
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
741 - 760 / 898
レーザ曲げ加工予測装置、レーザ曲げ加工予測プログラム、レーザ曲げ加工予測方法

【課題】 被加工物の実物がない状態でレーザによる曲げ加工の結果を予測することができるレーザ曲げ加工予測装置、レーザ曲げ加工予測プログラム、レーザ曲げ加工予測方法を提供する。
【解決手段】 レーザによる曲げ加工の結果を予測するレーザ曲げ加工予測装置であって、曲げ加工の加工条件を取得する加工条件取得部1と、加工条件取得部1により取得された加工条件に基づいて、解析モデルを作成する解析モデル作成部3と、解析モデル作成部3により作成された解析モデルに基づいて熱伝導解析と熱応力解析を行うことにより、曲げ加工の解析結果を算出する解析部5とを備えた。
(もっと読む)
レーザブレージング接合工法

【課題】合金化溶融亜鉛めっき鋼板とアルミニウム系板材との接合に際して必要十分な接合強度が得られるレーザブレージング接合方法を提供する。
【解決手段】下側の母材W1である合金化溶融亜鉛めっき鋼板の上に上側の母材W2であるアルミニウム系板材を重ね合わせた上で、下側の母材W1と上側の母材W2の端面eとのなすコーナー部にツインスポット形のレーザ光L1,L2を照射し、ワイヤ8の溶融・凝固によりビード11を形成して母材W1,W2同士を重ねすみ肉接合継手の形態で接合する。後側のレーザ光L2の照射によるワイヤ8の溶融に先行して、前側のレーザ光L1にて下側の母材W1の接合部位のめっき層を除去し、その直後にめっき層を除去した部分を後側のレーザ光L2にて後追いするようにしてワイヤ8を溶融・凝固させる。
(もっと読む)
レーザ加工方法
【課題】 レーザビームにより被加工物の切断加工を行うレーザ加工方法において、ピアシング穴径を縮小し、飛散する溶融金属量を低減し、かつ短時間で貫通穴を形成するレーザ加工方法を得る。
【解決手段】 第1のピアシング条件にてビームを照射する第1の工程と、一旦ビーム照射を停止する第2の工程と、第2のピアシング条件にて再度ビームを照射する第3の工程からピアシング加工を行うことにより、ピアシング中における酸化燃焼反応を抑制し、飛散する溶融金属量を低減させる。
(もっと読む)
ハイブリッドレーザ加工装置
【解決手段】 被加工物2を保持する加工テーブル3をチャンバ4内に気密を保持した状態で収容し、このチャンバ4の上面に液柱Wを噴射すると共に当該液柱Wにレーザ光Lを導光する加工ヘッド9を固定する。
上記チャンバ4には油回転ポンプ11と拡散ポンプ12とを並列に設けた排気手段5が接続されており、油回転ポンプ11を作動させた後に拡散ポンプ12を作動させることで、チャンバ4内を真空状態とする。
チャンバ4内を真空状態とすることで、加工ヘッド9より噴射される液柱Wの周囲に気流が発生しなくなり、当該気流の乱れによる液柱Wの乱れを抑えることができる。
【効果】 径の細い液柱を安定した状態で噴射することが可能となる。
(もっと読む)
レーザ加工方法
【課題】 加工手順として必要なピアッシング孔の穿孔は残しながら、単位加工時間に対して占めるピアッシング孔穿孔時間の割合を減少させ、全加工時間を短縮する。
【解決手段】 1枚の原板2に対して複数の部材からなるネスティングデータ1を生成し、このネスティングデータ1に従ったレーザ加工の切断により、前記複数の部材を材料取りするに際し、ネスティングデータ1におけるピアッシング孔穿孔データを複数の部材切断データ13,15で共通に設け、前記ピアッシング孔穿孔データに基づいて穿孔したピアッシング孔21からこのピアッシング孔穿孔データを共通にする各部材に向けて助走線12を形成するレーザ加工方法である。
(もっと読む)
レーザ・アークハイブリッド溶接方法
【目的】 レーザによる蒸発が多い鋼板や亜鉛メッキ鋼板や各種アルミニウム合金、その他不純物元素の多い鋼板をレーザ・アークハイブリッド溶接するに際し、アークとレーザにより形成されるレーザプルームとの相互作用によって生じるマイナス効果を確実に防止できる溶接方法を提供する。
【構成】 パルスアークの近傍にレーザを照射するレーザ・アークハイブリッド溶接において、アーク電流およびアーク電圧と同期してレーザ出力を変動させるとともに、アーク出力がベース出力からピーク出力に変化する時点よりあらかじめ設定した遅延した時点にレーザ出力をピーク出力からベース出力に変化させる。
(もっと読む)
レーザ溶接方法および装置
