前記互いに対向する部分の相対面積に従って前記熱格納平面の両側で熱を奪取する。
(もっと読む)
連続鋳造用鋳型のパウダー付着防止方法
【課題】2枚の短辺鋳型板1を2枚の長辺鋳型板4で挟み込む連続鋳造用鋳型を用いた連続鋳造において、短辺鋳型板背面へのパウダー堆積を防止し、短辺鋳型板のオッシレーション同調不良を防止することのできる連続鋳造用鋳型のパウダー付着防止方法を提供する。
【解決手段】短辺フレーム3の背面側、特に短辺フレーム表面、短辺駆動装置7、冷却水配管8などで形成される構造物に液体を散布又は気体を吹き付ける。これにより、短辺鋳型板背面へのパウダー堆積を防止し、短辺鋳型板のオッシレーション同調不良の発生を防止することができる。
(もっと読む)
連続鋳造用鋳型装置
【課題】鋳片の横断面サイズ毎に鋳型フレームを保持しなくても良くする。
【解決手段】上部フランジ5a及び下部フランジ5bを介して鋳型フレーム3に取付けられる筒状銅板鋳型2と、銅板鋳型2の外周側に、この銅板鋳型2と一定の間隔を維持して冷却水通路6を形成する内筒7を配置し、内筒7は仕切り板8により、鋳型フレーム3内に固定されると同時に鋳型フレーム3内における内筒7の外周側を鋳造方向の上下に区切って給排水用空間4a,4bを有する構造となし、冷却水通路6を反鋳造方向へ通水することにより銅板鋳型2の背面を冷却し、鋳片を連続鋳造する鋳型装置1である。銅板鋳型2の一方の内壁面2aが連続鋳造機の下側パスラインと合致するように、銅板鋳型2及び内筒7を鋳型フレーム3に偏芯して配置する。
【効果】横断面形状に関係なく同じ鋳型フレームが利用できる。
(もっと読む)
連続鋳造用鋳型
【課題】冷却部材と凝固シェルとの接触状態を監視して、ブレークアウトや鋳片割れの発生のない安定した鋳造作業を行うことが可能な連続鋳造用鋳型を提供する。
【解決手段】対向配置された対となる冷却部材12と、各冷却部材12の裏面側にそれぞれ配置され、冷却部材12が複数の締結ボルト14を介して固定された支持部材と、支持部材の裏面側に連結し、支持部材を介して冷却部材12を保持する保持機構16とを有する連続鋳造用鋳型において、鋳造中に冷却部材12に発生する応力を検出する荷重センサを、支持部材又は保持機構16に取付けた。
(もっと読む)
水冷銅板の変位測定方法
【課題】鋳片の凝固プロフィールを考慮した水冷銅板の性能を十分に得ることができ、良好な品質の鋳片を製造可能な水冷銅板の変位測定方法を提供する。
【解決手段】連続鋳造用鋳型の内側に固定配置される水冷銅板13、14の変位測定方法であって、水冷銅板13、14の裏側に配置されているバックプレート15、16の背部に配置された距離計24〜26、19〜21により、バックプレート15、16の移動距離a´、aを測定するので、鋳片の凝固プロフィールを考慮した水冷銅板13、14の性能を十分に得ることができ、良好な品質の鋳片を製造できる。
(もっと読む)
連続鋳造モールド幅変更方法および装置
【課題】鋳造モールド幅変更中に鋳型短辺位置が確実に移動しているかどうか確実に確認できる、連続鋳造モールド幅変更方法および装置を提供することを課題とする。
【解決手段】連続鋳造機で鋳片の鋳込幅を連続鋳造中に変更するにあたり、鋳型長辺の内部に、モールド幅方向にわたって所定の間隔で直線的に埋め込んだ複数の熱電対で鋳型内部の温度を計測して、幅変更指令が出された際の鋳型短辺通過前後での温度推移に基づいて鋳型短辺位置が確実に移動しているかどうかの判断を行う。
(もっと読む)
鉄鋼材料の連続鋳造用鋳型
【課題】亜鉛を不純物として含む溶鋼を鋳造する鋳型のメニスカス部損傷を防止する。
【解決手段】銅又は銅合金よりなる連続鋳造用鋳型において、鋳型内側表面の少なくとも鋳型上端から鋳型の深さ方向に300mmまでの範囲に、レニウムの含有量が50質量%以上であり、その残部がコバルト、ニッケル、鉄の1種または2種以上よりなるレニウム合金皮膜を形成する。銅又は銅合金の内側表面に設けるレニウム合金皮膜の下地層として、Co、NiまたはCo−Ni合金からなる金属層を設けても良い。
(もっと読む)
金属表面皮膜の封孔処理方法、金属表面皮膜の封孔処理装置および連続鋳造用鋳型
【課題】広い面積を有する金属表面の皮膜であっても、これを所望の溶融温度にまで均一に加熱して、溶融熱処理による封孔処理を行い、皮膜の緻密化を図る。
【解決手段】表面に自溶性合金溶射皮膜21が形成されている連続鋳造用銅板母材3の上に、サセプター粉末24を2mm〜20mmの厚さで堆積させる。箱体23内において、連続鋳造用銅板母材3を断熱材料粉末22内に埋没させて、サセプター粉末24の上を断熱材料粉末22で覆う。アプリケーター2内に収容した連続鋳造用銅板母材3に対してマイクロ波発振機11からのマイクロ波を照射すると、サセプター粉末24が発熱し、自溶性合金溶射皮膜21が溶融熱処理される。
