
Fターム[4E067EA08]の内容
Fターム[4E067EA08]に分類される特許
61 - 80 / 80
加工部品及び微細構造化された構成部品を結合するための方法
多数の個々の層から成る微細構造化された構成部品を製造するために適した、非常に強い結合接合部を形成するために、結合方法が提案され、複数の加工部品間に介在された、少なくとも一つの金属の結合層を含む、加工部品の結合配列が形成され、かつ、少なくとも一つの結合層の融解温度よりも低い結合温度まで、結合配列が加熱される。本発明によると、少なくとも一つの結合層が化学的手法又は電解的手法を用いて析出される。 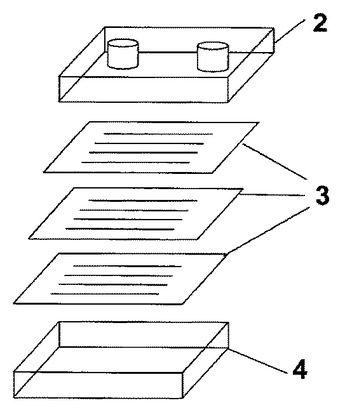 (もっと読む)
(もっと読む)
アルミニウム構造体及びその製造方法

【課題】複数個のアルミニウム押出形材を接合して中空4角柱状の衝撃吸収構造体を製造する場合において、構造体のコーナー部に接合部がくる場合でも、摩擦攪拌接合の適用を可能にする。
【解決手段】アルミニウム押出形材61〜65を押出方向が互いに平行になるように並置し、片側のフランジ板66の端部同士を全体として略平面をなすように突き合わせ、突き合わせ部をそれぞれ摩擦攪拌接合し、その接合部69がいずれも外面側になるように曲げ加工して中空角柱状とする。さらにアルミニウム押出形材61,65のフランジ板66,67の端部同士を摩擦攪拌接合(接合部A,B)して衝撃吸収構造体を製造する。
(もっと読む)
摩擦撹拌点接合用回転工具及びそれを用いた摩擦撹拌点接合方法

【課題】 プローブとショルダ部材との間の隙間等に入り込む材料の凝着によって惹起される問題を効果的に緩和乃至は回避して、摩擦撹拌点接合操作を円滑に繰返し行ない得るようにした摩擦撹拌点接合用回転工具を提供すること。
【解決手段】 複数の被接合金属部材を重ね合わせ、その重合せ部の一方の側から回転せしめられつつ差し込まれるロッド状のプローブ12と、該プローブの周りに外嵌されて同軸的に位置し、該一方の側の面に回転状態下に当接せしめられるショルダ面を有する円筒状のショルダ部材14とを備えた摩擦撹拌点接合用回転工具10にして、該プローブと該ショルダ部材とが別体に構成されて、別個に軸方向に移動可能とされた複動式構造とされていると共に、該ショルダ部材の内周面と該プローブの外周面との間の隙間が、先端側において狭小間隙22aとされている一方、基部側においては該狭小間隙よりも大なる隙間となる拡大間隙22bとした。
(もっと読む)
摩擦接合方法およびパネル構造体
【課題】中空状の第1のパネルと中空状の第2のパネルとの摩擦接合によって、良好な接合が得られるようにする。
【解決手段】中空状の第1のパネル31と中空状の第2のパネル32とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士を突き合わせており、前記突き合わせた部分の前記パネルの外側に回転工具50,50aを配置し、摩擦接合を行う。
(もっと読む)
長尺材ガス圧接機
【課題】レールが微妙に捻れているような場合でも、隙間が発生しないようにして効率的に圧接作業が行えるようにする。
【解決手段】レールの両側部に当接するパッド部39,40と、該パッド部39,40が少なくともレールの捻れに応じて揺動して、当該パッド部39,40の作用面がレールの両側部に面接するように該パッド部39,40を揺動自在に支持するチャック本体38とを設けて、レールが微妙に捻れているような場合でも、パッド部39,40がこの捻れに応じて揺動してレール側部との間に隙間が発生しないようにする。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合作業の効率を向上させ接合時間を短縮する。
【解決手段】 被接合管材21,23を接合端部同士が被接合管材22の長さL’以上の距離を隔て対向するように保持し;被接合管材22を被接合管材21,23に対して間隔g,g’が可変となるように相対移動可能に保持し;接合端部間にろう材25,25’を配置する。被接合管材22を発熱抵抗体1bにより加熱して膨張させ;接合端部によりろう材25,25’を挟持させ;ろう材25,25’及びそれらを挟持する接合端部を高周波加熱コイル2c,3cにより所定範囲内の温度に加熱することで溶融させ;しかる後にろう材25,25’及び接合端部を凝固させる。凝固したろう材25,25’及び接合端部に印加される加圧力が所定範囲内となるように、発熱抵抗体1bによる加熱を制御する。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合の作業効率を向上させ接合時間を短縮し接合均一性を向上させる。
