
Fターム[4E050DA08]の内容
金型の交換、取付け、製造 (1,478) | カム型 (214) | 曲げ用 (54)
Fターム[4E050DA08]に分類される特許
1 - 20 / 54
プレス加工装置及び中空ラックバーの製造方法
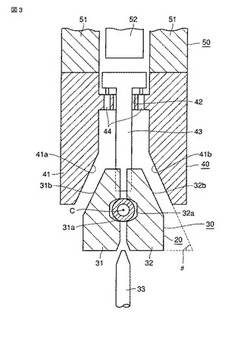
【課題】中空鋼管に平坦部を形成するためにパンチで押し付けた場合であっても、異形に変形したり、型が割れる等の不具合を防止すること。
【解決手段】水平方向に開くとともに、前記中空鋼管が挟持される左右型31,32と、左右型31,32の上部に配置され、上方からの押圧力を前記左右型を閉める方向への押圧力に変換するテーパ面31b,32b及び41a,41bと、左右型31,32に挟持された中空ラックバー10の上部に平坦部11aを形成するパンチ43と、パンチ43を上下動させる押圧機構52と、押圧機構52と独立して上下動し、テーパ面31b,32b及び41a,41bを介して押圧する固定加圧機構51とを備えている。
(もっと読む)
プレス金型

【課題】
負角部を有するプレス製品を離型する際に、プレス製品を変形させる虞をなくし、容易に離型することを可能とする。
【解決手段】
直角曲げ加工を行う直角曲げ刃と負角曲げ加工を行うスライドカムとを有する上型と、前記直角曲げ刃に対応する固定ダイとともに、前記スライドカムに対応する負角成形部分を独立させた可動ダイ及び前記スライドカムを案内するドライバーカムを有する下型と、直角曲げフランジ端面に当接してワークを下型から抜き出すパネルリフターとで構成し、ワークをプレス成形した後、直角曲げフランジ部分を前記パネルリフターにより離型方向へ移動させてワークを持ち上げるとともに、前記可動ダイを前記パネルリフターに同期させて離型方向へ移動させてワークを負角成形の加工方向とは逆方向に取り出すようにした。
(もっと読む)
吊りカム装置
【課題】カムスライダーの復帰用弾性部材がガススプリングとコイルスプリングである場合に、これらを共用できるカムスライダーにするためには、部品が増えて管理工数が掛かり製造コストも嵩み、更に、取付け部品のトルク管理工数まで掛かるという課題を解決すること。
【解決手段】吊りカム装置1において、カムスライダー4の弾性部材を収納する凹部4dは、カムスライダーにおける凹部4dの直径、深さ及び底部の形状を加工して変更することでガススプリング2とコイルスプリングとの仕様変更に対応させることとした。
(もっと読む)
パイプ深曲げの同時成形金型
【課題】曲げパイプの成形には、機械でも手作業でも多工程を要してしまう。
【解決手段】固定型1及び可動型2を対向配置し、固定型1の波形状の対向面3における、上記直管部位P2に連続する曲げ部R1を形成する凸曲面部5に、接線方向に長い傾斜面部11を連続形成して、固定型1における長い傾斜面部11が形成された側の側端部を、対向する可動型2の側端部より突出させ、可動型2に、前記長い傾斜面部11の対向位置に配設した、型締め時に上記直管部位P2を押圧可能な押圧体15と、該押圧体15を対向する固定型1又は可動型2に対する相対移動方向へ進退させる手段16とを設ける。型締め段階では進行状態で突出する押圧体15を待機状態では後退させておくことで、固定型1及び可動型2により所望形状に曲げ、押圧体15により長い直管部位P2を確実に長い傾斜面部11に押圧することによって、スプリングバックのない曲げパイプPを一回のプレスで成形可能にする。
(もっと読む)
プレス成形金型
【課題】板金ワークの絞り加工と負角部の成形を一つのプレス成形金型で行い、且つ、成形した板金ワークを下型から簡単に離脱させる。
【解決手段】上型20を降下させることにより、可動パンチ50に板金ワークWを押し付けて絞り加工を施すと共に、第1のカム機構60(カム面42,12)を介して可動ダイ40をスライドさせて可動パンチ50の凹部52に嵌合させることにより板金ワークWに負角部(凹部W2)を成形する。その後、上型20を上昇させることにより、第1のカム機構60を介して可動ダイ40をスライドさせて板金ワークWの負角部から引き抜くと共に、第2のカム機構70(カム面24、中間部材80、及びスライド面11)を介して可動パンチ50をスライドさせて板金ワークWの負角部から離反させる。
