
Fターム[4E050HA06]の内容
金型の交換、取付け、製造 (1,478) | 金型の潤滑 (103) | ワークに対するもの (45)
Fターム[4E050HA06]に分類される特許
1 - 20 / 45
金型装置
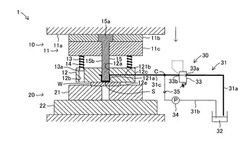
【課題】 パンチに十分な量の潤滑剤を付着させた状態で被加工材を成形することができ、且つ、供給された潤滑油の圧力により被加工材が変形することを防止し得る金型装置を提供すること。
【解決手段】 金型装置1は、潤滑油溜め空間S内の潤滑油圧力を設定圧力P0以下の圧力に維持するリリーフ弁33を備える。このリリーフ弁33は、潤滑油路121内の潤滑油圧力が被加工材Wが塑性変形しない上限圧力として予め定められた設定圧力P0以下であるときに潤滑油溜め空間Sから潤滑油路121に向かう流体の流れを遮断し、潤滑油路121内の潤滑油圧力が設定圧力P0を越えたときに潤滑油溜め空間Sから潤滑油路121に向かう流体の流れを許容することにより、潤滑油溜め空間S内の潤滑油圧力を設定圧力P0以下の圧力に維持する。
(もっと読む)
鋼管のプレス加工方法

【課題】高い潤滑特性を得ることができ、加工油やポリエチレンシートを使用することなく、効率的なプレス作業を実現することができる鋼管のプレス加工方法を提供する。
【課題を解決するための手段】
旋削加工及びサンドブラスト処理が施された金型の表面に、ダイアモンドライクカーボンからなる膜厚3〜10μmのコーティングを施した摩擦係数0.1〜0.3の金型を用いて、溶融亜鉛メッキ鋼管の管端を冷間プレスして拡管または縮管し、好ましくは、前記旋削加工が施された金型の表面粗さは、最大高さRzがダイアモンドライクカーボンの膜厚の0.4〜1.0倍とすることを特徴とする鋼管のプレス加工方法。
(もっと読む)
金属管曲げ加工装置及び水溶性潤滑剤の加圧方法
【課題】金属管の曲げ加工時に供給される大量の水溶性潤滑剤を循環使用することにより曲げ加工コストが増大するのを防止する。高出力のポンプを使用することなく大量の水溶性潤滑剤を高い圧力で加圧して噴射することができ、装置自体を小型化及び軽量化すると共に低コスト化する。
【解決手段】水溶性潤滑剤供給手段を、加圧部の中空部に軸線方向へ摺動可能に支持されたロッドを往復移動するシリンダ部を備え、該ロッドの往復移動に伴ってタンク内に溜められた水溶性潤滑剤を上記加圧部内に負圧吸引した後に加圧する増圧手段と、上記増圧手段により加圧された水溶性潤滑剤に対して圧縮空気を混合して圧力を増大する混合手段と、曲げ加工用マンドレルに設けられ、上記混合手段から供給される水溶性潤滑剤が所要の圧力以上になった際に金属管内へ水溶性潤滑剤を噴射可能にする開閉手段とから構成する。
(もっと読む)
プレス加工装置
【課題】プレス加工時に、可動側金型とワークとの接触面に潤滑油を確実に供給することができるプレス加工装置を提供する。
【解決手段】パンチ10とワークWとの接触面に潤滑油を供給し、パンチ10とダイ101とによってワークWを打ち抜き加工する打ち抜き加工装置100であって、パンチ10の底面11には、中央部11Cから周囲部11Rに向かって溝15が形成されている。またパンチ10の側面12には、略プレス方向Pに沿って溝16が形成されているものである。
(もっと読む)
亜鉛メッキ鋼板の加熱処理方法及び同法で製造された亜鉛メッキ鋼板
【課題】 材料を成形加工する場合、材料同士が擦り合う箇所の減摩策として、従来油などの潤滑剤を用いた場合、その塗布などに手間がかかり、また油などの後処理などにおいて、作業がしにくいあるいは環境に対して優しくないなどのいろいろな課題が生じる。
