
Fターム[4E063CA20]の内容
Fターム[4E063CA20]に分類される特許
1 - 20 / 21
板材の加工装置、押圧金型および金型設置体
ベンディングロール装置
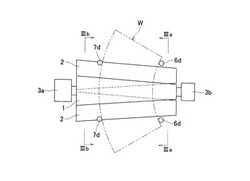
【課題】板状ワークを、上下ロールとの間にスリップを生じさせることなく、所望の円錐面に曲げ成形できるベンディングロール装置を提供することである。
【解決手段】板状ワークWの凹円弧状の内側幅端を所定のロール軸方向位置に位置決め手段のローラ6dで位置決めし、ローラ6dとロール軸方向で対向させて、凸円弧状の外側幅端を押圧する押圧手段のローラ7dを設けることにより、板状ワークWのローラ6dからの逃げを防止して、板状ワークWを所望の円錐面に曲げ成形できるようにした。
(もっと読む)
曲がりパイプ製造装置

【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
干渉防止用案内カム機構
【課題】本発明は、干渉防止用案内カム機構に関し、従来のダブルカムやロータリーカムにおける、金型のスペースが大きくなることや加工が複雑でコスト高となることが課題であって、それを解決することである。
【解決手段】ワーク2の負角形成部を曲げ加工する曲面を有するダイス側の案内カム3を、この案内カムの下部に横架されて当該案内カムを軸支する2本のシャフト4とプレス金型における下型に一端部を回転自在に支持され揺動する2本のリンクプレート5,5の他端部とをそれぞれ回転自在に連結し、前記2本のシャフトの内の一方のシャフトに係合して該一方のシャフトを進退移動させる、若しくは前記案内カム3の本体に係合して当該案内カム3を進退移動させる進退装置6を設けて、前記ワーク2の負角形成部から待避可能にするとともに、前記案内カム3が負角成形位置に進出した後に当該案内カム2を位置固定して成形力を負担する案内カム固定装置8が設けられている干渉防止用案内カム機構1とする。
(もっと読む)
金属製閉断面部材の製造方法
【課題】複雑な断面形状を有する場合においても、比較的容易に板状ワークから閉断面部材を確実に製造することができる金属製閉断面部材の製造方法を提供する。
【解決手段】板状ワークW1を凸状にプレス成形するとともに凸状頂面部W2に第1の凸部W2aを成形する第1のプレス成形工程と、第1の凸部W2aをプレス成形することにより凸状側面部W3、W4をそれぞれ内方側へ変位させる第2のプレス成形工程を備え、凸状側面部W3、W4に第2の凸部W3f、W4fを成形する凸部成形工程と、第2の凸部W3f、W4fをプレス成形することにより第2の凸部W3f、W4fに隣接する両側の面部をそれぞれ内方側へ変位させる第3のプレス成形工程をさらに備え、第2の凸部W3f、W4fと第1の凸部W2aとがプレス成形され、板状ワークW1を閉断面化する。
(もっと読む)
エッジ曲げプレス機
【課題】薄板の2つのエッジ上で閉じた反力の系が得られ、力の系が外部への効果に関して対称で零である結果となるようなエッジ曲げプレス機を提供する。
【解決手段】上部プラテン、下部プラテン及び操作アクチュエータを備えるエッジ曲げプレス機に関する。操作アクチュエータは、上部プラテンと下部プラテンとの互いに近づく及び/又は離れる相対運動を起すように設計される。また、プレス機は、上部プラテンに結合されている上部ダイホルダアセンブリ及び下部プラテンに結合されている下部ダイホルダアセンブリ備える。各ダイホルダアセンブリは、右側ダイホルダ及び左側ダイホルダを備え、したがって、上部右側ダイホルダ、下部右側ダイホルダ、上部左側ダイホルダ及び下部左側ダイホルダがある。また、プレス機は、右側ダイホルダ及び左側ダイホルダが互いに近づく及び/又は離れる相対運動を起すように設計された調節アクチュエータを備える。
(もっと読む)
金属筒部材の熱間曲げ加工方法及びその装置
【課題】金属筒部材のテーパ部を加熱する際にテーパ部から誘導加熱コイルまでの距離を一定に保持することによって、加熱温度を所望の温度に制御しながら曲げ加工を行う方法及び装置を提供する。
