
Fターム[4E004MB14]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 潤滑剤・フラックス・合金添加物に関するもの (230)
Fターム[4E004MB14]に分類される特許
101 - 120 / 230
鋳型中のスラグ及び溶融金属の表面をモニタリングする方法及び装置
本発明は、レーダ装置を使用して連続式鋳造装置の鋳型中にあるスラグ及び溶融金属の表面をモニタリングする方法に関する。本発明により、レーダ装置は、少なくとも20 GHzの帯域幅を有する電磁波のビームを放射する。本発明は、この方法を使用するための装置にも関する。 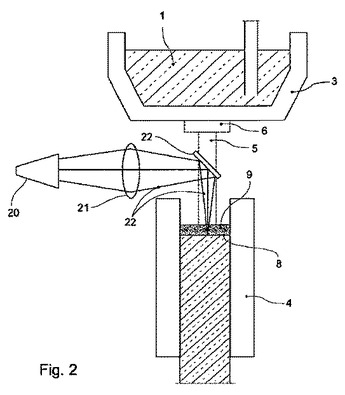 (もっと読む)
(もっと読む)
連続鋳造中の溶融金属の成分調製方法及びその装置

【課題】連続鋳造で銅合金を製造する際に、全長に渡って安定した合金成分組成を有する鋳塊を製造すること、また連続的に品種変更を行う際にも、添加量の調整を図ることで、切り替えロスの軽減を図る。
【解決手段】銅及び銅合金の溶湯中の比抵抗を合流部(混合槽)4に付設した電気抵抗検出用の測定器13によって連続的に測定し、予め把握している各成分における比抵抗と成分量の関係から溶融金属の成分組成を算出し、その結果に基づき添加元素用溶解炉10からの出鋼量を制御することによって、前記銅合金の溶湯中の成分組成を補正することを特徴とする連続鋳造中の溶融金属の成分調製方法。成分組成の算出に、温度または溶存酸素濃度の関係も加味してもよい。
(もっと読む)
銅合金材の製造方法及びその装置

【課題】高濃度融体の添加量を制御し所定の成分組成をもつ合金溶湯を得、析出強化型の銅合金材を高速度で、低コストで製造する方法を提供する。
【解決手段】純銅溶解と添加元素若しくはそれを含有する母合金溶解とを別々に行う工程を有する、析出強化型の銅合金から銅合金材を製造する方法であって、高濃度のNiまたはCoの少なくとも一方およびSiを含む高濃度融体を作成する際に、Ni、Co、Si、Ni−Cu母合金、Co−Cu母合金、Si−Cu母合金、Ni-Si-Cu母合金およびCo-Si-Cu母合金から選択される元素又は母合金を組み合わせて同時に溶解し、混合熱の生成の助けによって溶解させ、Ni含有量が最大80質量%の高濃度融体を作成し、これを他の溶解炉から供給される純銅溶湯に添加し、所定の成分組成を有する合金溶湯とする銅合金材の製造方法。
(もっと読む)
鋼の連続鋳造方法
【課題】モールドパウダーの物性および鋳片の冷却条件を総合して鋳造条件を適正化することにより、鋳片表面の横ひび割れを防止することのできる連続鋳造方法を提供する。
【解決手段】鋳型内の溶鋼表面に添加するモールドパウダーの1300℃における粘度を0.40〜0.85poiseとし、かつ、モールドパウダーの1300℃における粘度η(poise)と凝固温度Tc(℃)と、鋳型内表面と鋳片との間の局所熱流束Q(MW/m2)とを用いて表される下記(1)式により定義されるモールドパウダー指数Wの値を10〜35の範囲として鋳造することを特徴とする鋼の連続鋳造方法である。
W=1000×η2×Tc-0.5×Q3.5 ・・・・(1)
(もっと読む)
高強度鋼材およびその鋼材用鋳片の連続鋳造方法
【課題】微細分散した酸化物により鋼中水素を固定した高靱性高強度鋼材、およびその鋼材を得るためにMgを鋳片内に均一に添加し分散できる連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として得られる高強度鋼材であって、C、Si、Mn、P、S、Ti、N、Al、Oを規定範囲で含有するとともに、Hを0.00001〜0.0002%およびMgを0.0001〜0.005%含有し、Mg酸化物が微細分散し、Mg酸化物の周囲に水素が濃化した高強度鋼材である。(2)上記(1)の鋼材を製造するための鋳片の鋳造方法であって、タンディッシュ内の溶鋼に浸漬させた浸漬ランスまたは鋳型内の溶鋼に浸漬させた浸漬ランスを通して、Mgの蒸気および/または粒子をキャリアガスとともに該溶鋼中に供給することを特徴とする鋼の連続鋳造方法である。
(もっと読む)
極低炭素鋼の連続鋳造方法