(もっと読む)
プレス成形用金型
【課題】プレス成形用金型において回動カムが大きな力を受けたとき、これに耐えるように構成してワークの品質を向上させ、且つ、回動カムの戻しの構成を簡易にしてコストダウンを図る。
【解決手段】上型に固着されて上下に昇降自在でワークWを押さえるパッド2と、カム面4bに沿って横方向にスライドするように支持され一端部に寄曲げ刃3bを有する加工用スライドカム3と、寄曲げ部4aを有するとともに全体が下型に支持され回動装置6により回動する回動カム4とを有してなる負角成形用のプレス金型において、回動装置6を構成するスライドブロック7は、後部面に回動カム4を元の位置に戻す回転作用面7bが設けられてなる。
(もっと読む)
カウンタカム装置
【課題】本発明は、カウンタカム装置に関し、従来の突き上げカム装置において加工時の反力による、ホルダユニットを外側に広げようとする悪影響があることが課題であって、それを解決することである。
【解決手段】移動金型の降下によって押し下げられるドライバユニット5と、該ドライバユニットの下方向移動を伝達する円弧型移動伝達部材2と、該円弧型移動伝達部材の端部が後端部に連結されて所定方向に往復移動されるとともに先端部に工具を固着する工具取付面を有する上下スライドユニット6と、前記円弧型移動伝達部材を摺動曲面が形成された曲面摺動部でガイドし且つ支持するホルダユニット3とを少なくとも有して成るカウンタカム装置1とするものである。
(もっと読む)
環状円板成形用素材並びに環状円板成形方法及び金型
【課題】本発明は自動車の自動変速機クラッチパックにおけるリテーニングプレート等の環状円板を成形するための素材並びにその成形方法及び金型に関し、板材のスクラップ量を削減しかつ高精度製品の製造に支障がないようにすることを目的とする。
【解決手段】環状円板成形用素材10は金属板材よりプレス打抜きされ、長円形をなす。長円形からの円形への成形は塑性加工により行われ、素材10の短径部内周に成形部27を当接させ、成形部27をカム22により離間移動させることで短径部を拡開、長径部を縮小させる。加工中に素材は外周では窪み部24-2によって案内することにより最終的に円形に塑性変形させる。塑性変形中に上下面間では材料の逃げを阻止するように規制を行う。
(もっと読む)
温間成形用金型
【課題】温間成形後に、ダイスを分割することにより、成形品を取り出しやすくした温間成形用金型を提供する。
【解決手段】上方基部2の下面には、中央ダイス6aが固定され、これを取り囲むように複数個の側方ダイス6b、6c等が配置されている。側方ダイス6b、6cの背後に設けられたカム装置20には、上方基部2の下面に固定された第1カム24と、第1カム24と係合して第1カムから中央ダイスに向かう押圧力を付与される第2カム23と、第2カム23を中央ダイス6aに対して接近離隔する方向に案内するガイド部材20と、第2カム23に固定され側方ダイスの背後を押す連絡部材25と、ガイド部材20を下方基部1上で上下動可能に支持する支持部材22とが設けられている。下方基部1上にはパンチ3が設置されている。
(もっと読む)
耐圧力保持装置
【課題】 多段プレス加工金型において、大きなストローク長で所定の耐圧力保持を行いつつプレス加工を可能とする耐圧力保持装置を提供する。
【解決手段】 多段プレス加工金型に備わり、末端に勾配部を有する受圧工具の、第1のプレス加工ストロークにおける耐圧力保持を行うための耐圧力保持装置であって、所定の回転軸を中心として振り子状に回動するスウィングアーム部と、スウィングアーム部の回転軸から第1の距離に設けられ、受圧工具に接触する接触部と、スウィングアーム部の回転軸から第2の距離に設けられ、接触部が受圧工具に接触する方向に、スウィングアーム部に回動力を印加する加圧部とを有し、第1のプレス加工ストロークにおいて、加圧部の回動力は第1の距離及び第2の距離の比で倍加されて接触部の加圧力となり、接触部は受圧工具の末端の勾配部に接触して、第1のプレス加工ストローク長にわたり受圧工具の耐圧力保持を行う。
(もっと読む)
加工装置
