
Fターム[4E068BA01]の内容
Fターム[4E068BA01]の下位に属するFターム
加熱パターンによるもの (22)
Fターム[4E068BA01]に分類される特許
1 - 20 / 79
レーザ溶接方法
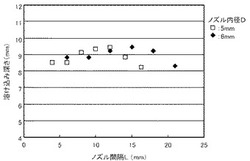
【課題】シールドガスにHe−Ar混合ガスまたはHe―N2混合ガスを用いても、シールドガスにHe単一ガスを用いた場合の溶け込み深さ以上の溶け込み深さを実現することである。
【解決手段】ノズルの先端からレーザビームと同軸にシールドガスを、被溶接材の溶接部に吹き付けながら溶接するレーザ溶接方法であって、シールドガスに、Heの容積割合が30〜90%である、He−Ar混合ガスまたはHe―N2の混合ガスを用い、ノズルの内径Dに対して、ノズル先端と被溶接部材との間隔Lを、2D≦L≦3Dの範囲に設定して溶接するレーザ溶接方法。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法

【課題】溶接部の溶け込み深さを直接測定することで、溶接部の品質の評価を高精度に行うレーザ溶接装置及びレーザ溶接方法を提供することを目的とする。
【解決手段】本発明は、レーザ光で溶接部を溶接するレーザ溶接装置であって、前記レーザ光を照射するレーザ出力手段と、前記レーザ光と波長の異なる光である物体光を前記溶接部に照射すると共に前記溶接部で反射した前記物体光から前記溶接部の溶け込み深さを測定する光干渉計と、前記レーザ出力手段からの前記レーザ光と前記光干渉計からの前記物体光とを同軸にして前記溶接部に照射する光学部材と、測定した前記溶接部の溶け込み深さに基づいて前記溶接部の良否を評価する評価手段と、を備え、前記溶接部における前記物体光のスポット径が前記レーザ光のスポット径よりも大きいことを特徴とするレーザ溶接装置を提供する。
(もっと読む)
建築部材の製造方法
【課題】溶接の後に補修塗料の塗布量を抑えても耐食性が劣ることがないT字溶接継手部を備えためっき鋼板製の建築部材を安価に提供する。
【解決手段】ともにZn系めっきが施されためっき鋼板からなる第一の金属板1に第二の金属板2の端部を垂直に押し当てて形成したT字状継手部3aにおいて、T字状継手部3aを構成する第二の金属板2の端部に、レーザー光7を、第一の金属板1の表面に接触せずに第二の金属板2の端部にのみに当たり、前記第二の金属板2が板厚全体にわたって溶融されるように、小さな傾斜角度αで片側からのみ照射する。
Zn系めっきとして、ZnとAlを含む合金めっきを施したものが用いられる。
(もっと読む)
レーザー肉盛方法、積層構造および耐食性金属クラッド鋼
【課題】金属粉末中のクロム、ニッケルおよびモリブデンの各含有比率を調整せずに、炭素鋼に耐食性処理すること。
【解決手段】SUS312Lからなり炭素鋼2の表面2a側に供給された金属粉末を、該表面2a側を照射するレーザーにより溶融し、該表面2a側にクラッド層3A、3Bを形成する層形成工程を備え、該層形成工程を複数回繰り返してクラッド層3A、3Bを表面2a側に積層することで、複数層のクラッド層3A、3Bからなる積層構造4を形成し、2回目以降の層形成工程の際、レーザーによる溶融を、直前の層形成工程の際に形成されたクラッド層3A、3Bまでに留めておくレーザー肉盛方法を提供する。
(もっと読む)
レーザ溶接形鋼
【課題】T字継手部を備えたレーザ溶接形鋼にあって、形成された溶融部の形状を適正なものとして所望の接合強度、所望の耐食性を確保したレーザ溶接形鋼を提供する。
【解決手段】いずれも鋼板からなるフランジ材に対してウェブ材の端部に垂直に押し当てられて形作られたT字状継手部がレーザ光の片側からの1パス照射によって溶融接合された形鋼であって、当該形鋼長手方向に垂直な断面の溶接部形状を、a:ウェブ材の表溶融幅(溶接側)、b:ウェブ材の裏溶融幅(非溶接側)、c:フランジ材の板圧方向最大溶け込み深さ、d:フランジ材の表溶融幅(溶接側)、e:フランジ材の裏溶融幅(非溶接側)、Tw:ウェブ材の板厚としたとき、a>0mm、b>0mm、c≧0.14Tw、d≧0mm、e≧0mm、a+d≦2mm、b+e≦2mmとした。
(もっと読む)
内視鏡用レーザ溶接方法、及び、内視鏡用レーザ溶接部材
