
Fターム[4E067CA02]の内容
Fターム[4E067CA02]に分類される特許
41 - 60 / 90
ストランドを導電結合するための方法および超音波溶接装置

本発明は、実質的にアルミニウムからなる個々のワイヤ(32,34)を有するストランド(30)を、超音波溶接によって、金属からなるU字形の支持体(40)と導電結合するための超音波溶接装置(10)および方法に関する。この場合、ソノトロード(78)としては、底面(86)である短い基礎脚部を有する開いた台形の形をしている溶接面(80)を有するソノトロードが用いられる。溶接中に、ストランドは、底面と、この底面から出ておりかつこの底面に対し鈍角を形成する側面(88,90)と直に接触する。U字形の支持体に挿入されたストランドの全横断面FLが、溶接された状態では、溶接面の底面および側面によって囲まれた空間の横断面FSに対し、FS<FL<2FSである。 (もっと読む)
摩擦溶接接合を生成する方法、および摩擦溶接による接合の設計

【課題】摩擦溶接接合に加え、摩擦溶接の方法を設計することであって、摩擦溶接領域が凝固したときにおいても、上側構成要素が直接に下側構成要素に向けて圧力を加えることができる方法を設計する。
【解決手段】上下構成要素の摩擦接合方法は、最後に接続部材の回転が停止する、第一段階としての摩擦溶接領域の形成後に、第二段階として、環状部が上側構成要素と接触する前の接続部材の回転の停止において、加圧冶具による圧力が接続部材に加えられ、圧力による変形によって上側構成要素に対し環状部が押し込まれる。
(もっと読む)
ニッケル・チタン合金材料及び純チタン材料の異種金属接合体並びにその接合方法
【課題】本発明は、接合部が接合前の純チタン材料の引張強度以上の引張強度を有するとともに接合部の強度のばらつきが小さく、接合後の熱影響部が小さいニッケル・チタン合金材料及び純チタン材料の異種金属接合体並びにその接合方法を提供することを目的とするものである。
【解決手段】ニッケル・チタン合金材料からなる丸棒体1及び純チタン材料からなる丸棒体2の接合面の少なくとも一方を回転運動させて摩擦圧接させながら、回転運動の減速開始後、接合面での回転運動の最外周における周速度が0.5m/秒以上の間に所定のアプセット力を加えて圧縮して接合一体化する。接合部には、アプセット力による圧縮力及び減速する回転運動の回転力により形成された反応層の組織が形成され、接合前の純チタン材料の引張強度以上の引張強度を有する。
(もっと読む)
超音波溶接装置並びに超音波溶接装置を備えた包装機械
本発明は、シート状の材料を溶接する超音波溶接装置であって、超音波ソノトローデ(3)とアンビル(3)と、該超音波ソノトローデ(3)とアンビル(2)との間における相対ポジションを調節するための調節装置(4)と、該調節装置(4)を介して超音波ソノトローデ(3)とアンビル(2)との間の作業間隙(16)の幅(X)を調整する制御装置(8)とが設けられており、アンビル(2)が超音波ソノトローデ(3)に対して支承装置(12)において可動に支承されており、調節装置(4)が、アンビル(2)に結合された第1のくさびエレメント(6)と第2のくさびエレメント(7)とアクチュエータ(5)とを有しており、超音波ソノトローデ(3)に対するアンビル(2)のポジションを変えるために、アクチュエータ(5)が第2のくさびエレメント(7)と結合されていて、該第2のくさびエレメント(7)が第1のくさびエレメント(6)に対して移動する。  (もっと読む)
(もっと読む)
高加圧拡散接合装置
【課題】 複数の接合部材を同時に高加圧状態で拡散接合することを可能とする。
【解決手段】 高加圧拡散接合装置は、パルス電流または交流電流を発生させる電源7と、エアーまたは油圧で駆動できるシリンダー14等によって、接合部材10、11を加圧する機構を有する真空炉または雰囲気炉を備えた装置を用い、接合部材の外周に発熱体を設置しその輻射熱と伝熱を利用して、直接接合部材に電流を流すことなく接合部材10、11を加圧しながら拡散接合を行う。