【課題】簡易な構成で優れた加工精度を有する加工装置を提供する。
【解決手段】カール成形装置44は、ワークWの縁部をカール成形するカールパンチ54が先端に設けられ、且つ一方向に進退可能なスライダ52と、回転軸58を介してスライダ52に対して回転自在に設けられたリンク部材56と、リンク部材56に設けられてスライダ52に当接することによりリンク部材56の回転を制限する当接部材74とを備え、リンク部材56と当接部材74とスライダ52とはスライダ52の進退方向に位置を揃えて配置されている。
(もっと読む)
コルゲートフィン製造装置
【課題】板状体の未加工部位が確実に引き込まれ、リブの薄肉化及び破断を防止できるコルゲートフィン製造装置を提供する。
【解決手段】コルゲートフィン製造装置30において、下型34に設けられ凹部を有するダイ36と、ダイ36の凹部に進入してリブ12を形成し、ダイ36の凹部に進入中においてはダイ36の凹部の外部に存在する板状体31のリブ未加工部分には接触しないか又は接触しても引き込みに対して抵抗とはならない加工パンチ41と、ダイ36においてリブの未加工部分が載置される載置部37と、リブ12の形成中は板状体31のリブ12の未加工部分に接触しないか又は接触しても引き込みに対して抵抗とはならず、リブ12の形成完了後に板状体31のリブの未加工部分を押し下げ、載置部37との間でリブの未加工部分をプレスしてフラットに形成するフラットパンチ43とを備える。
(もっと読む)
干渉防止用案内カム機構
【課題】本発明は、干渉防止用案内カム機構に関し、従来のダブルカムやロータリーカムにおける、金型のスペースが大きくなることや加工が複雑でコスト高となることが課題であって、それを解決することである。
【解決手段】ワーク2の負角形成部を曲げ加工する曲面を有するダイス側の案内カム3を、この案内カムの下部に横架されて当該案内カムを軸支する2本のシャフト4とプレス金型における下型に一端部を回転自在に支持され揺動する2本のリンクプレート5,5の他端部とをそれぞれ回転自在に連結し、前記2本のシャフトの内の一方のシャフトに係合して該一方のシャフトを進退移動させる、若しくは前記案内カム3の本体に係合して当該案内カム3を進退移動させる進退装置6を設けて、前記ワーク2の負角形成部から待避可能にするとともに、前記案内カム3が負角成形位置に進出した後に当該案内カム2を位置固定して成形力を負担する案内カム固定装置8が設けられている干渉防止用案内カム機構1とする。
(もっと読む)
ロータリーカム式プレス装置
【課題】負角成形されたワークから負角成形型を直ぐさま引き離すことのできるロータリーカム式プレス装置を提供する。
【解決手段】ワークWを保持する下型2と、前記下型に回動自在に設けられ、負角成形型30を有するロータリーカム3と、前記下型においてシーソー状に回動自在に軸支され、前端側7aにより前記ロータリーカムを押圧可能なスライド板7とを備え、上吊カム10は、前記スライド板に沿って前進可能に設けられ、前記上吊カムが前記スライド板に沿って前進することにより前記スライド板の前端側が前記ロータリーカムを押圧し、前記上吊カムが前記負角成形型に対して圧接可能な状態となされ、前記上吊カムが後退することにより前記スライド板の前記ロータリーカムに対する押圧状態が解除され、前記負角成形型が前記ワークから引き離される方向に前記ロータリーカムが回動可能となる。
(もっと読む)
カム装置
【課題】動作時におけるコイルばねのロッドへの接触を回避できて、摩耗粉、切削粉の発生をなくし得るカム装置を提供すること。
【解決手段】上下動自在な上型2に固着されていると共に傾斜面3を有したカムドライバ4と、カムドライバ4の傾斜面3に接触してB方向に移動されるようになっているカムスライド5と、カムスライド5をA及びB方向に移動自在に支持するカムスライド支持手段6と、カムスライド5を初期位置に復帰させる復帰機構7と、カムスライド5の初期位置への復帰においてカムスライド5のカムスライド支持手段6への激突を防止する弾性ストッパ部材8とを備えている。
(もっと読む)
プレス装置
【課題】回転カムを成形位置まで確実に回転させることができるプレス装置を提供すること。
