
Fターム[4E063GA10]の内容
Fターム[4E063GA10]に分類される特許
1 - 20 / 43
金属条材の曲げ加工装置、首折れ防止用支持クランプ装置、および曲部を備えた金属条材の製造方法
【課題】作業の労力・危険を軽減回避し、良好な生産性を確保しつつ曲げ加工時の首折れを防ぐ。
【解決手段】金属条材を加熱する手段と、金属条材を推進させる手段と、金属条材を把持すると共に金属条材の推進に伴い支軸を中心として旋回して金属条材に曲げモーメントを加えるクランプアームとを備えた金属条材の曲げ加工装置で、クランプアームよる把持部より後側の近接位置において金属条材の表面に当接して金属条材の首折れ変形を阻止する支持クランプを備える。支持クランプは、金属条材の曲げ外周側の表面に当接する閉成状態と、当該曲げ外周側表面から離間する開放状態との間で開閉動作可能な外爪と、金属条材の曲げ内周側の表面に当接する閉成状態と、当該曲げ内周側表面から離間する開放状態との間で開閉動作可能な内爪を含む。
(もっと読む)
金属管の曲げ加工装置

【課題】圧縮制御を複雑化することなく、コンパクトな駆動源で効率良く金属管に圧縮力を付与して減肉を防ぐ。
【解決手段】金属管を環状に加熱する加熱手段と、加熱手段に向け金属管を推進させる推進手段と、金属管を把持すると共に支軸を中心として回動可能なアームと、推進手段による金属管の推進に伴い回動するアームを引き戻す引戻力を、支軸を支点としてアームに加え金属管に圧縮力をかける圧縮手段とを備える金属管の曲げ加工装置で、圧縮手段は、アームの、支軸側から見て金属管の把持点より外側位置に接続したチェーンと、チェーンを介してアームの外側位置に引戻力を作用させる油圧モータとを含む。更にアームの旋回軌道に沿うようにチェーンを円弧状に案内するチェーンガイドを備える。
(もっと読む)
金属管の曲げ加工装置
【課題】広範な要求圧縮力(減肉率)に高精度に対応でき且つ作業性も良好な曲げ加工装置を得る。
【解決手段】金属管を加熱する加熱手段と、金属管を推進させる推進手段と、金属管を把持して支軸を中心として回動可能なアームを含み、アームによって加熱手段による金属管の加熱部の前方を把持すると共にこの把持点を金属管の推進に伴い支軸を中心として旋回させ、金属管に曲げモーメントを加える案内手段と、金属管の後部を把持して金属管に推進力を伝達するクランプを有し且つ加熱手段に向け進行する台車と、金属管の推進方向と反対方向の引戻力を、支軸を支点としてアームを介し金属管に加える圧縮手段とを備え、圧縮手段が、大出力の第一圧縮駆動手段と小出力の第二圧縮駆動手段を含み、第一及び第二圧縮駆動手段の一方又は双方により引戻力を金属管に付与する。
(もっと読む)
板材成形方法、板材成形装置、板材成形装置の成形条件決定方法および板材成形装置の成形条件決定装置
【課題】板材を局所的に加熱して成形する際に、板材を精度良く加工することが可能な板材成形方法、板材成形装置、板材成形装置の成形条件決定方法および板材成形装置の成形条件決定装置を提供することを目的とする。
【解決手段】本発明に係る板材成形方法は、チタン製またはチタン合金製の板材10に引張り力を負荷した状態で、引張り力が負荷された板材10の成形部分を、成形目標の曲率を有する金型2に押し当てる押圧ステップと、板材10のうち少なくとも成形部分を、互いに平行な複数のライン上で連続的または断続的に加熱する加熱ステップとを含む。
(もっと読む)
管の曲げ加工装置
【課題】容易かつ安価に管の回動手段が実現でき、しかも、曲げ方向の変更、さらには異なる他の曲げ形状の管にも利用ができる回動手段を備えた管の曲げ加工装置を提供すること。
【解決手段】管Pの前進方向に移動可能に管Pの送り台61を設置し、送り台61に管Pを支持するチャック63を回転自在に配設して送り手段60を構成し、送り台61の移動方向と略平行に長尺の板体または棒体を折り曲げて形成したカム71を配設し、送り台61にカムフォロア86を管Pの軸芯に対して垂直な方向に移動自在に配設し、カムフォロア86をカム71に係合させるとともに、カムフォロア86をチャック63に連繋させて回動手段70を構成し、送り台61を前進させる動作に伴って、カムフォロア86をカム71に倣って移動させ、その運動をチャック63に伝達させてチャックを回動させるようにしたことを特徴とする。