【解決手段】少なくとも一部にテーパ部10aを有する金属筒部材10の外周側に配置した環状の誘導加熱コイル35により、テーパ部を塑性変形可能温度に加熱し、テーパ部を曲げ加工するようにした金属筒部材の熱間曲げ加工方法において、テーパ部からコイルまでの距離が等しくなるようにコイルを金属筒部材の軸線に対して傾斜させながら加熱を行うと共に、傾斜に伴うコイルのテーパ部に対する位置変化量をコイル移動量とし、テーパ部の曲げの引張り側のコイル移動量が曲げの圧縮側のコイル移動量より小さくなるようにコイルを傾斜させながら曲げ加工を行う。
(もっと読む)
プレス型およびプレス方法
【課題】簡単な構成で、シワの発生を抑制しつつ曲げ工程と歪み取り工程とを連続して一工程により行うことができるプレス型およびプレス方法を提供する。
【解決手段】プレス型1は、板状のワークWを負角に曲げ加工するためのものであって、相対向して配置され、相対的に近接・遠退する一対の型10、20を備えており、一方の型10には、ワークWの曲部を押圧する曲刃11と、この曲刃11を揺動可能に支持する支持機構12とを備えており、他方の型20には、プレス方向に対する負角部21aが形成されたダイス21と、ダイス21に対する曲刃11のプレス方向への相対的な近接移動に伴って、支持機構12に支持された曲刃11をダイス21の負角部21aと対応して揺動させるバックアップガイド22と、を備えている。
(もっと読む)
3次元物体を成形する方法及び装置
【課題】この発明は、3次元物体を成形するための方法及び装置(1、31)、特に3次元ビーム材(5)を成形するための方法及び装置(1、31)に関する。
【解決手段】ビーム材を成形するための効率的な方法であって、既存の大量生産技術に取り入れることができる方法を用いることによって、複雑な形態を有する3次元ビーム材(5)を成形することが望ましい。3次元ビーム材(5)を成形するための装置(1、31)は、支持手段及び動作手段を有する。支持手段の長手方向の軸まわりに配される複数の支持要素(2、32、41、51、61)は、ビーム材(5)の一部を支持するための開口部(4、35、43、53、63)を部分的に規定する。互いに隣り合う開口部(4、35、43、53、63)を相対的に位置決めすることよって、ビーム材(5)の全体としての形状を規定し、動作手段が各開口部(4、35、43、53、63)の位置を規定することができる。
(もっと読む)
板金製物品の曲げ加工装置及びその方法並びに曲げ加工製品
【課題】板金製物品の端部をパンチと協働して曲げ加工するためのダイの構造の簡単化と製造コストの低減を図ることができる板金製物品の曲げ加工装置及びその方法並びに曲げ加工製品を提供すること。
【解決手段】板金製物品の端部17は、板金製物品の内側に配置されたダイ21の窪み部28と、この窪み部28に侵入するパンチとによって板金製物品の内側へ曲げ加工される。ダイ21は、窪み部28が形成されたダイ本体24と、窪み部28のために板金製物品の外側へ向かって突出した突出部29の一部を形成する分離ダイ部材25とを含んで形成され、端部17が曲げ加工されて曲げ加工製品になった車両のサイドパネルアウター1をダイ21から取り外すときに、分離ダイ部材25はダイ本体24からサイドパネルアウター1と共に取り外される
(もっと読む)
熱交換器および熱交換器の製造方法
【課題】外側配管内に内側配管を配置した場合に、お互いが擦れあうことによる摩耗を防ぐことができ、かつその構成を容易に得る。
【解決手段】低圧側冷媒配管(外側配管)142の内部に高圧側冷媒配管(内側配管)141を内装し、かつ各配管を共に螺旋状に形成することで各配管のいずれか一方に付与した弾性付勢力によって低圧側冷媒配管における螺旋の径方向内側の内壁と、高圧側冷媒配管の外壁の一部とを配管の長手方向に沿って当接させる。この弾性付勢力は、真直状の低圧側冷媒配管142の内部に、真直状の高圧側冷媒配管141を遊挿した形態で、高圧側冷媒配管に引張力を付与しつつ各配管を共に螺旋形に曲げ加工する工程によって付与する。この結果、弾性付勢力によって低圧側冷媒配管と高圧側冷媒配管との相対移動を抑えるので、低圧側冷媒配管の内壁に高圧側冷媒配管の外壁が接触して互いに擦れあうことがないため、相互の摩耗を防ぐことができる。