(もっと読む)
摩擦撹拌接合方法及び摩擦撹拌接合装置
【課題】線接合に対して好適に適用でき、簡便な構成で摩擦撹拌接合用工具の挿入量を適正に保つ。
【解決手段】摩擦撹拌接合装置10は、摩擦撹拌接合用工具30を回転させる第1モータ32と、摩擦撹拌接合用工具30をワークWに対して加圧及び挿入させる第2モータ34と、これらの第1モータ32及び第2モータ34によって、摩擦撹拌接合用工具30を回転させながらワークWに対してを加圧する際、駆動電流がワークWに対する適正挿入量zAに対応する値を超えないように制限をするリミッタと、ワークWの厚みの範囲内で、リミッタにより制限される適正挿入量ZAも深い位置zL1に摩擦撹拌接合用工具30の先端を合わせる位置制御ループとを有する。
(もっと読む)
溶接装置
【課題】溶接対象物質に印加される圧力をエアシリンダー等の高価な装置を使用せずに数gf/cm2の細かい単位で調整し、低コストで再現性のある溶接幅を形成するための溶接装置とその溶接方法を提供する。
【解決手段】支点(8)を軸として回動するように支持されたアーム(7)の一端側に、溶接するホーン(2)を有する溶着機(1)が取り付けられ、かつ該アーム上に重りを設けて、アーム上の重り(5、6)についての調整によって溶着機を取り付けたアームの下方へのてこ作用力の大きさを調整・利用し、溶着時のホーンの印加圧力を精密に調整・維持できる機構を備えていることを特徴とする溶接装置。
(もっと読む)
超音波接合用ホーン、超音波接合装置及び超音波接合方法
【課題】突起部の間から被接合材の材料が押し出されて生じるバリの発生・飛散を抑制することができるとともに、突起部の摩耗による形状の変化を小さくすることで、被接合材に対するエネルギーの伝達効率の変化量を低減させることができ、ツール交換までの寿命を伸ばすことが可能となる超音波接合用ホーンを提供すること。
【解決手段】所定の振動方向に超音波振動可能に構成され、被接合材を加圧する面に複数の突起部11を有し、これら複数の突起部11を介して被接合材を押圧しつつ超音波振動させる超音波接合用ホーン5であって、前記各突起部11は、六角錐形状でありその対向する一対の面11a・11aの対向方向が前記振動方向に対して垂直方向となるように形成される。
(もっと読む)
単結晶合金の溶接法
【課題】
【解決手段】ブレード部材10は、ディスク14の縁部12に対して矢印A−Aの方向に向けて揺動させる。鍛造力は、半径方向に加えられ、線16に沿って溶接部が形成される。ブレード部材10は、キャノン−マスケゴンコーポレーションのCMSX−4のような、面心立方(FCC)ニッケル系単結晶合金にて形成される。単結晶ブレード部材10の向きは、滑り平面111に加わる応力を最大にし得るよう制御される。111滑り平面における応力を最大にすることにより、平面内摩擦力及び鍛造力は最小となる。平面内力を最小にすることは、単結晶ブレード部材10をディスク14の縁部12に成功裏に溶接することを可能にする。 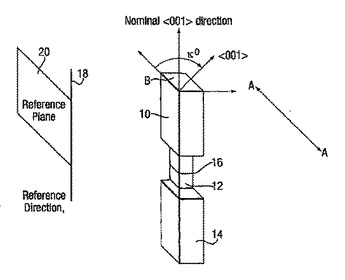 (もっと読む)
(もっと読む)
超音波接合装置及び半導体装置の製造方法
【課題】超音波接合装置における超音波を印加する印加部が磨耗した場合、この磨耗に対応する部品交換を低コストで行う。
【解決手段】超音波接合装置において、超音波振動発生部から超音波振動が伝播される超音波ホーン12と、超音波ホーン12に形成されて少なくとも一部にテーパ形状の側壁面15aを有する取付凹部15と、錐台形状を有する挿入頭部19と挿入頭部19から延出する軸部20と軸部20の先端側に形成されて接合対象物3に当接される印加部21とを有する印加ブロック13と、挿入頭部19が取付凹部15に挿入された場合に軸部20の周囲に対面する部位に形成される雌ネジ部16と、軸部20が挿通される挿通穴部25と雌ネジ部16に螺合される雄ネジ部26と挿入頭部19を取付凹部15の側壁面15aに押圧する押圧部28とを有する固定部材13とを備える。