【課題】 AlレスTi−REM脱酸した極低炭素鋼の連続鋳造において,連続鋳造の取鍋交換部近傍でも安定的にノズル閉塞を防止するための方法を提供する。
【解決手段】 溶鋼のAl濃度が0.015質量%以下のTi−REM脱酸した極低炭素鋼を鋳造するに当たり,取鍋中のスラグ成分を以下の値にして鋳造することを特徴とする連続鋳造方法。このため、出鋼後のスラグに金属Al,金属Tiもしくはその合金を改質剤として取鍋流出スラグ1ton当たり金属Alもしくは金属Ti換算で50〜200kgを添加し,さらに出鋼中もしくは出鋼後のスラグにCaOやCaOを含むフラックスを取鍋流出スラグ1ton当たりCaO換算で200〜500kg添加すると好ましい。
FeO+MnO≦14質量%
Al2O3≦40質量%
(もっと読む)
溶融パウダーの供給方法
【課題】溶融パウダーを連続鋳造鋳型に供給するにあたって、溶融パウダーの飛散を防止し、かつ異物の混入を防止できる供給方法を提供する。
【解決手段】中間容器3の内側に金属製受け皿を着脱可能に装着し、中間容器へ保温容器2から溶融パウダー1を注入し、溶融パウダーを中間容器から連続鋳造鋳型5へ紙製流路4を介して供給する。
(もっと読む)
アルミニウム合金連続鋳造棒の製造方法
【課題】水平連続鋳造において、鋳肌の欠陥やブレークアウトの発生を抑えて良品質の鋳塊を安定して連続鋳造するアルミニウム合金連続鋳造棒の製造方法を提供する。
【解決手段】中心軸がほぼ水平に保持され、強制冷却手段203を有した筒状鋳型201を用いるアルミニウム合金連続鋳造棒の製造方法であって、Caを少なくとも0.003質量%以上含有するアルミニウム合金溶湯255を原料とし、溶湯温度と凝固温度との温度差と、筒状鋳型から引き出すアルミニウム合金連続鋳造棒の引出速度を制御することにより、中心角が少なくとも30度以上の側面の表面に厚さ20μm以上のSiリッチ組織部を有するアルミニウム合金連続鋳造棒を製造する。
(もっと読む)
鋼の連続鋳造用モールドフラックスおよびそれを用いた連続鋳造方法
【課題】鋳片表層部における気泡性欠陥の発生を防止することのできる鋼の連続鋳造用モールドフラックス、およびそれを用いた鋼の連続鋳造方法を提供する。
【解決手段】CaOおよびSiO2を主成分とするモールドフラックスであって、CaOとSiO2との質量含有率の比である塩基度が1.5以上であり、かつ付着水および結晶水の合計含有率が0.9質量%以下である鋼の連続鋳造用モールドフラックス、およびそのモールドフラックスを用いる鋼の連続鋳造方法である。前記の連続鋳造方法において、タンディッシュ内の溶鋼の過熱度は25℃を超え45℃以下とすることが好ましい。
(もっと読む)
連続鋳造用パウダー及び鋼の連続鋳造方法
【課題】高Si高Al鋼の連続鋳造において、鋳型内に形成される溶融スラグの粘度を適正な範囲に維持し、スラグベアの過剰な形成を防止し、鋳型内における凝固シェルの強冷却を実現することのできる連続鋳造用パウダー、連続鋳造方法を提供する。
【解決手段】T.CaO/SiO2が質量比で0.5以下、MgO:5%以上15%以下、Na2O:10%以上、Al2O3:5%以下を含有し、1300℃における粘度が1Pa・s未満、凝固温度が1050℃以下であることを特徴とする連続鋳造用パウダーである。鋳型内に形成された溶融スラグについて、T.CaO/SiO2が質量比で1以下、MgO:5%以上15%以下、Na2O:10%以上20%以下、Al2O3:20%以下、1300℃における粘度が1Pa・s以下であり、かつ凝固温度が1200℃以下であることを特徴とする鋼の連続鋳造方法である。
(もっと読む)
アルミニウム連続鋳造用鋳型潤滑油、及びそれを用いたアルミニウム連続鋳造方法
【課題】アルミニウムの連続鋳造を行う際にアルミニウム溶湯と鋳型間の潤滑性に優れ、潤滑油が水と混合した状態においてエマルション化し難く、エマルション化した後においても、油水分離性に優れ、冷却水中の油分を容易に低減できるアルミニウム連続鋳造用鋳型潤滑油、及びそれを用いたアルミニウム連続鋳造方法を提供すること。
【解決手段】40℃の温度において300〜2000cStの動粘度を有する高粘度鉱物油からなる基油60〜90%(質量%、以下同じ)と、スルホン酸金属塩及びカルボン酸金属塩から選ばれた少なくとも1種以上からなる油性剤10〜40%とを含有する。