(もっと読む)
長尺材曲げ加工用のロボットハンドおよび長尺材曲げ加工システム
【課題】吸着手段とグリッパとを備えたローディングが可能な長尺材用ロボットハンドの提供と、このロボットハンドを使用した長尺板材曲げ加工システムの提供。
【解決手段】1.ロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、前記吸着手段をワークの前後方向に移動位置決め可能に設けたことを特徴とする長尺板材曲げ加工用ロボットハンド。2.板材折曲げ加工機へワークを供給するロボットと、掴み換え装置とを備えた長尺板材曲げ加工システムにおいて、前記ロボットハンドがロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、吸着手段をワークの前後方向に移動位置決め可能に設けてなるこ長尺板材曲げ加工システム。
(もっと読む)
曲がりパイプ製造装置
【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
パイプベンダ用のワイパー
【課題】 従来のワイパーは、パイプに、皺、その他の傷を付けないことで青銅等の素材を使用する。加工の頻度に対応して磨耗するので、その解決策として、ベースとガイドに二分割する構造が採用されているが、ガイドの形態が大型化し、かつ複雑な形状となる。従って、汎用性に欠けること、又は無駄が多いことが欠点である。また、高価な素材である青銅等を多く使用することで、コスト面で採算が合わないこと、経済的に改良の余地がある。
【解決手段】 背凭れ側に曲面を有すベースの先端部に、ナイフエッジを、取付端面を備え、かつ背凭れ側に曲面を有するガイドを、着脱自在に設ける構造のパイプベンダ用のワイパーであって、ベースの先端部に、鉛直方向に剪断して形成した取付面には、ガイドの取付端面を面接触で設け、かつベースの後端部より挿入した止め具で、ガイドを、ベースの先端部に固定するパイプベンダ用のワイパーである。
(もっと読む)
パイプの曲げ加工装置
【課題】加工作業の迅速化を図ることができるパイプの曲げ加工装置を提供する。
【解決手段】パイプを挟持する挟持手段11a,11bと、該挟持手段によって挟持されたパイプの自由端側でパイプを挟持する一対の曲げ型20a,20bを備え、一方の曲げ型の軸芯を中心にして他方の曲げ型を公転させることによって、パイプを曲げ加工するパイプの曲げ加工装置において、一対の曲げ型を、パイプの軸芯に対して垂直な面で回動自在に配設したことを特徴とする。
(もっと読む)
曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法
【課題】装置構成が簡単で安価であり、装置の設置面積を小さくできると共に、製造の自動化が可能な曲げ加工用金型、これを用いた自動車用サスペンションアームの製造装置およびその製造方法を提供する。
【解決手段】自動車用サスペンションアームの製造装置に用いられ、丸棒状素材20を曲げ加工して曲げ加工材21を作製するための曲げ加工用金型1であって、丸棒状素材20を載置する載置部3を備える曲げ下金型2と、曲げ下金型2に載置された丸棒状素材20を垂直方向に押圧する押圧部5を備える曲げ上金型4とからなり、載置部3および押圧部5は、曲げ加工材21の曲げ形状に沿った形状に形成され曲げ加工材21と接触する下金型接触部6および上金型接触部7を備え、下金型接触部6は、その中央部に曲げ加工材21と非接触で移動手段が曲げ加工材21を把持できる大きさに形成された溝部8を備える。
(もっと読む)
鉄筋の曲げ加工装置
【課題】加工前の鉄筋に曲りや捩れがあっても、捩れが少ない平面状に容易に曲げ加工することができる鉄筋の曲げ加工装置を提供する。