(もっと読む)
パイプ曲げ加工条件算出システム、パイプ曲げ加工条件算出プログラム、およびパイプベンダ
【課題】 短時間にパイプの曲げ加工条件を算出する。
【解決手段】 本発明のパイプ曲げ加工条件算出システムは、曲げ部の曲げ半径と曲げ角度の情報を含む目標形状のパイプの情報を得る目標形状情報取得手段と、パイプの中心線上に複数の比較点を定義する比較点定義手段と、目標形状情報に基づいてパイプの曲げ部の曲げ半径と曲げ角度を含む曲げ加工条件を算出する加工条件算出手段と、各曲げ部についてスプリングバックの影響を加味しつつ加工条件算出手段が算出した曲げ加工条件に基づいて曲げ加工されたパイプの形状を算出する加工形状算出手段と、目標形状のパイプの比較点と加工形状算出段が算出した算出形状のパイプの対応する比較点との位置関係を判定する位置関係判定手段とを含み、加工条件算出手段は、位置関係判定手段の判定結果が許容範囲を逸脱している場合、判定結果が該許容範囲に収まるように曲げ加工条件を補正した補正曲げ加工条件を算出する。
(もっと読む)
中間エンドクローズドデッキプレートの加工用金型、加工装置及び加工方法
【課題】1工程で中間エンクロ加工を行える中間エンドクローズドデッキプレートの加工装置等を提供する。
【解決手段】金型12は、中間エンクロ形状の下面形状に概ね合わせた凹凸面を持つ下金型14と、中間エンクロ形状の上面形状に概ね合わせた凹凸面を持つ昇降可能な上金型17とからなる。下金型14は固定下金型15と可動下金型16とに分割されている。プレス機の作動により上金型17が下降し、デッキプレート1の長さ方向端部を押し潰して山面と谷面との中間高さ位置に端部閉塞の梁載置部を形成(中間エンクロ加工)するが、その間、可動下金型16がデッキプレート1を保持しながら下降する。1工程(プレス機の1ストローク)で中間エンクロ加工を行うことができる。
(もっと読む)
金型装置
【課題】予め段差曲げ加工された被加工体を、決め曲げ加工する際に、量産中での被加工体の段差曲げ形状や寸法の変動が少なく、また、段差曲げ加工形状や寸法が変動した場合に、容易に所定形状や寸法に調整を行うことができる金型装置を提供することを目的とするものである。
【解決手段】被加工体1における予め段差曲げ加工されたコーナー部分51を載置する下型のダイ46と、ダイ46に対応しコーナー部分51を決め曲げ加工する加工部34を先端に設け、カム36により移動量を自在に調整設定できるスライダー33を、上型の材料押えプレート35の孔に斜め方向摺動自在に備えてなる構成とする。
(もっと読む)
曲げ加工用プレス型およびプレス加工品
【課題】縁部を曲げ加工する際に生じる材料の余りを周辺に分散させ、しわ、重なり等の成形不良の発生を抑える。
【解決手段】下型10内のロータリカム14に曲げ成形部11を設定し、上型20に、ワーク5を下型10上に押えるパッド21と、上型20の下降に応じて斜め下方へ移動する曲刃22とを配設し、パッド21により下型10上に押えたワーク5の縁部を曲刃22の移動によりL字形に寄曲げ加工するプレス型において、パッド21の端面21aの一部または全部を、曲げ成形部11の見切り面11aを含む面よりも、曲刃22との間隔を広げる方向へ所定距離δだけ後退させる。パッド21の端面21aと曲刃22の側面22aとの隙間が広くなるので、曲げ加工中に生じる材料の余りがこの隙間内に膨出して膨出部9として現われ、該膨出部9にしわ、重なり等の発生原因となる材料の余りが吸収される。
(もっと読む)
管体の3次元曲げ加工シミュレーション方法、管体の3次元曲げ加工シミュレーション装置および管体の3次元曲げ加工シミュレーションプログラム
【課題】 各部材の表示態様を簡略化することによって表示速度を向上させるとともに、干渉部位を高速にかつ正確に確認できる管体の3次元曲げ加工シミュレーション方法、装置およびプログラムを提供すること。