【解決手段】 材料としての亜鉛メッキ鋼板に、加工前に加熱処理を施すことにより材料表面の潤滑性能を向上させることができ、プレス成型加工あるいは曲げ加工のような材料同士が互いに擦り合う場合に、潤滑剤を用いなくても加工が可能になり、環境にやさしい条件下で亜鉛メッキ鋼板の良好な加工を行うことができる。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成を抑制可能で耐酸化性に優れるとともに、冷間プレス性にも優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層と、固形潤滑剤を含む潤滑層とを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
加工油剤およびそれを用いた冷間塑性加工方法
【課題】耐焼付性や加工力低減に優れた効果を発揮する加工油剤を提供する。
【解決手段】本発明の加工油剤は、非晶質炭素膜で被覆された加工具の被覆面と被覆面の接触により加工される被加工材の被加工面との間に介在する加工油剤であって、有機酸と有機塩基とからなる有機塩を含むことを特徴とする。この有機塩は、例えば、オレイン酸とオレイルアミンにより形成されるC17H33COO− +H3NC18H35である。この有機塩は、強加工時に加工面に分解して吸着し、加工面間に境界膜を形成して、加工具と被加工材が直接金属接触することを防止している。この加工油剤を用いれば、加工率の大きな冷間塑性加工を行う場合でも、加工力の大幅な低減や焼付きの防止等を図れる。また、本発明に係る有機塩は、C、H、OおよびNのみで構成されるため、本発明の加工油剤は環境性にも優れる。
(もっと読む)
温間プレス部材の製造方法
【課題】塗装後耐食性を確保できる温間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のZn-Ni合金めっき層を有する鋼板を、200〜800℃の温度範囲に加熱後、該温度範囲内で温間プレス成形を行うことを特徴とする温間プレス部材の製造方法。
(もっと読む)
加工方法および加工装置
【課題】本発明は、バリや切削くずなどの不要変形部が発生する被処理材料に対して、プラズマ処理、放電処理および衝撃波処理の少なくとも1つを施すことにより、被処理材料の表面を洗浄して、被処理材料表面に対する加工油のぬれ性を向上させ、加工油を薄く均一に塗布して、剪断加工または曲げ加工による金型および被処理材料の摩耗を抑制することができたり、加工後に生じたバリや切削くずなどを除去して、不要変形部の無い高品質な製品を得ることを可能とする加工方法および加工装置を提供することを目的とする。
【解決手段】不要変形部が発生する被処理材料に対して加工を施す加工方法において、前記被処理材料にプラズマ処理、放電処理および衝撃波処理の少なくとも1つを施すことを特徴とする加工方法。
(もっと読む)
アルミニウム板加工金型
【課題】潤滑油に換えて水系潤滑剤を用いてアルミニウム板またはアルミニウム合金板をバーリング加工やアイアニング加工等することを可能としつつ、製品精度、特に表面性状の平滑さを維持向上できるDLC被膜金型を提供すること。
【解決手段】金型の表面に、実質的に水素を含まないDLC膜を形成し、当該DLC膜を、密度は3.0g/cm3以上3.4g/cm3以下、ナノインデンテーション硬さが40GPa以上100GPa以下、算術平均粗さが0.03μm以下、最大高さが0.20μm以下、表面の欠陥密度が10個/mm2以下、としたパンチやダイ等の金型。
(もっと読む)
アルミニウム合金板の温間成形用潤滑油、アルミニウム合金板及びその温間成形方法
【課題】アルミニウム合金板の温間成形において、連続加工後の脱脂性、連続加工時の低発煙性、連続加工時の耐焦げ付き性、接着性に優れる温間成形用潤滑油及びそれを塗布したアルミニウム合金板を提供することを課題とする。