【課題】表面に被膜を備えた複数の平板状ワークを重ね合わせてレーザ溶接するレーザ溶接方法および装置において、加熱範囲及び加熱量を容易に調節することができ、ワーク表面に与える損傷を実質的に無くすことができるようにする。
【解決手段】最表層のワークW1に電極2,3を当接して通電し、該ワークW1の電極当接部、又は、該ワークW1の電極当接部と該電極当接部から伝熱される隣接ワークW2の伝熱部とを熱膨張させ、次いで収縮させることにより変形部Qを形成し、該変形部Qを互いに隣接するワークW1,W2から離反させて、重ね合わせたワークW1,W2間に間隙Hを形成し、該間隙Hの間隔が、加熱された被膜の気化により生成する蒸気の揮散可能な広さとなる位置に、レーザビームLを照射させる。
(もっと読む)
レーザー光によるメッキ層剥離方法、加工メッキ鋼板、作業機械の防錆燃料タンク及びレーザー加工機
【課題】 レーザー光によるメッキ層剥離方法、加工メッキ鋼板、作業機械の防錆燃料タンク及びレーザー加工機に関し、簡素な構成でメッキ鋼板の加工工程における生産性及び施工品質をともに向上させる。
【解決手段】 レーザー光を出射するレーザー発振器6,レーザー発振器6から出射された該レーザー光を反射するミラー15,ミラー15で反射された該レーザー光を集光するレンズ7,及びレンズ7によって集光されるレーザー光の焦点位置Aを制御する焦点移動装置8を有するレーザー加工機10と、レーザー加工機10による加工対象物としてのメッキ鋼板1とを用意し、焦点移動装置8によりレーザー発振器6から出射された該レーザー光の焦点位置Aをメッキ鋼板1の表面から該レーザー光の照射方向へずらして照射することでレーザー光の出力強度を調整して、メッキ層2を溶融させる。
(もっと読む)
プレス成形品の製造方法および製造装置
【課題】大掛かりな型が必要なく、温度のコントロールが容易なプレス成形品の製造方法および製造装置を提供する。
【解決手段】 板状の金属材料である被加工部材Wの熱間加工または温間加工によるバーリング加工における、前記被加工部材Wの加熱手段の熱源として、レーザビームLを使用することを特徴とする。
(もっと読む)
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
レーザ加工用表面保護シート
【課題】被着体の表面を保護することができ、かつレーザ切断加工時にドロスが生じ難い、レーザビーム照射面の反対側の面に貼付することを目的とするレーザ加工用表面保護シートを提供すること。
【解決手段】レーザビーム6をワーク2に照射して切断加工を行う際に前記ワーク2のレーザビーム照射面2aの反対側の面に貼付するためのレーザ加工用表面保護シート1であって、基材層とその片面に設けられた粘着剤層とを備え、基材層はJIS K7199(1999)に基づいて290℃で測定される溶融粘度が200Pa・s以下である樹脂材料からなり、基材層の厚さが0.01〜0.12mmである、レーザ加工用表面保護シート1。
(もっと読む)
レーザ溶接方法
【課題】簡単に適正な板間隙間を管理することができ、精度のよいレーザ重ね溶接を行うことのできるレーザ溶接方法を提供する。
【解決手段】レーザ重ね溶接を行う2枚の板材1、2のうちの第1の板材2の板面に一定の段差3を設け、その板材2の段差3のある板面に第2の板材1を前記段差3を跨ぐように重ね合わせて加圧し、前記第1の板材2の段差3の近傍の低い方の段側の板面とその上に重ねた第2の板材1との間に三角形の隙間4ができる領域に対してレーザビーム10を照射してレーザ重ね溶接を行う。
(もっと読む)
亜鉛系めっき鋼板の溶接方法
【課題】 亜鉛系めっき鋼板をアーク溶接又はレーザー溶接する際、溶接箇所裏面に白い粉状の酸化亜鉛が発生・付着すること防止した溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の被溶接箇所裏面に樹脂被覆層を形成した後、表面側から前記溶接箇所をアーク溶接又はレーザー溶接する。めっき層表面に形成された樹脂層により酸素の供給が遮断されるため、溶接の際に酸化亜鉛の生成が抑制され、溶接箇所裏面への白色粉末の付着が抑制される。
(もっと読む)
車両用衝突エネルギ吸収部材の製造方法
【課題】車両用衝突エネルギ吸収部材において衝撃吸収時の潰れ残りを少なくすることである。
【解決手段】エネルギ吸収部材の製造方法は、最初に、オーステナイト相の面積比率Pが0.03以上0.46以下となる鋼板材を準備する(S10)。次に、この鋼板材を用いて、エネルギ吸収部材10を構成する各壁部材を成形する(S12)。そして、各鋼板を組合せ、合わせ面においてレーザ溶接機を用い、レーザ出力Eを1kW以上8kW以下に設定して線溶接により接合(S14)してエネルギ吸収部材を成形する(S16)。