(もっと読む)
丸ビレット鋳片の連続鋳造用鋳型および連続鋳造方法
【課題】湾曲型連続鋳造機を用いて鋳造欠陥の無い丸ビレット鋳片を安定して連続鋳造できる連続鋳造用鋳型及び連続鋳造方法を提供する。
【解決手段】鋳型は、鋳型下端での内径をD0[m]とし、鋳型下端での湾曲外側の湾曲半径をR0[m]とし、鋳造方向に沿った単位長さ当たりの鋳型内径の変化率Tp[%/m]を下記(1)式で表し、鋳造方向に沿った単位長さ当たりの湾曲外側の湾曲半径の変化率Rp[%/m]を下記(2)式で表した場合に、鋳型内径変化率Tpと湾曲半径変化率Rpとは下記(3)式の関係を満足する。
Tp=(1/D0)×(dD/dx)×100[%/m] ・・・(1)式
Rp=(1/R0)×(dR/dx)×100[%/m] ・・・(2)式
但し、(1)式中のDは鋳型上端からxの距離における鋳型内径を示し、(2)式中のRはそのxの距離における湾曲外側の湾曲半径を示す。
Rp=(Tp/2)×(D0/R0) ・・・(3)式
(もっと読む)
表層部に等軸デンドライトを有する鋼の連続鋳造鋳片およびその連続鋳造方法
【課題】表層部組織が等軸デンドライトを有する組織である連続鋳造鋳片、およびその鋳片を得るために必要な金属元素を溶鋼中に効率良く添加できる連続鋳造方法を提供する。
【解決手段】(1)鋳片表層部の凝固組織が等軸デンドライトを有する鋼組織であることを特徴とする鋼の連続鋳造鋳片である。上記鋳片は、鋼中のBi含有率を0.0002〜0.1質量%とすることにより得られる。(2)上記(1)に記載の鋳片を製造するための連続鋳造方法であって、タンディッシュ内の溶鋼または鋳型内の溶鋼中に浸漬させた浸漬ランス内にBiを含有する金属ワイヤーまたはロッドを挿入することによりランス内で金属蒸気および/または金属粒子を発生させ、金属蒸気および/または金属粒子をキャリアガスとともに溶鋼中に添加する鋼の連続鋳造方法である。
(もっと読む)
低炭素高硫黄鋼の連続鋳造方法
【課題】炭素含有量C[wt%]を0.02〜0.07とし、硫黄含有量Ssteel[wt%]を0.015〜0.02とする、低炭素高硫黄鋼を、鋳型内の凝固シェル界面の溶鋼流速Vsh[cm/sec]が40〜80となるように鋳型内電磁攪拌を行い、鋳造速度Vc[m/min]を1.6以上とし、モールドパウダを使用して連続鋳造するに際し、熱電対ハンチングを抑制できる、低炭素高硫黄鋼の連続鋳造方法を提供する。
【解決手段】モールドパウダの硫黄含有量Smold[wt%]を0.005〜0.02とする。
(もっと読む)
高炭素鋼の連続鋳造用モールドパウダー
【課題】 SUJ2鋼など高炭素鋼の連続鋳造は、凝固過程で収縮量が小さく、溶鋼温度が低く、鋳片シェルとモールドの銅板間での潤滑性が低下し、連続鋳片の引抜き中にブレークアウトなどが起こり易い問題を解消するモールドパウダーを提供する。
【解決手段】 連続鋳造用のモールドパウダーの化学組成の総CaO質量%/SiO2質量%の塩基度の値を0.25〜1.0、上記化学組成のフッ素含有量が2〜5質量%、かつ、上記のパウダーの溶融スラグの1300℃の粘度が1〜3Pa・sであり、そのガラス性指標のNWi={(アルカリ金属酸化物の含有mol数)+(アルカリ土類金属酸化物の含有mol数)−Al2O3の含有mol数}×2/(SiO2の含有mol数+Al2O3の含有mol数×2)を1.3以下とするSUJ2鋼など高炭素鋼用のモールドパウダー。
(もっと読む)
析出物が微細分散した高強度鋼材および高強度鋼材用鋳片の連続鋳造方法
【課題】析出物が微細分散した高強度高加工性鋼材、およびその鋼材を得るために合金元素を均一かつ高歩留まりで鋳片内に添加できる連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として熱間圧延により得られる高強度鋼材であって、C、Si、Mn、P、S、Ti、N、Al、を規定範囲で含有し、SrおよびMgをそれぞれ0.00005〜0.003%含有するか、またはSr、MgおよびBaをそれぞれ0.00005〜0.003%含有する析出物が微細分散した高強度鋼材。上記鋼材は、さらに、Biを0.00005〜0.001%含有してもよい。(2)タンディッシュ内の溶鋼に浸漬させた浸漬ランスまたは鋳型内の溶鋼に浸漬させた浸漬ランスを通して、SrおよびMg、またはSr、MgおよびBaの金属蒸気および/または粒子をキャリアガスとともに溶鋼中に供給する鋼の連続鋳造方法。