【解決手段】40℃における動粘度が1〜500mm2/sのヨウ素価 0〜120の多価エステル40〜90質量%と、40℃における動粘度が1〜4000mm2/sの合成油1〜50質量%と、界面活性剤0.1〜10質量%を含み、40℃における動粘度が15〜400mm2/sでヨウ素価が0〜20であることを特徴とするアルミニウム合金板温間成形用潤滑油。およびこの潤滑油を少なくとも片面に0.01g/m2以上3.5g/m2以下塗布した温間成形用アルミニウム合金板。
(もっと読む)
パンチプレス機
【課題】構造が簡単であるとともに、送り装置への油の侵入を防止することができるパンチプレス機を提供する。
【解決手段】一方向に送られるフープ材Wに対して連続してパンチ加工を施すようにしたパンチプレス機において、加工部14の上流側における機内には、フープ材Wを加工部14に向かって案内するための案内装置18を設ける。案内装置18には、フープ材Wの表裏両面に塗油するための塗油機構19を設ける。
(もっと読む)
タッピング加工方法及びタッピング金型
【課題】タッピング加工時に生じた切粉がタッピング金型内に入り込むことを防止することのできるタッピング加工方法及びタッピング金型を提供する。
【解決手段】パンチ金型に代えてパンチプレスに装着したタッピング金型によってタッピング加工を行うタッピング加工方法であって、前記タッピング金型1における外筒3内に、下端部にタップTを備えたタップホルダ37を回転自在かつ上下動自在に備え、前記外筒3の下部に、前記タップTを挿通自在なタップ挿通孔45Hを備えた下部カバー45を備え、この下部カバー45の上側に形成した流体圧室47内の圧力流体を前記タップ挿通孔45Hから前記タップTに形成した切粉排出溝に沿って噴出し、前記タップTによるタッピング加工時に生じた切粉が前記切粉排出溝に沿って上昇して前記タッピング金型1内に入り込むことを防止しつつタッピング加工を行うものである。
(もっと読む)
表面被覆金属板および金属加工方法
【課題】張出し性に優れる表面被覆金属板を提供すること。
【解決手段】本発明の表面被覆金属板は、無機系微粒子含有液を金属板に塗布した後に、潤滑剤を塗布してなることを特徴とするものである。
(もっと読む)
コルゲートチューブの製造方法
【課題】寸法精度が十分に高く、且つ、製造の手間の少ないコルゲートチューブの製造方法を提供する。
【解決手段】コルゲートチューブ1は、隣り合う少なくとも3つの山部11,12,13を有する中空の蛇腹部4を備え、ハイドロフォーム成形を用いて形成される。成形の際、筒状の製造中間体16の内部に加圧された流体を供給するとともに、製造中間体16をポンチ34,35によって軸方向S1に押すことで、蛇腹部4の外周面に対応する形状に形成され且つコーティング加工が施されてなる金型10の蛇腹部形成面25に製造中間体16を押し付けて、蛇腹部4を形成する。製造中間体16の外周面16aに液状の潤滑剤を塗布しておき、ポンチ34,35により製造中間体16を軸方向S1へ押す軸押し量を、実質的に3.3mm以上に設定する。
(もっと読む)
プレス加工装置および潤滑剤塗布ノズル
【課題】潤滑剤を効率的に使用可能であり再利用部材に対してもコストを抑制できるプレス加工装置および潤滑剤塗布ノズルを提供する。
【解決手段】ワーク2と接触する接触部311を備えた潤滑剤塗布ノズル31を用い、プレス時に接触部が後退して新たな流路3121が形成されることにより潤滑剤をワークへ塗布する機構を実現した。これによりワーク表面のうち必要となる部位に局所的に潤滑剤を塗布できるので効率的に潤滑剤を使用でき、潤滑剤のコストを低減することができる。また、ワークのうちプレス加工後に再利用される部位への潤滑剤の付着がないので、潤滑剤を洗浄する工程などを追加で設ける必要がなく、そのための時間と費用とをさらに抑制することができる。