【解決手段】 コンピュータ装置MのCPU16は、ワークPと干渉する可能性が高いベンダ等を、多角形を用いて近似して表示器12に表示する。また、ベンダの加工動作を定めるための加工動作量を表す加工データを記憶装置19から入力する。この入力された加工データに基づく加工動作に伴って変化するワークPの形状を、直線を用いて近似して表示器12に表示する。そして、ベンダ等とワークPとの間の干渉の有無を、ベンダ等に形成された面とワークPを表す直線との交点の有無に基づいて判定する。この判定によってベンダ等とワークPとの間に干渉があれば、同干渉の生じた部位を表示器12に表示する。
(もっと読む)
湾曲長尺材の製造方法、及び湾曲長尺材製造装置
【課題】湾曲長尺材の製造方法、及び湾曲長尺材製造装置を提供する。
【解決手段】湾曲加工用金型2が載置される金型載置台3にチャック5を設け、別の位置にテンションチャック51を設けた。金型載置台を自転させるテンションシリンダを設け、更に金型載置台を三次元的に回動させる第一ベース台用テンションシリンダや第二ベース台用テンションシリンダを設けた。かかる構成にあって、直線ドアサッシュ母材Xをテンションチャックと台上チャックとで保持しながら、加工開始部位qを湾曲型面22に密着させる。次に、この保持状態で、予め設定した中心を自転中心として金型載置台を自転させ、更に、予め設定した仮想中心点を回動中心として金型載置台を三次元的に回動させる。これにより、直線ドアサッシュ母材は、湾曲加工用金型に巻き込まれながら、湾曲型面に倣い変形する。
(もっと読む)
プレス成形装置
【課題】 ワークを略袋状に形成する寄曲加工を1回のプレス加工で行なえるプレス成形装置の提供
【解決手段】 本発明に係るプレス成形装置は、ワーク1に形成する先細の袋状部9に対応する突起状の成形形状を備え、回動自在に軸支した回転軸21の上部にオフセットさせて設けた案内カムの袋状形成部12と、案内カムの袋状形成部12を設置した回動軸21を回動させる駆動手段13とを備え、加工時にワーク1に袋状部9を形成する所定位置に袋状形成部12を位置させるとともに、加工カムを袋状形成部12に衝合させてワーク1に先細の袋状部9を形成し、加工後に駆動手段13により回動軸21を回動操作して、袋状形成部12をワーク1の先細の袋状部9に干渉しないように退避させる。これにより、ワークを略袋状に形成する寄曲加工を1回のプレス加工で行なえる。
(もっと読む)
ヘミング加工方法、及び、外板
【課題】一定幅の上部とその下方に連なり三角形状に拡がるリアピラーの外板の所望の縁を、ヘミング加工で玉縁として形成する。
【解決手段】所望の段部を備えたダイとパンチでワークを押圧してワークの縁に沿って段部を形成し、段部を形成したワークを段部形成部位より内側で起こすように曲げ、起こしたワークの起こし部位より内側を押圧部材で両面から挟んで保持し且つ縁側を前記段部に倣う押圧面を備えた押圧部材で両面から挟んで押圧することで縁側の部分を内側の部分へ向けて鋭角に倒し、鋭角に倒したワークの前記段部より縁側の部分を対向するワーク表面に押圧するとともに前記段部と前記起立部位との間の部分をワーク表面との間隙が保持されるようにワーク表面へ向けて押圧する。
(もっと読む)
閉断面構造体の製造方法
【課題】小規模なプレス設備でも金属平板から閉断面構造体を簡単に製造でき,しかも閉断面構造体の成形し得る形状に制約が少ない閉断面構造体の製造方法を提供する。
【解決手段】金属平板15をプレス成形することで,断面平坦な連結部12′の両端から一対の閉断面構造体半部11,11を立ち上がらせてなる半成品10bを製作する工程と,両閉断面構造体半部11,11の間に挿入した偏平パンチ25により連結部12′を内側から押圧して断面V字状の屈曲部12に成形しながら両閉断面構造体半部11,11を更に立ち上がらせる工程と,両閉断面構造体半部11,11間から偏平パンチ25を引き上げた後,両閉断面構造体半部11の外端を相互に突き合わせて溶接する工程とを順次実行する。
(もっと読む)
1 - 20 / 21
[ Back to top ]