(もっと読む)
P含有鋼の連続鋳造方法
【課題】合金化溶融亜鉛めっき鋼板においてめっき・合金化後に生ずる筋状欠陥、特に白色の筋状欠陥を安定して防止できるP含有鋼の連続鋳造方法を提示する。
【解決手段】Pを0.035%以上含有する鋼を連続鋳造し、最終的に合金化溶融亜鉛めっき鋼板を製造する方法において、V0.8△Tmと白色の線状筋欠陥の発生との関係から白筋欠陥の発生する臨界値IQcrを求め、V0.8△Tmが該臨界値IQcr以上になる条件で連続鋳造することを特徴とするP含有鋼の連続鋳造方法。
但し、V :モールド内所定位置までの溶鋼平均流速(cm/s)
△Tm:モールド内所定位置における溶鋼過熱度(℃)
なお、モールド内所定位置とは、モールド端部から幅方向1/4でかつ厚み方向
1/2の位置におけるメニスカス部から30mm深さの位置をいう。
(もっと読む)
Fe基合金およびNi基合金の連続鋳造方法および連続鋳造用発熱性モールドパウダー
【課題】液相線温度が1330〜1420℃と低いFe基合金およびNi基合金の連続鋳造を可能にすると共に、表面欠陥の発生が少なく、研削歩留まりが向上し、製造コスト低減をもたらす。
【解決手段】Fe基合金およびNi基合金を連続鋳造するに当たり、連続鋳造用鋳型内に注入した合金溶湯上に、燃焼後の化学成分が、CaO:20〜26mass%、SiO2:32〜38mass%、F:4.0〜5.5mass%、Na2O:3〜7mass%、K2O:7〜10mass%と、Al2O3:0.1〜2.5mass%以下、MgO:0.1〜2mass%以下、および不可避混入不純物を含む酸化物からなり、かつ、塩基度(CaOmass%/SiO2mass%)が0.60以上0.70未満、融点が1050℃〜1150℃、1300℃における粘度が1.5poise〜2.5poiseの物性を有する連続鋳造用発熱性モールドパウダー、を投入Fe基合金およびNi基合金の連続鋳造方法。
(もっと読む)
鋼の連続鋳造用モールドパウダーおよび連続鋳造方法
【課題】溶鋼の汚染を防止しつつ優れた保温効果を発揮する鋳造スタート用モールドパウダー、およびそのモールドパウダーを用いた連続鋳造方法を提供する。
【解決手段】(1)CaO/SiO2が1.0〜1.9、Al2O3含有率が2〜18%、Na2O、Li2OおよびFの合計含有率が2〜25%であり、炭酸塩が炭素換算含有率2.5〜7.0%で、硝酸ソーダが含有率5.1〜8.0%で、炭素が含有率0〜5%で、Ca-Si合金および/または金属Siが含有率7〜20%でそれぞれ配合され、酸化鉄がFe2O3換算含有率で2.0%未満および酸化MnがMnO換算含有率で3.0%未満であり、凝固温度が1050〜1250℃であり、1300℃での粘度が0.04〜1.5Pa・sである鋼の連続鋳造用モールドパウダーである。(2) 前記(1)モールドパウダーを、鋳造開始時に鋳型横断面積100cm2あたり0.1〜2kg添加し、引き続いて、定常鋳造用のモールドパウダーを添加する鋼の連続鋳造方法である。
(もっと読む)
鋼の連続鋳造用モールドパウダーおよび連続鋳造方法
【課題】本発明は、1300℃における粘度が0.8Pa・s以上の高粘度パウダーとして鋼中への難巻き込み性を確保しながら、かつ潤滑性も優れており、パウダー性欠陥の無い高品位の製品を得ることができ、生産性を阻害することのない鋼の連続鋳造用パウダーを提供することを目的とする。
【解決手段】Al、Tiの少なくとも一方を含有する鋼を連続鋳造するための連続鋳造用モールドパウダーであって、CaO/SiO2が質量比で0.9〜1.2、CaOが38質量%以下、SiO2が10質量%以上35質量%以下、Al2O3が7質量%以上で25質量%以下、Na2Oが3質量%以上で10質量%以下で、かつ、MgOを実質的に含まず、1300℃における粘度が0.8Pa・s以上であることを特徴とする鋼の連続鋳造用モールドパウダー。
(もっと読む)
101 - 120 / 230
[ Back to top ]