(もっと読む)
加工油塗布装置
【課題】加工油を節約して含浸させた部材を薄板に当接させつつ移動させたとしても、薄板がよじれないようにすることができる加工油塗布装置を提供する。
【解決手段】プレス装置30方向に移送されている金属製の薄板10に加工油を塗布する加工油塗布装置20において、加工油が含浸され、薄板10の上面に当接して加工油を薄板上面に塗布する上面塗布ユニット22と、加工油が含浸され、薄板10の下面に当接して加工油を薄板下面に塗布する下面塗布ユニット24と、上面塗布ユニット22と下面塗布ユニットと24を、薄板10の移送方向に対して直交する方向に往復動作させる塗布ユニット作動部66とを具備し、塗布ユニット作動部66は、上面塗布ユニット22と下面塗布ユニット24との薄板10の移送方向に対して直交する方向への移動が、互いに常に反対方向となるように動作させる。
(もっと読む)
潤滑油供給装置及び潤滑油供給方法
【課題】潤滑性と冷却性に優れ、寿命が長く、かつ、高精度の精密塑性加工を行うことのできる潤滑油供給装置を提供する。
【解決手段】
冷却装置33で冷却された潤滑油がパンチ11内の流路26、分岐路26aからパンチ11の刃先部11aに向かって供給され、ノックアウトパンチ58内の流路27,分岐路27aからダイ51の打ち抜き孔11aの内周面に向かって潤滑油が供給される。これにより、パンチ11とダイ51とによるせん断部分に冷却された潤滑油が供給される。この潤滑油は下側ベースプレート53の排油溝60、帰油口3から給油タンク31に戻って、冷却装置33で10℃±1℃に温度調整した潤滑油を再びプレス装置に循環する。
(もっと読む)
リフレア加工装置、リフレア加工用金型及びリフレア加工方法
【課題】冷却洗浄液を用いるリフレア加工を行うリフレア加工装置の提供
【解決手段】リフレアパンチ11は、内部に冷却洗浄液が流れる冷却洗浄液供給路R1を有している。冷却洗浄液供給路R1は、供給路R3及び4本の供給路R5を有している。供給路R3は縦方向の中心軸に沿って、供給路R5は半径方向に向かって、それぞれ形成されている。リフレアパンチ11では、内部の冷却洗浄液供給路R1から、先端部T11の冷却洗浄液供給孔K11を介して冷却洗浄液を先端部T11の外周面S11に供給する。外周面S11から供給された冷却洗浄液は、嵌合部11がアルミプレート21の立ち上げ部C21と嵌合していくのにあわせて、立ち上げ部C21との隙間を通って中間部T13の外周面S13へと流れていく。よって、冷却洗浄液の流れと共に、先端部T11、中間部T13に付着している加工粉を除去することができ、加工粉に基づく金型の焼き付きを防止できる。
(もっと読む)
H形鋼の矯正方法
【課題】H形鋼に大量の油脂を付着させることなく、レベラー角落ちを抑制防止して手直し率を低減することが可能なH形鋼の矯正方法を提供する。
【解決手段】送給されるH形鋼1のウエブの両面側に複数のローラー2を配設し、これらのローラー2間にH形鋼1を送給して当該H形鋼1の矯正を行うにあたり、矯正前のH形鋼1の特定の部位に局所的に潤滑剤を塗布することにより、ローラー矯正機に送給するフランジ先端部曲がり部分の接触摩擦抵抗の大きい部分にのみ局所的に潤滑剤を塗布することで、H形鋼1に大量の油脂を付着させることなく、レベラー角落ちを抑制防止して手直し率を定下することが可能となる。また、潤滑剤を固形潤滑剤とすることにより、ローラー2を介したH形鋼への潤滑剤の転写を抑制防止することができ、H形鋼への油脂の付着をより一層低減することが可能となる。
(もっと読む)
1 - 20 / 45
[ Back to top ]