
Fターム[4E016EA02]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの材料 (261) | 表面層 (131) | 鋼 (29)
Fターム[4E016EA02]に分類される特許
1 - 20 / 29
冷間圧延工業の要件を満たす鍛造ロールおよび該ロールの製造方法
【課題】この発明は、鍛造ロールの分野および鍛造ロールの製造に概して関する。より詳細には、本発明は、冷間圧延工業での使用のための鍛造ロールに関する。
【解決手段】本発明は、冷間圧延工業での使用のための鍛造ロール、およびこのようなロールの製造のための方法に関する。前記鍛造ロールは、鋼組成物、ならびに、体積あたり5%未満の残留オーステナイト比率を有する焼戻しマルテンサイトと、体積あたり5%未満の共晶炭化物を有する開口した共晶炭化物ネットワークと、を含む微細構造を含み、780HV〜840HVの間の硬度と、絶対値で−300MPa〜−500MPaの間の内部圧縮応力とを示す。
(もっと読む)
高強度管の製造方法

【課題】孔型ロールを用いて高強度の素管を高加工度で冷間圧延するピルガー圧延において、孔型ロールの工具寿命を長寿命化することが可能な高強度管の製造方法を提供する。
【解決手段】1対の孔型ロールと、その孔型ロールの間にマンドレルを備えたピルガー圧延により、引張降伏応力が700MPa以上の素管を、断面減少率が70%以上で冷間圧延する高強度管の製造方法であって、HRCで57〜61の硬度を有する低合金高速度鋼からなる孔型ロールを用いることを特徴とする。低合金高速度鋼は、質量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:5.0〜6.0%、Mo:1.5〜4.0%、W:0.5〜2.0%、V:0.70〜1.25%およびAl:0.1%以下を含有し、残部がFeおよび不純物からなる化学組成を有するのが好ましい。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法
【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
熱間仕上圧延機用ワークロール、熱間仕上圧延機列と圧延方法
【課題】本発明は、熱延鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と鋼板の形状品質の向上を可能とする熱間仕上圧延機用ワークロール、該ロールを組み込んだ複数の熱間仕上圧延機からなる圧延機列および該圧延機列による圧延方法を提供する。
【解決手段】仕上げ圧延機に組み込むワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、ワークロールバレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状をなしており、かつ中間層は胴長方向断面が台形状に形成されている。
(もっと読む)
靭性に優れた鍛鋼製冷間圧延ロール
【課題】高価なマイクロアロイ等の元素を使用したり、特殊な製法等を採用したりすることがなくても、優れた靭性を確保することができ、高負荷環境時でも圧延時に割れが発生することがない靭性に優れた鍛鋼製冷間圧延ロールを提供することを課題とする。
【解決手段】質量%で、C:0.6〜1.2%、Si:0.4〜0.8%、Mn:0.4〜1.0%、Ni:0.4〜1.0%、Cr:3.0〜6.0%、Mo:0.2〜0.5%、を含有し、残部がFe及び不可避的不純物からなる鍛鋼製冷間圧延ロールであって、表層部の金属組織に分散した炭化物の平均粒径が1μm以下且つ、分散した炭化物の面積分率が5〜30%である。
(もっと読む)
金属帯の冷間圧延方法および冷延鋼帯の製造方法ならびに冷間圧延用圧延ロール
【課題】
焼き付き(ヒートスクラッチ)の発生限界圧下率・圧延速度を上げて、強圧下・高速圧延の可能で、かつ効率性の良い安定した金属帯の冷間圧延方法、冷延鋼帯の製造方法および冷間圧延用圧延ロールを提供することにある。
【解決手段】
圧延油(エマルション圧延油あるいはニート油)を供給しつつ、表層が鍛鋼材からなり、該層の内側に永久磁石層を有する圧延ロールにより、該圧延ロールと金属帯との間に磁界を印加しながら、冷間圧延をする。金属帯の材質として鋼、ステンレス鋼、非鉄金属等が挙げられる。圧延機は冷間タンデム圧延機でもリバース式冷間圧延機でもよい。
(もっと読む)
冷間圧延方法
【課題】特にワークロールに表面粗さが小さいものを使用する場合に、焼付きの発生を防止しながら、ロールバイトへの導入油量が小さくても、ワークロールの表面粗さの変化が抑制され、表面粗さの小さい金属帯を安定して製造するための方途について、提供する。