(もっと読む)
超音波接合装置及び半導体装置の製造方法
【課題】超音波接合装置における超音波を印加する印加部が磨耗した場合、この磨耗に対応する部品交換を低コストで行う。
【解決手段】超音波接合装置において、超音波振動発生部から超音波振動が伝播される超音波ホーン12と、超音波ホーン12にこの超音波ホーン12の径方向に形成されて一端が超音波ホーン12の外周面に開口される取付凹部15と、超音波ホーン12の端部側から取付凹部15と直交する向きに形成されて先端部が取付凹部15に連通するネジ穴16と、取付凹部15に抜差可能に挿入され、挿入方向の端面13cが取付凹部15の底面15aに当接された場合に取付凹部15の外方に突出する印加部13bを有する印加ブロック13と、ネジ穴16に螺合されて先端部が取付凹部15に挿入される印加ブロック13の外周面に当接される止めネジ14とを備える。
(もっと読む)
超音波接合装置
【課題】接合の良否判定の確度の向上を図る。
【解決手段】刻み標本抽出手段16が接合中において周期的に検出電力値および検出沈降値を標本抽出し、刻み良否判定手段17が刻み標本抽出手段16で標本抽出された検出電力値を許容電力範囲と周期的に比較し、刻み良否判定手段17が刻み標本抽出手段16で標本抽出された検出沈降値を許容沈降範囲と周期的に比較し、画像表示器22が実線L5で示す検出電力値を点線L1で示す上限値と点線L2で示す下限値とからなる許容電力範囲に対して重ね書きしたグラフ画像として表示画面に画像表示し、画像表示器22が実線L6で示す検出沈降値を仮想線L3で示す上限値と仮想線L4で示す下限値とからなる許容沈降範囲に対して重ね書きしたグラフ画像として表示画面に画像表示する。
(もっと読む)
摩擦攪拌接合方法
【課題】 積み重ねられた第1の接合材料と第2の接合材料との接合界面に、金属間化合物が生成するのを抑制し、重ね接合で高強度を得ることができる手段を提供する。
【解決手段】 積み重ねした被接合材料に接触して回転させることにより、その摩擦熱で被接合材料同士を接合する摩擦攪拌接合方法であって、摩擦攪拌接合用の加工プローブを被接合材料の積み重ね方向に対し直角方向に挿入して被接合材料同士を接合する摩擦攪拌接合方法である。
(もっと読む)
接合用の製造ツール
製造ツール(100)が、第1のデバイス表面(103)及び第2のデバイス表面(105)がプラズマ活性された後で、第1のデバイス表面を第2のデバイス表面に対して押圧して、第1のデバイス表面と第2のデバイス表面とを接合する。製造ツールは、第1のデバイス表面に力を加え、第1のデバイス表面を第2のデバイス表面に対して押圧する接合ピストン(102)を含む。製造ツールはまた、接合ピストンと第1のデバイス表面との間に位置する圧力板(104)を含む。製造ツールは、接合ピストンが圧力板を介して第1のデバイス表面に加える力が、最初に第1のデバイス表面の1つ又は複数の第1の位置に加わり、続いて第1のデバイス表面の1つ又は複数の第2の位置に加わることを確実にする機構(106、110)をさらに含む。 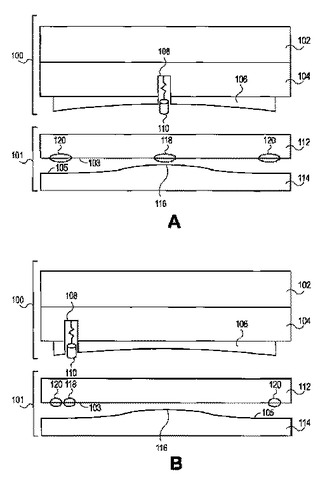 (もっと読む)
(もっと読む)
材料の摩擦圧接方法及びその装置
【課題】インサート材を用いる摩擦圧接接合において、インサート材の両端部と、対応する2つの被接合部材の各端部での接合条件(軸方向の押圧荷重及び変位量)を簡単な構造で同じ条件とし、各接続部の材料強度を一定とする。