【解決手段】 被接合管材22を発熱抵抗体1bにより加熱して膨張させ;ろう材25,25’及びそれらを挟持する被接合管材21,22,23の接合端部を高周波加熱コイル2c,3cにより目標値温度に加熱することで溶融させ;ろう材25,25’及び接合端部を凝固させる。次に、加圧力センサ6により検知される接合端部の加圧力が目標値に近づくように、高周波加熱コイル2c,3cによる加熱状態を制御する。ここで、加圧力を高くすべき時には温度センサ4,5により検知される温度の低い方の接合端部に対応する高周波加熱コイルによる加熱を優先して強め、加圧力を低くすべき時には温度の高い方の接合端部に対応する高周波加熱コイルによる加熱を優先して弱める個別の加熱制御を行う。
(もっと読む)
複合材料、その製造方法および複合材料製造装置
【課題】低温度で接合が可能であり、接合界面に脆性層が形成されず、残留応力の発生および酸化を効果的に防止することが可能な複合材料、その製造方法および複合材料製造装置を提供する。
【解決手段】金属またはセラミックスから成る基材1表面上に、活性金属または活性金属合金から成る合せ材2を接合した複合材料において、上記合せ材2に摩擦熱を発生させて合せ材を組成流動させると共に攪拌して形成した摩擦攪拌層3の部位で上記基材1と合せ材2とが一体に摩擦接合されていることを特徴とする複合材料である。
(もっと読む)
押出し中空型材及びその型材によって形成された鉄道車両構体
【課題】軽量な継ぎ手構造を有する押出し中空型材及びその型材によって形成された鉄道車両構体を提供すること。
【解決手段】 複数の斜面板13によって連結され、その幅方向端部に第1面板11同士、第2面板12同士をそれぞれ摩擦撹拌接合によって接合するための継ぎ手部が形成され、その継ぎ手部が、第1面板と第2面板とが、幅方向最端部の斜面板から突設してその斜面板の外側が開いた状態の開状端部であるか、第1面板と第2面板とが、外側に傾斜した支持板15によって幅方向最端部の斜面板の外側が閉じた状態の閉状端部であって、その開状端部と閉状端部とを突き合わせた場合、第1面板11同士の接合部と第2面板12同士の接合部16,17は、一方が支持板15の位置で重ねられ、他方は斜面板13や支持板15から突設して張り出した部分21,22の先端が突き当てられるようにした押出し中空型材1。
(もっと読む)
摩擦攪拌接合方法
【課題】摩擦接合によって部材を接合する場合に上下の面を同時に接合して、作業時間を短縮する。
【解決手段】第1のパネル56と第2のパネル57とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士が突き合わせてあり、前記突き合わせた部分の前記第2の板の側、前記第3の板の側のそれぞれに回転工具50,50aを配置するとともに、一方の前記回転工具50の鉛直方向に他方の前記回転工具50aを配置して、2つの前記回転工具を実質的に同一速度で移動させて摩擦接合を行う。
(もっと読む)
摩擦接合方法
【課題】摩擦接合によって部材を接合する場合に上下の面を同時に接合して、作業時間を短縮する。
【解決手段】第1のパネル56と第2のパネル57とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士が突き合わせてあり、前記突き合わせた部分の前記第2の板の側、前記第3の板の側のそれぞれに回転工具50,50aを配置するとともに、一方の前記回転工具50の鉛直方向に他方の前記回転工具50aを配置して、2つの前記回転工具を実質的に同一速度で移動させて摩擦接合を行う。
(もっと読む)
鉄道車両用台車枠
【課題】 軽量化が可能であり、品質が向上する台車枠構造を提供する。
【解決手段】 中空形材により横梁20を構成する。横梁20は一体成形されたフランジ22,23を有する。前記フランジ22,23にアルミ鍛造の機器取付受部材40を摩擦攪拌接合方法により接合する。本構造とすることにより、高応力の発生する機器取付受部材の根元を母材とすることが可能となり、台車枠素材をアルミ化することが可能となることから、台車枠を軽量化できる。また溶接量が減少することから、台車枠品質が向上する。
(もっと読む)
曲面構造体の製作方法
【課題】曲面構造体の製作方法に関し鉄道車両等の比較的大きな曲面構造体を安価に高精度で製作する曲面構造体の製作方法を提供する。