【課題】レーザ照射前に内視鏡の筒状外側部材及びコイル状内側部材に接合のための塑性加工を必要とせず、筒状外側部材とコイル状内側部材との間に接合のための部材を介在させない場合にも、確実にレーザ溶接を行うと共に、レーザ溶接後の内外径の寸法変化をさせない。
【解決手段】筒状外側部材(10)の板厚をh、コイル状内側部材(20)の板厚をhc、筒状外側部材の内側にコイル状内側部材の位置しない場所で筒状外側部材の内外径を変化させないレーザ溶接の最大溶接エネルギーをE1、筒状外側部材とコイル状内側部材の溶接固定を可能とする最小溶接エネルギーをE2とするとき、螺旋状溶接ビードが重ならず、筒状外側部材からコイル状内側部材までの溶接深さHがh<H<h+hcであり、筒状外側部材とコイル状内側部材とを溶接固定し溶接深さが溶接深さHとなる溶接エネルギーEは、E2≦E≦E1の関係を満たすようにする。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
レーザ隅肉溶接方法
【課題】レーザ溶接により板状の第1の被溶接部材を第2の被溶接部材に隅肉溶接するレーザ隅肉溶接方法において、両被接合部材の位置精度を確保しつつ、接合信頼性の高い隅肉溶接を実現する。
【解決手段】第1の被溶接部材10のうち端部よりも内側に寄った部位に貫通穴40を設け、第1の被溶接部材10を第2の被溶接部材20の一面21上に重ねてなる重なり状態においては、貫通穴40を第2の被溶接部材20の一面21上に位置させて貫通穴40の側面41を第2の被溶接部材20の一面21と交差する第1の被溶接部材10の面としてレーザ溶接を行うとともに、第2の被溶接部材20の一面21に突起50を設け、重なり状態において、突起50に第1の被溶接部材10を当てることにより、第2の被溶接部材20の一面21上に重ねられる第1の被溶接部材10の位置を規定する。
(もっと読む)
レーザ溶接方法、パイプ接合体、および、それを用いた燃料噴射弁
【課題】金属製薄肉パイプの重ね合わせ溶接において溶け込み深さを安定させ溶接品質を向上するレーザ溶接方法を提供する。
【解決手段】嵌合工程では金属製の燃料通路部材30の外壁と金属製の第1筒部41の内壁とが対面するよう燃料通路部材30と第1筒部41とを嵌合する。予熱工程では燃料通路部材30と第1筒部41との嵌合面80の温度が燃料通路部材30および第1筒部41の融点より低い第1温度に収束するよう加熱する。溶接工程では、第1筒部41にレーザを照射することで嵌合面80の温度が前記融点以上の第2温度に収束するよう加熱し、当該加熱により嵌合面80近傍を溶融させることで燃料通路部材30と第1筒部41とを接合する。溶接工程において、レーザの出力および照射時間は、第2温度が、嵌合面80近傍が溶融することで生じる溶け込み部81の先端が燃料通路部材30の板厚内に位置する程度の温度となるよう設定される。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】大出力レーザを用いた溶接においてプルームが激しく発生するような条件であっても、溶込み深さの増加と溶け込み深さの安定化を図ることのできるレーザ溶接装置及びレーザ溶接方法を提供する。
【解決手段】レーザ照射によって材料表面にキーホールを形成し溶接を行うレーザ溶接装置であって、レーザを集光して前記材料に照射するための溶接ヘッドと、前記材料の溶接部に、酸化を防止するためのシールドガスを供給するシールドガス供給機構と、前記溶接ヘッドと前記シールドガス供給機構との間に設けられた吸引口からプルームを吸引する吸引機構と、プルームの状態を検出するためのプルーム検知機構と、前記検知機構による検知結果に応じて前記吸引機構による吸引量を変更する制御手段とを具備する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】非破壊で溶接部の溶け込み量を定量的に計測して、溶接品質を評価することができるレーザ溶接装置を提供する。
【解決手段】レーザ溶接装置100は、(a)一定強度のレーザ光を、レーザ光の強度にピークが発生するように変調して、溶接部102に照射し、(b)ピークに応じて溶接部102に発生した超音波105を圧電素子115で検出し、(c)レーザ光の変調時間と照射位置と、超音波105の検出位置と検出時間とに基づいて、溶接部102の溶け込み量を算出し、(d)溶け込み量に基づいて、溶接の良否を判定する。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