【解決手段】プレス装置10は、上型11にスライド可能に保持された吊りカム20と、下型40に回転可能に保持された回転カム50と、下型40にスライド可能に保持されて回転カム50の回転を規制する回転規制部材60とを備えている。回転カム50は、成形対象となる板状素材Wを支持する支持部51aを有している。吊りカム20は、支持部1aに支持された板状素材Wを成形する成形部20aを有している。回転規制部材60は、回転カム50を周方向へ押圧可能な押圧部61を有している。そして、吊りカム20によって回転規制部材60を押圧してスライドさせることにより、回転カム50が板状素材Wを成形する成形位置に位置していない場合に、回転カム50を回転規制部材60の押圧部61で押圧して成形位置へ向けて回転させる。
(もっと読む)
プレス装置
【課題】生産効率を低下させることなく高品質に板状素材を成形することができるプレス装置を提供すること。
【解決手段】プレス装置10は、上型11にスライド可能に保持された吊りカム20と、下型40に回転可能に保持された回転カム50と、下型40にスライド可能に保持されて回転カム50の回転を規制する回転規制部材60とを備えている。回転カム50は、成形対象となる板状素材Wを支持する支持部51aを有している。吊りカム20は、支持部1aに支持された板状素材Wを成形する成形部20aを有している。回転規制部材60は、回転カム50に当接可能な当接板63を有している。そして、吊りカム20により回転規制部材60を押圧してスライドさせることにより、当接板63を回転カム50に当接させて、板状素材Wの成形中に回転カム50の回転を禁止する。
(もっと読む)
複合曲げプレス型
【課題】 仮曲げ型と、本曲げ型とを一つの複合曲げ型とを有する複合曲げ型を設けることで、製品の精度の品質を確保しつつ、設備費が低減できると共に、プレス加工機の設置スペース及び型置きスペースが低減できる複合曲げプレス型を提供すること。
【解決手段】 仮曲げと本曲げとで所定形状にクラッチカバー3のタグ部3aを折り曲げる複合曲げプレス型1であって、仮曲げ型33と本曲げ型34を有する旋回型30と、仮曲げ時及び本曲げ時、仮曲げ型33及び本曲げ型34をタグ部3aに対して所定の回転位置に位置させる回動手段60と、仮曲げ時及び本曲げ時、旋回型30にタグ部3aを折り曲げるプレス荷重を加える押し型50と、押し型50の内周側と旋回型30の外周側との間に配備される軸受71とを備え、プレス荷重を伝達する押し型50の下面51cと旋回型30の上面32aとの間に適正な隙間100が設けられる。
(もっと読む)
ベンドピアス加工装置
【課題】上型移動軸線L1とピアス加工軸線とが交わるような加工をワークに施す場合でも、上ボルスタの1ストロークで曲げ加工とピアス加工とを行うベンドピアス加工装置を提供する。
【解決手段】上ボルスタ12を下降させて上型22が下型21に押し付けられワークWに曲げ加工を施し、更なる上ボルスタ12の下降により、上型22は上型移動軸線L1方向にスライドして上型22の下ボルスタ11に対する位置が維持され、パンチ保持体42の下面がピアス当接面13aに当接し、パンチ保持体42が保持体スライド軸線L2方向にスライドすることにより、パンチ保持体42がピアス当接面13aに沿ってピアス加工軸線方向にスライドしてパンチ41が貫通孔22aから突出し、ワークWの曲げ加工された部分に上型移動軸線L1と交わるピアス加工軸線方向から孔を穿設するピアス加工を行う。
(もっと読む)
パネル成形型
【課題】完成したパネルをワークキャップに邪魔されることなく確実且つ容易に、真上に取り出すことができるパネル成形型を提供すること。
【解決手段】ホルダー3側のワークキャップ6に載置されたワークWを、回転カム5の入り込み成形部51とスライドカム70の入り込み成形部71で所定形状のパネルPを成形し、その成形後に回転カム5を回動後退させて前記パネルPから入り込み成形部51が引き出さすようにし、成形されたパネルP内に残存するワークキャップ6及び回転カム5がパネルPの内形状に邪魔されることがない方向に、昇降機構2を介して当該ワークキャップ6及び回転カム5を降下させるものとしている。
(もっと読む)
1 - 20 / 54
[ Back to top ]