【解決手段】隣接する小ブロック50A,50Cのリブ55,55同士をそれらの端面で突き合わせ、リブ55,55をそれらに形成されている孔hに締め付け金具(ボルト61及びナット62)を通して入れて締め付けることで結合し、面板51,51の外面の位置合わせを行う。リブ55,55同士をその直下又は直近で第1支持台であるジャッキ台71で支持する。小ブロック50A,50Cの突き合わされたリブとは反対側のリブ55,55を第2支持台72,72に載せ、当該リブ55,55に形成されている孔h,hに入れられた押さえ金具74,74で押さえた状態で第2支持台72,72に支持する。小ブロック50A,50Cの面板51,51は正確に位置合わせされ、その状態で外面51,51の境界線部分を摩擦攪拌接合する。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
車体の製作方法
【課題】 2つの部材の突き合わせ部の隙間が大きくても良好な接合ができるようにする。
【解決手段】 2つの部材10、20の突き合わせ部に沿って切削工具60で切削する。切削によって生じた隙間40に補填材30を挿入し、凸部12、22をローラ70で押し、凸部12、22をかしめて補填材30を固定する。次に回転工具80で凸部12、22、補填材30を摩擦攪拌接合する。切削しないで、溶接して補填材を隙間に埋めてもよい。また、切削して、2つの部材を近接させて、摩擦攪拌接合してもよい。
(もっと読む)
高エネルギー密度利用機器用耐熱部材
【課題】 更なる熱伝導性の向上による冷却能の負荷軽減を目指し、接合体をさらに改善し、WとCuやNiのように熱膨張係数の差が大きい異種材料において密着性に優れた、且つ熱伝導性を向上させた接合体等の高エネルギー密度利用機器用耐熱部材とその製造方法とを提供すること。
【解決手段】 高エネルギー密度利用機器用耐熱部材は、タングステン部材10とタングステンよりも熱膨張係数の大きい基材20間の中間層の形成に関し、前記基材20の軟化点以上の温度でタングステン部材10を基材20に圧入接合し、タングステン部材10と中間層および中間層と基材の間に金属的結合を有する。
(もっと読む)
中空押出型材および鉄道車両用構体
【課題】 軽量であり、接合部の剛性を高めた構造の中空押出型材及びその中空押出型材で構成された鉄道車両用構体を提供すること。
【解決手段】 上面板11と下面板12との間に複数の斜面板13を張り渡し、その上面板11、下面板12及び斜面板13によって幅方向断面を三角形としたトラス構造からなるものであって、斜面板のうち幅方向の端に位置する斜面板13aは、傾斜部21と上下方向に屈曲した屈曲部22とから形成され、その屈曲部22とその屈曲部から幅方向に突き出した上面板又は下面板の延長上の自由端部15とが肉厚に形成された中空押出型材1。
(もっと読む)
ガスバーナー装置とそれを用いたガス圧接方法
【課題】 単に機械的なバルブ手段を用いるのみで、圧接しようとする鉄筋径毎に、それに応じた最適熱量の火炎を酸素比を変えることなく容易に形成できるようにした、ガス圧接装置で用いるガスバーナー装置を提供する
【解決手段】 燃料ガス源1と酸素源2とに接続する吹管10と、吹管10に流入する燃料ガスおよび酸素の流量を制御する流量制御手段30と、吹管先端に配置されるリングバーナー20とを備えた、ガス圧接装置で用いるガスバーナー装置であって、流量制御手段30は、燃料ガスと酸素との流量比を変えることなく燃料ガスの流量と酸素の流量とを同時に多段に切り換えることのできる第1バルブ手段40と、該第1バルブ手段40より下流の酸素流路に位置して酸素流量を切り換えることのできる第2バルブ手段100とを備えている。
(もっと読む)
チタンアルミ金属間化合物製部材
【課題】
チタンアルミ金属間化合物製部材の精密機械加工性を改善し、これによって、チタンアルミ金属間化合物の軽量であり、且つ、高強度、高弾性率の特性を活かした精密機械装置の部材の提供を可能ならしめることにある。
【解決手段】
中央先端の凹部に、精密加工が可能で、且つ、熱膨張率が基体11を構成するチタンアルミ金属間化合物よりも大きい金属体12としてのTiをインサート13としてCuメッキ層を介して固相結合によって一体化したものである。そして、その金属体12に精密ネジ孔14を形成して目的の部材とする。
(もっと読む)
タービンブレードを準備するための高強度超合金結合方法
高強度超合金のタービンブレードを修理する方法及び超合金構成要素を結合する方法が提供される。タービンブレードの損傷した区域が、それを予め加熱することなく、溶接される。次いで、溶接されたタービンブレードに高温静水圧圧縮成形処理を施す。この方法は所望のミクロ組織及び丈夫な機械的特性を有する修理されたタービンブレードを生じさせる。 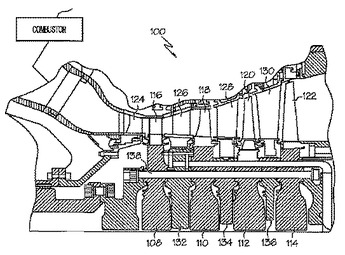 (もっと読む)
(もっと読む)
61 - 80 / 80
[ Back to top ]