溶接方法
【課題】製造コストを低減することができる溶接方法を提供すること。
【解決手段】本発明の一態様は、デフケース10の接合面18とリングギヤ12の接合面20との突き合わせ部24にレーザ光30集光して照射することによって溶接ワイヤ32を溶かしながらデフケース10とリングギヤ12とのレーザ溶接を行う溶接方法において、デフケース10の接合面18とリングギヤ12の接合面20とに開先加工を施さないで、かつ、レーザ光30の集光径を0.2mm以下とすること、を特徴とする。
(もっと読む)
溶接装置及び溶接方法
【課題】製造コストの高騰を抑制しつつ、且つ溶接製品の品質の安定化を図ることができる溶接装置及び溶接方法を提供する。
【解決手段】溶接ワイヤ32の受け部34が形成されるように板材P1〜P3を重ね合わせ、板材P1〜P3の間に形成された受け部34に紐状又は帯状の溶接ワイヤ32を挟入し、挟入された溶接ワイヤ32に溶融熱を供給して溶接ワイヤ32を溶融する。
(もっと読む)
角形密閉電池の製造方法
【課題】高エネルギービーム封口溶接法を用いて製造される角形密閉電池において、高エネルギービーム封口溶接部分の接合強度を向上させる。
【解決手段】外装缶の開口に、端子が取り付けられた封口板を嵌合させ、嵌合部分に高エネルギービームを照射し溶接することにより電池を密閉する角形密閉電池の製造方法において、対向する一対の開口長辺3に、開口他辺よりも高く突き出た突出部4が設けられた角形筒状の外装缶1を作製する工程と、突出部4が封口板端部上面6より外装缶高さ方向に突き出た状態になるようにして、外装缶開口に封口板5を嵌合させる工程と、外装缶1と封口板5の嵌合部分に沿って高エネルギービームを照射し、突出部4をも溶融させつつ嵌合部分全周を溶接するレーザ溶接工程と、を備える。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】アンダーフィルを防止し、かつ良好な品質のレーザ溶接鋼管を高歩留りで効率良く製造する方法を提供する。
【解決手段】焦点位置でのスポット径が0.4mm以下の複数本のレーザビームを用いて、複数本のレーザビームの焦点位置での溶接線に対して垂直方向のスポット長さの合計が0.5mm以上、溶接線方向のスポット中心間距離を5mm以内に配列して溶接を行なう。
(もっと読む)
レーザー溶接装置及びレーザー溶接方法
【課題】フィラーワイヤを供給しながら上下に重ね合わせられた二枚の金属板をレーザー溶接する際に、溶融池の内部形状が変化する場合においても、フィラーワイヤを溶融池内の好適な位置に供給することができ、溶接を安定化させ、二枚の金属板を良好にレーザー溶接することができるレーザー溶接装置及びレーザー溶接方法を提供する。
【解決手段】フィラーワイヤXを供給しながら上下に重ね合わせられた二枚の金属板W1、W2をレーザー溶接する際に、溶融池の上面と溶融池の下面とをそれぞれ撮像し、撮像された溶融池の上面形状と溶融池の下面形状とに基づいて、溶融池の内部形状を推定し、推定された溶融池の内部形状に基づいて溶融池に対するフィラーワイヤXの進入位置及び進入角度を調整するようにしたことを特徴とする。
(もっと読む)
溶接構造体の製造方法
【課題】塗装金属板の非塗装面に非塗装金属板を当接させ、該非塗装金属板側からレーザーを当てて溶接して溶接構造体を製造するにあたり、塗装金属板の塗装面を変色させることなく溶接接合できる溶接構造体の製造方法を提供する。
【解決手段】第一面に塗装が施された塗装金属板と、非塗装金属板を準備し、前記非塗装金属板の第一面を前記塗装金属板の第一面とは反対側の第二面に当接させ、前記非塗装金属板の第一面とは反対側の第二面に、下記(1)式、(2)式を満足するようにレーザーを当てて溶接を行なう。式中、Rはレーザースポット径(mm)、t1は非塗装金属板の
厚み(mm)、t2は塗装金属板の厚み(mm)である。
R≧t1 ・・・(1)
t2/1.05≧R ・・・(2)
(もっと読む)
1 - 20 / 79
[ Back to top ]