(もっと読む)
ダイレクトチル鋳造法による金属の同時鋳造
ダイレクトチル鋳造装置における共鋳造金属インゴットの装置および方法。装置および方法は、単一のインゴットに一体化される溶融金属を受容するための2つまたはそれより多くのチャンバーに鋳造モールドを分離する、少なくとも1つの分割体(分割部材または分割壁)を用いる。分割体は、鋳造の間、動いてよく、角度をなしてよくおよび/または曲がることができ、薄いプレートまたはシートに圧延するために、まず作られるインゴットを製造する。インゴットは、側方(幅)縁部付近で中央においてよりもより厚い、および/または後端部領域または先頭部領域付近で、中央においてよりもより厚い、少なくとも1つの外側層を有する。これは、圧延の間、インゴットコアからの外側層の払拭を補償する。また、鋳造運転の間、分割体を、モールド壁の一方に向かって外側に外側に曲げることができる。  (もっと読む)
(もっと読む)
連続鋳造鋳型の寿命判定方法
【課題】使用中の連続鋳造鋳型を連続鋳造設備から取り外し解体せずにメニスカス部の下部に発生している割れの最大深さを精度よく求めて連続鋳造鋳型の継続使用の可否を判定することが可能な連続鋳造鋳型の寿命判定方法を提供する。
【解決手段】連続鋳造設備で使用中の連続鋳造鋳型10を無解体でその寿命を管理する方法であって、連続鋳造鋳型10を定期的にかつ非鋳造時に、連続鋳造鋳型10のメニスカス部14から下少なくとも50mmまでの範囲に発生している割れ15の深さをその内側表面から超音波探傷法により計測し、割れ15の最大深さを連続鋳造鋳型10の内側の割れ深さおよび使用回数のデータと対比して、割れ15の最大深さが予め設定された危険割れ深さになるまでの残り使用回数を求め、これを連続鋳造鋳型10の残り寿命とする。
(もっと読む)
連続鋳造用鋳型
【課題】繰り返し荷重に起因した熱応力によるクラックの発生を抑制、更には防止して、長寿命化を図ることが可能な連続鋳造用鋳型を提供する。
【解決手段】間隔を有して対向配置された一対の短片部材と、短片部材を幅方向両側から挟み込んだ状態で対向配置された一対の長片部材10、11と、これらの裏面側に締結手段12、12aによって固定された支持部材13、14とを有し、支持部材13、14の下部の給水部15から、短片部材と長片部材10、11の裏面側の通水部16を介して、支持部材13、14の上部の排水部17へ冷却水を流し、短片部材と長片部材10、11とで形成される領域内に供給された溶鋼を冷却し凝固させながら下方へ引き抜き鋳片を製造する鋳型において、短片部材および長片部材10、11のいずれか一方または双方からなる冷却部材の少なくとも上側を薄肉平板化した。
(もっと読む)
連続鋳造方法
【課題】鋳型の上側の寿命を長くすることで、鋳型全体の寿命を向上させることができる連続鋳造方法を提供する。
【解決手段】タンディッシュ内の溶鋼2を鋳型4に供給し、供給された溶鋼2を一方向に電磁攪拌しながら溶鋼2を鋳造する連続鋳造方法であって、タンディッシュから鋳型4への溶鋼2の供給を停止した後に、再度タンディッシュから鋳型4へ溶鋼2を供給して鋳造を行う際、鋳型4内の溶鋼2における湯面レベルを、溶鋼2の供給を停止する前の湯面レベルよりも15mm以上変更してから鋳造を行う。
(もっと読む)
鋳型または金型の稼動面の操業状態判定装置および判定方法、鋳型または金型の操業方法、コンピュータプログラム、並びにコンピュータ読み取り可能な記録媒体。
【課題】鋳型または金型に埋設された温度センサにより計測された測温データを基に、鋳型または金型の稼動面における温度、または、温度および熱流束を計算し、鋳型または金型の稼動面の操業状態を判定できるようにする。
【解決手段】 操業状態判定装置は、金型に埋設された温度計測手段により測定された測温データが入力される入力部101、入力部101に入力される測温データから非定常伝熱逆問題解析を行うことにより、鋳型または金型の稼動面における温度および熱流束を演算する演算部102、演算部102により演算された鋳型または金型の稼動面における温度および熱流束をディスプレイに表示するための出力部103、出力部103に表示された鋳型または金型の稼動面における温度および熱流束に基づき稼動面の操業状態を評価する判定部104を備えている。
(もっと読む)
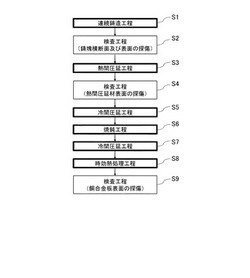