【解決手段】表面の算術平均粗さが0.05〜0.4μmのワークロールを使用して冷間圧延を行うに当たり、平均粒子径:0.01〜0.2μmの固体粒子が含有された圧延油を循環使用する。
(もっと読む)
エンボスローラのメンテナンス方法およびメンテナンス装置
【課題】銅箔圧延加工用エンボスローラの表面に付着した銅を容易かつ確実に取り除くことが可能なエンボスローラのメンテナンス方法およびメンテナンス装置を提供する。
【解決手段】表面に凹凸を有する銅箔圧延加工用エンボスローラのメンテナンス方法であって、エンボスローラを、銅アンモニア錯体を含むpH8〜13の銅エッチング液に浸漬し、エンボスローラの表面に付着した銅を溶解除去する。
(もっと読む)
固体高分子型燃料電池用セパレータ製造装置
【課題】低コスト・高耐久型の固体高分子型燃料電池に適用でき、加工後の捻れやうねりが極めて少ない密閉性に優れた燃料電池用セパレータの製造装置を提供する。
【解決手段】上下一対のロールの軸方向中央部に、第1凹凸部(11a、11b)と、前記第1凹凸部(11a、11b)より外側で、前記第1凹凸部(11a、11b)のコーナー部近傍の4箇所のみに、それぞれエンボス状凹凸部(12a−1、12a−2、12a−3、12a−4、12b−1、12b−2、12b−3、12b−4)を有する1段目の圧下ロールと、上下一対のロール軸方向中央部に前記第1凹凸部と対応する第2凹凸部を有する2段目の圧下ロールからなるロール列を有する。
(もっと読む)
熱間圧延用複合ロール及びその製造方法
【課題】熱間粗圧延、特に熱疲労き裂に対し損傷が小さくかつこの種のロールが有する耐摩耗性を適度に有して消耗が少ない熱間圧延用複合ロール及びその製造方法を提供する。
【解決手段】組合せモールド12内に芯材13を挿入しその外周の環状空隙部に溶湯14を注入して芯材13を連続的に降下させ、肉盛層15を形成した後、熱処理と機械加工を行って製造される熱間圧延用複合ロールであり、溶湯14は、C:1.0〜2.0質量%、Si:0.2〜2.0質量%、Mn:0.2〜2.0質量%、V:4.0〜8.0質量%、Cr:2.0〜5.0質量%、Mo及び/又はW:2.0〜8.0質量%、及びTi:0.05〜0.30質量%を含有し残部がFeで、肉盛層15に晶出したM2C、M6C及びM7C3の1種又は2種以上の金属炭化物の占有率を3.0面積%以下、及び金属炭化物のサイズと二次デンドライト組織の結晶粒サイズを50μm以下に微細化した。
(もっと読む)
金属箔加工用ローラ
【課題】厚さ数十ミクロン程度の金属箔を加工して、金属箔の表面に、寸法が数ミクロン〜数十ミクロンで、形状がほぼ均一な凸部を、工業的な規模で効率良く形成する。
【解決手段】 少なくとも表層部が、ロックウェル硬度がCスケールでHRC60〜80であり、かつ抗折力が3GPa〜6GPaである金属材料を含有するローラの周面に、複数の凹部を形成して金属箔加工用ローラとする。この金属箔加工用ローラを用いて金属箔を加圧成形する。
(もっと読む)
エンボスロール及びその製造方法
【課題】ネガ型感光性組成物を用いて、フォトリソグラフィによってシャープな形状の凹部が形成されたエンボスロール及びその製造方法を提供する。
【解決手段】金属ロールの表面に深度が5〜100μmでかつ凹部が非連続的に形成されている多数の凹部を有するエンボスロールであって、ネガ型感光性組成物を用いるフォトリソグラフィ法によって前記凹部を形成する。前記ネガ型感光性組成物が、(A)カルボキシル基を有し且つエチレン性不飽和結合を有するポリマーと、(B)近赤外線吸収色素と、(C)少なくとも1個のエチレン性不飽和結合を有するモノマーと、(D)アミノアルコール、アミノアルコールの誘導体及び環状アミンからなる群から選択される1種以上のアミン類と、(E)有機ホウ素化合物と、(F)スルホニル化合物と、を含有することが好適である。
(もっと読む)
圧延用複合ロール
【課題】耐摩耗性にすぐれる材料からなる外層部とダクタイル鋳鉄からなる軸部を有する圧延用複合ロールにおいて、軸部におけるチャンキー黒鉛の晶出を防止する。
【解決手段】軸部は、Sb:0.001〜0.1%を含有するダクタイル鋳鉄材からなり、パーライトを主体とする基地中に球状黒鉛が晶出した組織を有し、該球状黒鉛は、軸部の露出部表面の任意の2mm×2mmの領域における黒鉛の合計面積の90%以上が、円相当径で30μm以上であり、好ましくは、引張強さが350MPa以上である。
(もっと読む)
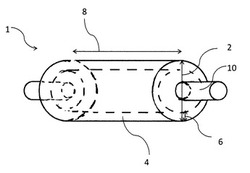
複数部材から成るロール