【解決手段】間隔調整自在な一対の曲げユニット10,10と、曲げユニットの間に配設するクランパ20とを備えてなり、曲げユニットは、それぞれ支点ロール11,11と、支点ロールのまわりを旋回する旋回テーブル13,13と、旋回テーブル上の力点ロール12,12とを有し、各旋回テーブルは、曲げ加工時において、共通の斜め上向きのガイド面を形成し、クランパは、支点ロールによって両端部を支持されてガイド面上に静止する鉄筋をクランプし、曲げユニットは、ガイド面に沿って鉄筋を曲げ加工することを特徴とする。
(もっと読む)
曲げ部材の自動ハンドリング方法およびその装置
【課題】ワークのツカミ換えを最小回数に抑えることでワーク1枚当たりの加工タクトを大幅に短縮することにより、作業能率を高めて加工コストを低減できる曲げ部材の自動ハンドリング装置を提供する。
【解決手段】ワーク1の大きさと形状に応じて予めプログラムされたXY軸座標上の原点をハンドリング開始点として操作台テーブル11に設定する。自動ハンドリング装置30のワークグリップ機構31は搬入テーブル12上のワークの長辺1cを把持し、クランプ状態でハンドリング開始点まで移動させる。ハンドリング開始点から今度はクランプ状態でY軸方向をパネルベンダー本体10(の金型)に向けて前進させる。ワーク1の長辺1bを曲げ加工後にハンドリング開始点まで後退させる。自動ハンドリング装置30のグリップ保持板38を反時計廻り方向に90°旋回させ、短辺1eを曲げ加工する。そのようにして長短4つの辺を曲げ加工する。
(もっと読む)
加工製品の製造方法及び製造装置
【課題】自重補正装置を設ける必要なく、冷却水が高周波加熱コイルに接触することなく、高寸法精度の製品、例えば曲げ製品を製造することが可能な加工製品の製造方法および製造装置を提供する。
【解決手段】鋼管13の軸方向の一部に、鋼管13の第1の端部13aから第2の端部13bへ向けて移動する被加熱部13cを部分的に形成しながら、第1の端部13a及び/又は第2の端部13bと被加熱部13cとの間に存在する鋼管13の一部を変位させて被加熱部13cを変形させることによって、鋼管13を素材とする加工製品を製造する。この際、被加熱部13cが略上下方向を指向するようにする。
(もっと読む)
ベンダー
【課題】ベンダー部全体を移動させないので、小型化、省エネを達成でき、段替えが容易であるベンダーを提供する。
【解決手段】ベンダーはベンダー部1とカッター部2とを備える。ベンダー部1は、静止したベンダー部本体101と、ベンダー部本体101に設けられると共に、軸方向に移動可能なストッパー104を有するストッパー機構102と、ベンダー部本体101に設けられると共に、ストッパー104に位置決めされた伝熱管3を曲げる曲げ機構103とを含む。一方、カッター部2は、静止したカッター部本体201と、ストッパー104に位置決めされた伝熱管3を切断するカッター204を有するカッター機構202と、カッター部本体201に設けられると共に、伝熱管3の切断箇所を調節するためにカッター機構202を軸方向に進退可能に案内するガイド部203とを含む。
(もっと読む)
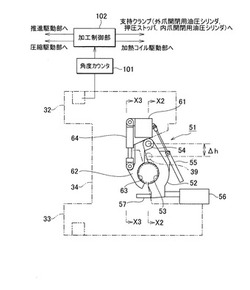
管マニピュレータ
本発明は、大きな直径の管を(8)を曲げるための装置において使用する、管(8)を搬入及び搬出する管マニピュレータに関し、この曲げるための装置において、管(8)を軸線方向において、この管を環状に取り囲む、誘導式に作用する加熱装置(3)を通して案内する。管(8)の端部には、管(8)の送り方向において軸線方向で可動な押さえスリーブ(5)が設けられており、この押さえスリーブ(5)は管を曲げるための装置と不動に接合されている。押さえスリーブ(5)は内側から管(8)を把持し、この管を内側から緊締し、管(8)を誘導式に作用する加熱装置を通して押し込む軸線方向の力を付与する。押さえスリーブ(5)は管(8)を、前方の緊締囲みロック部(2)における後方の端部が曲げアームに固定されるまで、所定の形式で誘導式に作用する加熱装置(3)を通して軸線方向に案内する。  (もっと読む)