ステンレス鋼鋳片品質オンライン予測システム及びこれを用いた予知方法
【課題】本発明は、製鋼における連続鋳造工程の全般にわたって活用可能なすべての操業データを集合し、これを熱力学及び統計プログラムを活用して冶金学的計算評価モデルとして、生産される鋳片の品質をネットワーク基盤システムを用いてオンラインで精度の高い予測を可能にしたステンレス鋼鋳片品質オンライン予測システム及びこれを用いた予知方法に関する。
【解決手段】本発明は、ステンレス鋼鋳片の生産ラインで情報を収集及び保存するメインコンピュータ、前記メインコンピュータと相互通信する熱力学計算専用コンピュータ、及び前記メインコンピュータと相互通信するサーバ用コンピュータを含んで構成され、製鋼における連続鋳造工程の全般にわたって活用可能なすべての操業データを集合した後、熱力学及び統計プログラムを活用して冶金学的計算評価モデルとして、既存の操業データによる予測法の限界を克服し、生産される鋳片の品質をネットワーク基盤システムを用いてオンラインで精度の高い予測を可能にし、これにより、品質の改善及び生産性の向上に大きく寄与することができる。 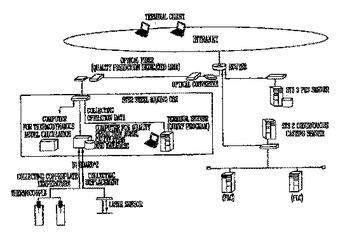 (もっと読む)
(もっと読む)
クロムめっき部材
【課題】300℃以上の厳しい熱履歴を受けてもクラックが発生し難い電気クロムめっき層が設けられたクロムめっき部材を提供する。
【解決手段】金属製部材の表面に電気クロムめっき層が設けられたクロムめっき部材であって、前記電気クロムめっき層における結晶子の平均直径が16.0nm以上であると共に、X線回折法による{211}と{222}のピーク強度比({211}/{222})が0.10以上としたクロムめっき部材である。
(もっと読む)
連続鋳造用鋳型銅板
【課題】 鋳造速度が速い条件においても耐摩耗性に優れた表面被覆層を有する連続鋳造用鋳型銅板を提案する。
【解決手段】 本発明の連続鋳造用鋳型銅板1は、凝固シェルと接触する側の銅板表面に、主にTiの窒化物からなる被覆層5が形成され、当該被覆層におけるTiのX線回折強度とTiNのX線回折強度との比(XTi/XTiN)が0.05〜0.8であることを特徴とする。ここで、XTiNは、TiNのX線ピーク強度群の中での最大値(CPS)を指し、XTiは、TiのX線ピーク強度群の中での最大値(CPS)を指す。
(もっと読む)
連続鋳造用鋳型の製造方法
【課題】 板材の強度低下を抑制、更には防止して、従来よりも長い期間安定した品質を維持可能な連続鋳造用鋳型の製造方法を提供する。
【解決手段】 溶鋼を鋳造する鋳型本体を構成する銅又は銅合金からなる板材10の溶鋼接触面11側に溶射被膜12を形成して加熱処理を行う連続鋳造用鋳型の製造方法において、板材10の少なくともメニスカス部13の冷却状態を維持しながら、他の部位を加熱処理する。また、板材30に加熱処理を行った後、更に冷却速度が10℃/秒以上の水冷処理を行う。
(もっと読む)
連続鋳造用鋳型
【課題】 長時間連続で鋳造しても鋳造材に表面の荒れやちぎれが生じず、良好な表面性状を有する鋳造材を高い生産性で生産することができる連続鋳造用鋳型を提供する。
【解決手段】 連続鋳造用鋳型1は、内面1aが、テーパ角度0.1度以上、1.3度以下で鋳造方向に向かって広がるテーパ状に形成され、熱伝導率が0.7cal/cm・sec・℃以上、かつ、降伏応力が250MPa以上の材料からなることを特徴とする。更に、連続鋳造用鋳型1は、材料が銅合金であることを特徴とする
(もっと読む)
ストリップ・キャスティングマシンの2つのキャスティング・ローラの間に形成されるキャスティング・ギャップの側面シール
開示されるものはストリップ・キャスティングマシンの2つのキャスティング・ローラの間に形成されるキャスティング・ギャップの側面シールである。前記側面シールは前面でキャスティング・ローラに向かって配置されることが可能である。本発明の側面シール(10)は第1の湿潤部分(12)、およびキャスティング・ローラ(1、2)の前面に割り当てられる第2の部分(13)を有する。前記第2の部分(13)はキャスティング・ローラの前面に沿って延びて接触点の上の底部で互いに結合して共通領域を形成する2本の脚を取り囲む嘴形状のタイプを形成し、これらの間で第1の部分(12)が上から突き出る。2つの部分(12、13)を互いから分離する絶縁層(18)が前記第1と第2の部分の間に挿入される。  (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]