(もっと読む)
レーザ加工機械のミラーの傾き調整のための装置
レーザ加工機械(21)の変向ミラー(33)の傾き調整のための装置(1)が、機械フレーム(32)に固定配置可能な第1の装置部分(2)と、この第1の装置部分(2)に可動に結合されている第2の装置部分(3)とを有している。変向ミラー(33)は、第2の装置部分(3)に取り付けられている。制御ユニットには、傾きセンサ(5)と、電子装置(7)と、伝動モータ(8)とが設けられている。 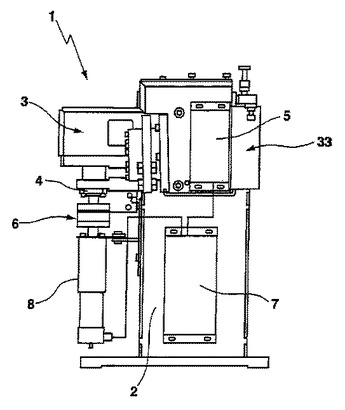 (もっと読む)
(もっと読む)
インターロック管製造装置およびインターロック管の製造方法
【課題】 インターロック管の生産性の向上と、品質の向上を同時に図れるインターロック管の製造装置とその製造方法を提供する。
【解決手段】素材Wをストックして供給するアンコイラー1と、素材Wの両面にオイルを塗付するオイル塗付器2と、素材Wを断面がS字状に成形する多段ロール成形機3と、S字状の素材Wをインターロック管11に成形する、所定角度軸心を傾斜させた回転可能な巻付けロール機4と、前記巻付けロール機4の正面に架台5が設けられ、この架台5に設けられたカット装置6と、から構成されたインターロック管製造装置10であって、前記カット装置6は、カットノズル7dを有し、カットノズル7dから噴射するプラズマ流により加熱溶融するプラズマ切断機7であることを特徴とするインターロック管製造装置10である。
(もっと読む)
レーザ印字方法
【課題】曲面に対してレーザ光のエネルギで明瞭に印字できるレーザ印字方法を得る。
【解決手段】基準平面に対してその接線が交差しかつ該接線と基準平面との交差角が変化する曲面印刷面にレーザ光を照射して印字するレーザ印字方法であって、レーザ光の照射方向を、上記基準平面に対して直交する方向に設定するステップと;レーザ光を微小間隔で平行に照射しながら、印字情報に応じオンオフ変調して印字するステップと;を有し、印字するステップでは、隣り合うレーザ光の照射間隔を、上記交差角が小さい部分より大きい部分において、狭めるレーザ印字方法。
(もっと読む)
レーザを用いたワーク切断方法とレーザ加工装置
【課題】 活物質層が形成されている電極体等の薄いワークを、レーザを用いて良好に切断することができる技術を提供する。
【解決手段】 レーザを用いてワークを切断する方法は、レーザ発振器から出力されたレーザを集光レンズによってワークに集光する工程を備えている。そして、集光レンズの有効口径φと集光レンズの焦点距離fが0.67≦f/φ≦2.67を満たしている。さらに、集光レンズの焦点距離fは、20mm以上であって80mm以下であることが好ましい。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】個々の鋼板の形状ばらつき等に起因する隙間の状態に応じた良好な溶接品質が得られるようし、併せて従来は必須とされた手直し修正工数やラインタクトの遅れ等を解消しためっき鋼板等のレーザ溶接技術を提供する。
【解決手段】亜鉛めっき鋼板製のパネル部品W1,W2同士を重ね合わせてレーザ光Lの照射による溶接を施す際に、部品W1,W2同士の間に微小な隙間を確保するためにレーザ光照射位置Pの近傍を加圧ピン11にて加圧矯正する。同時に溶接状態をプラズマモニタリング方式にてリアルタイムで監視して、溶接状態変化の有無判定を行う。その有無判定結果に応じ、光学系に介在させた偏向板12を適宜回転させて、溶接条件であるレーザ光照射位置Pと加圧ピン11による加圧矯正位置となすオフセット量Mを変化させる。
(もっと読む)
ピアス加工方法及びレーザ加工装置
【課題】 過剰燃焼等を生じることなくピアス加工を行うことのできるピアス加工方法及びレーザ加工装置を提供する。
【解決手段】 レーザ光LBをワーク表面に照射してピアス加工を行うとき、アシストガスとして窒素ガス13を噴射して初期加工を行い、次にアシストガスを酸素ガス15に切替えてピアス加工を行うものであり、窒素ガス13をアシストガスとして噴射するときのレーザ光LBの出力を、酸素ガス15をアシストガスとして噴射するときのレーザ出力よりも大出力にしてある。そして、レーザ加工装置は、ワークWのピアス加工時の初期加工時にはアシストガスとして窒素ガス13を使用しかつレーザ出力を大出力に制御し、所定時間経過後にアシストガスを酸素ガス15に切換えかつレーザ出力を前記出力よりも小出力に制御する構成である。
(もっと読む)
741 - 760 / 898
[ Back to top ]