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。ひねり角度がひねり角度範囲内のとき、関節型ロボット2を制御して被加工物4を挟持した曲げ機構30を長手方向中心の廻りにひねる(ステップ100,110)。ひねりが設定されたひねり角度範囲を超えるとき、曲げ機構30をひねり角度範囲内でひねってから、曲げ機構30により被加工物4を掴み変えて、再度ひねる(ステップ100〜170)。
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。チャック機構46は、把持した被加工物4を長手方向中心の廻りにひねり回転可能で、曲げ機構30により挟持した被加工物4を長手方向中心の廻りに関節型ロボット2を駆動して予め設定されたひねり角度範囲内でひねる(ステップ120)。ひねりがひねり角度範囲を超えるときチャック機構46を制御して被加工物4を長手方向中心の廻りにひねる。
(もっと読む)
エッジ曲げプレス機
【課題】薄板の2つのエッジ上で閉じた反力の系が得られ、力の系が外部への効果に関して対称で零である結果となるようなエッジ曲げプレス機を提供する。
【解決手段】上部プラテン、下部プラテン及び操作アクチュエータを備えるエッジ曲げプレス機に関する。操作アクチュエータは、上部プラテンと下部プラテンとの互いに近づく及び/又は離れる相対運動を起すように設計される。また、プレス機は、上部プラテンに結合されている上部ダイホルダアセンブリ及び下部プラテンに結合されている下部ダイホルダアセンブリ備える。各ダイホルダアセンブリは、右側ダイホルダ及び左側ダイホルダを備え、したがって、上部右側ダイホルダ、下部右側ダイホルダ、上部左側ダイホルダ及び下部左側ダイホルダがある。また、プレス機は、右側ダイホルダ及び左側ダイホルダが互いに近づく及び/又は離れる相対運動を起すように設計された調節アクチュエータを備える。
(もっと読む)
パイプ曲げ装置
【課題】 従来技術ではパイプの曲げ加工中にパイプがプレッシャの側面に強く押し付けられながら摺動することで、パイプに強い引延し力が作用し、パイプの曲げ加工精度が悪化する不具合があった。
【解決手段】 パイプ曲げ装置は、ロール1とクランプ2が回動してパイプPの曲げを行なうもので、プレッシャ3はパイプPが回動するのを阻止しつつ、パイプPをX方向に沿って移動可能に保持する。プレッシャ3に複数のローラ5を設けて、パイプPをX方向に沿って転動可能に支持する。これにより、パイプPの曲げ加工中において、パイプPに作用する引延し力を抑えることができ、引延し力によるパイプPの曲げ加工精度の悪化を防ぐことができる。また、オイルを噴霧せずに済み、パイプPのオイル付着を防ぎ、且つコストを抑えることができる。
(もっと読む)
パイプベンダーのダイ内においてアプローチ工程及びクランプ工程を独立して実施するための可動式把持装置を備えているバイス
本発明は、ベンダーのダイ内部にてアプローチ工程とクランプ工程とを独立して実施可能な可動式ジョー装置を備えたバイスであって、バイス4が、固定式ジョー部分7と、2つの並行に配設された支持壁8,9を有した本体6を備えた可動式ジョー装置10とを備えており、可動式ジョーの動作機構20が、支持壁のうち一の支持壁の外側に取り付けられ、支持壁の上方縁部31,32が揺動するように取り付けられた第2の液圧式シリンダ28から横方向に突出した両スピンドル29,30のためのカムとして機能するバイスを提供する。上方縁部31,32が、第2の液圧式シリンダ28のロッド27の延長部分が、突出したスピンドル29,30がノッチ33,34内に受容されることによって所定位置にロックされ、可動式ジョー11を閉位置に保持するように、第2の液圧式シリンダ28のスピンドル29,30を受容する2つのノッチ33,34を有する。  (もっと読む)
(もっと読む)
1 - 20 / 43
[ Back to top ]