【解決手段】第二接合材2把持手段15とインサート材3把持手段16を基台4に対してインサート材の回転軸芯方向で摺動自在になすスライドガイド手段12を設け、ひとつの押圧手段で第一接合材1とインサート材、及び第二接合材とインサート材を摩擦圧接する。
(もっと読む)
小接合面用パルス通電接合装置
【課題】パルス通電加圧焼結の原理を利用し、接合面の小さな部材同士の接合に適したパルス通電接合装置を提供する。
【解決手段】対の通電電極33、34と、前記通電電極の少なくとも一方を他方に対して相対的に移動する圧力可変の押圧装置40と、前記通電電極にパルス電流を供給する電源装置と、少なくとも前記通電電極間の空間を所望の雰囲気に制御可能なチャンバとを備えた装置であり、前記通電電極の間で互いに接合すべき小接合面を有する部材を接合面を当接させた状態で挟み、前記部材に所望の電圧及び電流のパルス電流を流して前記接合面で仮接合して仮接合体にする。
(もっと読む)
摩擦攪拌点溶接装置
【課題】負荷重量を減少させることができ、回転工具が装着された主軸の高低を精密に制御することができる摩擦攪拌点溶接装置を提供する。
【解決手段】重なっている被加工材及び回転工具の間の摩擦熱を利用して被加工材を接合する摩擦攪拌点溶接装置を提供する。本発明の実施例による摩擦攪拌点溶接装置は、回転工具を回転駆動するための駆動機が回転工具と同一軸上に設置されず、回転工具を上下方向に移動させるためのモータ駆動力が移送スクリュー及びこのスクリューと結合された移送ナットによって伝達される。
(もっと読む)
振動溶接装置及び方法
【課題】振動溶接方法に関する。マスター振動ヘッドの制御効果により、複数の振動ヘッドの同期運転又は目標とする非同期運転を実現できる。
【解決手段】振動溶接は、機械的に分離された複数の振動ヘッドによって行われ、振動ヘッドの各々が周波数変換器に接続されている。電気回路は、1台の周波数変換器をマスターとして動作させることができ、他の周波数変換器をスレーブとして動作させることができるように、周波数変換器を接続している。
(もっと読む)
摩擦攪拌接合装置およびその制御方法
【課題】本発明の課題は、接合部材に対する回転工具(プローブ)の挿入量をより確実に適正値に維持することができる摩擦攪拌接合装置を提供することにある。
【解決手段】本発明は、回転工具2を回転させる回転駆動部(第2サーボモータ6)と、回転工具2を接合部材20の接合部に押し当てる加圧駆動部(第1サーボモータ3)と、接合部材20の接合線上を回転工具2の前方で接合部材20を押圧しながら移動するローラと、接合部材20に対する回転工具2の挿入量を制御する制御部9とを備えた摩擦攪拌接合装置1であって、ローラは、接合部材20に対する押圧力に応じて予め設定された基準位置に対して変位するとともに、制御部9は、接合部材20に対する回転工具2の挿入量を基準位置に対するローラの変位量に基づいて制御することを特徴とする。
(もっと読む)
摩擦撹拌スポット接合装置
【課題】接合ツ―ルの先端からピンを出没させるためにピン抜き用モ―タを使用し、該ピン抜き用モ―タの駆動によって簡単,確実にピンを出没させ得る摩擦撹拌スポット接合装置を提供する。
【解決手段】ピン1の回転による摩擦熱で被接合物を軟化,撹拌してスポット接合する装置であって、ピンを有する接合ツ―ル2を回転させる撹拌用モ―タ3と接合ツ―ルを直進駆動する加圧用モ―タとを備え、接合ツ―ルの先端からピンが出没するようになされた摩擦撹拌スポット接合装置において、接合ツ―ルの先端からピンを出没させるピン抜き用モ―タ5を前記撹拌用モ―タの後方に同一軸線上に一体化して配置し、前記加圧用モ―タをピン抜き用モ―タと並列に配置し、該加圧用モ―タにより動作される加圧用ねじ軸12を前記ピン抜き用モ―タと同一軸線上に配置した摩擦撹拌スポット接合装置。
(もっと読む)
41 - 60 / 90
[ Back to top ]