スリーブ(2)と、左側のハーフネック部分(3)と、右側のハーフネック部分(4)とを有し、両ハーフネック部分(3,4)が、スリーブ(2)によって取り囲まれた領域を、切頭円錐形に形成されており、左側のハーフネック部分(3)に左側の表面(12)が形成され、右側のハーフネック部分(4)に右側の表面(13)が形成されている、板圧延機、平圧延機等のような圧延機のためのロール(1)、特にワークロール又はバックアップロール、において、左側のハーフネック部分(3)と右側のハーフネック部分(4)が、穴(24)とこの穴に対応する溝(11)を有するように形成されており、溝(11)が、両表面(12,13)上に形成されていることを特徴とするロールと、ロール(1)、特にワークロール又はバックアップロール、を製造するための方法において、
この方法が、
左側のハーフネック部分(3)と右側のハーフネック部分(4)が、スリーブ(2)内に挿入されるステップと、
左側のハーフネック部分(3)と右側のハーフネック部分(4)が、少なくとも1つのアンカー(5)によって互いに固定されるステップと、
圧油が、左側のハーフネック部分(3)と右側のハーフネック部分(4)の穴(22)及び溝(11)内に導入されるステップと、
圧油が圧力をスリーブ(2)に加え、この圧力によって、スリーブ(2)が拡大されるステップと、
スリーブ(2)が拡大された時に、アンカー(5)によって、ストッパ面(18,19)と、スリーブ(2)の端面(20,21)が、互いに押し付けられるステップと
を有する
ことを特徴とする方法。  (もっと読む)
(もっと読む)
圧延用複合ロール
【課題】ロール外層の圧延面をロール研削機で研削する際に、ロール研削機のロール支持部材によって支持される環状受部が、偏摩耗を生じないようにし、また、所定の耐摩耗性を確保できるようにする熱間圧延又は冷間圧延用の複合ロールを提供する。
【解決手段】外周に圧延面を有する圧延部11と、該圧延部の径方向内側及び圧延部より軸方向外側に位置する芯部12とを備え、該芯部は、軸受により回転可能に支持される軸部12aを圧延部より軸方向外側に備え、軸方向において圧延部と軸部との間に位置する芯部には、ロール支持部材5によって支持される環状受部3を備え、該環状受部は、芯部に設けられた鍛造材若しくは圧延材からなる部材30により、又は芯部に溶射された溶射部材により形成されている。
(もっと読む)
圧延用複合ロール
【課題】ハイス系鋳鉄からなる外層とダクタイル鋳鉄からなる芯材を有する圧延用複合ロールにおいて、芯材におけるチャンキー黒鉛の晶出を防止する。
【解決手段】芯材は、重量%にて、C:2.8〜4.0%、Si:1.5〜4.5%、Mn:0.3〜1.0%、Ni:0.1〜3.0%、Mg:0.02〜0.1%、Sb:0.001〜0.1%を含有すると共に、所望により、Sn:0.001〜0.13%及び/又はBi:0.0004〜0.1%を含有し、Cr、V、Mo、W、Ti及びNbの含有量は合計量で4.0重量%以下であり、残部Fe及び不可避の不純物からなる。上記成分を有するダクタイル鋳鉄材からなる芯材の組織は、チャンキー黒鉛のような異常黒鉛は観察されず、パーライトを主体とする基地と、球状黒鉛及び少量の炭化物の3相からなる。
(もっと読む)
圧延機用バックアップロール
スリーブ2とロール軸/ロールシャフト3とからなる、厚板圧延機、薄板圧延機等のような圧延機のためのバックアップロール1において、ロール軸/ロールシャフト3が複数の部材によって形成されている。本発明はさらに、バックアップロール1を製造するための方法に関する。 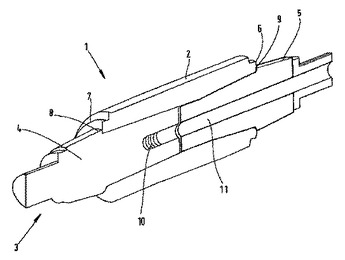 (もっと読む)
(もっと読む)
H型鋼圧延用鍛造スリーブロールの製造方法
【課題】 例えば,耐摩耗性,耐ヒートクラック性,耐焼き付き性,耐肌荒れ性,強靱性などに優れたH型鋼圧延用鍛造スリーブロールを,低コストで容易に製造すること。
【解決手段】 まず,ハイス系成分からなる溶湯を用いて,遠心鋳造法により円筒状中空素材を鋳造する。次いで,上記円筒状中空素材に対し,スリーブロールの使用面となる径方向外周部分のみを,当該円筒状中空素材の軸方向に表層鍛造する。さらに,上記表層鍛造後の円筒状中空素材に対し,上記スリーブロールの使用面となる径方向外周部分のみを,当該円筒状中空素材の軸方向に型鍛造する。これにより,鍛造効果を当該スリーブロールの使用面に重点的に付与して,硬質の炭化物および樹枝状晶を十分に破壊して微細均一化することができる。このため,上記機械的性質に優れた圧延用スリーブロールを安価かつ容易に提供できる。
(もっと読む)
厚鋼板の圧延方法および厚鋼板の製造方法
【課題】厚板圧延でのワークロールと被圧延材の焼き付きやワークロールに発生する亀裂等を抑制でき、ワークロールの割損も防止する。
【解決手段】厚鋼板の圧延に、鉄系材料を外層とし、内部に超硬合金層を有するロールを用いる。
(もっと読む)
1 - 20 / 29
[ Back to top ]