
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
821 - 840 / 898
レーザー加工用保護シート

【課題】 レーザー光の赤外吸収アブレーションにより被加工物を加工する場合に、分解物による被加工物表面の汚染を効果的に抑制することのできるレーザー加工用保護シートを提供すること。また、前記レーザー加工用保護シートを用いたレーザー加工品の製造方法を提供すること。
【解決手段】 レーザー光の赤外吸収アブレーションにより被加工物を加工する際に使用するレーザー加工用保護シートであって、前記保護シートは、少なくとも基材を有しており、かつ前記基材のエッチング率(エッチング速度/エネルギーフルエンス)が2×10−4〔(μm/pulse)/(J/cm2)〕以上であることを特徴とするレーザー加工用保護シート。
(もっと読む)
レーザー加工用粘着シート

【課題】 レーザー光の多光子吸収アブレーションにより被加工物を加工する場合に、高精細・高精度に加工でき、かつ分解物による被加工物表面の汚染を効果的に抑制することのできるレーザー加工用粘着シートを提供すること。また、前記レーザー加工用粘着シートを用いて生産効率よくかつ容易にレーザー加工品を製造する方法を提供すること。
【解決手段】 レーザー光の多光子吸収アブレーションにより被加工物を加工する際に使用するレーザー加工用粘着シートにおいて、前記粘着シートは、基材上に少なくとも粘着剤層が設けられているものであり、前記基材は、パルス幅が10−12秒以下の超短パルスレーザー光を照射した際のエッチング率(エッチング速度/エネルギーフルエンス)が0.4〔(μm/pulse)/(J/cm2)〕未満であることを特徴とするレーザー加工用粘着シート。
(もっと読む)
材料プレート、特に金属シートをレーザーで切断するための方法、及び前記方法を実行する切断システム
材料プレート(13a、13b)、特に金属シートをレーザーで切断する方法が開示されている。この方法によれば、切断される材料プレート(13a、13b)は、実質的に垂直な切断位置(SP1、SP2)に最初に運び込まれ、レーザー切断装置(14、15、16)によって一方の側から切断される。機械の中断時間を著しく短縮するために、異なった切断位置(SP1、SP2)に配置された材料プレート(13a、13b)が順番に切断されている間、材料プレート(13a、13b)は、同一のレーザー切断装置(14、15、16)が到達することのできる、2つ以上の異なった切断位置(SP1、SP2)に配置される。
 (もっと読む)
(もっと読む)
ブランクピアス加工方法およびブランク加工用治具
【課題】ワークの材質、表面処理等の仕様が変わる毎のワーク加工基準位置の設定作業時間を少なくして生産性を向上させ、しかもワークの熱膨張による製品の外周輪郭位置のずれを極小にするブランクピアス加工方法およびブランク加工用治具を提供する。
【解決手段】ブランク加工は、ウエイティングステーションおよび加工ステーションを備えたレーザ切断加工機を使用し、前記ウエイティングステーションに前記レーザ切断加工治具5を固着する工程と、前記レーザ切断加工治具に立設した丸ピン54に、ワーク1に穿設したワーク基準穴11を嵌合するとともに、前記レーザ切断加工治具5に立設した他の丸ピン54に、ワーク1に穿設した長丸穴12を嵌合し、次いで、これ等が前記ウエイティングステーションから前記加工ステーションに移動された後、前記ワーク基準穴11から最も離れた前記ワーク部位からブランク加工を開始する工程とを、含むことを特徴とする。
(もっと読む)
スルーホールを有する医薬用金属部品を提供する方法
金属部品、特に薬剤エアゾール送出装置等の医薬用装置の金属部品であって、その部品の第1面(10)から第2面(20)まで軸線に沿って延在しかつ側壁を有するスルーホールを有する金属部品であり、側壁(30)が第1面および第2面(10)を通る上記軸線に沿った平面断面において、円、卵形または楕円の切片(16)の弧に略対応する幾何学形状を有し、上記切片(16)の弦(17)の端点(11、12)が、側壁(30)(「湾曲側壁」)の第1面(10)および第2面(20)との交差点に位置する、金属部品。金属部品に湾曲側壁を有するスルーホールを提供する方法であって、第1面のホールの入口に、ホールに近接する材料を溶融させるために十分なエネルギーを有するレーザ光のパルスを向けるステップであって、そのレーザ光が集束され、その集束レーザ光の焦点面が、そのレーザ光の光源と第1面との間でスルーホールの上記軸線に対して実質的に垂直に配置され、一方で、スルーホールを通るガスの流れを提供する、ステップ、を含む方法。 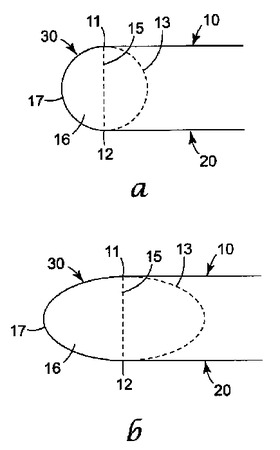 (もっと読む)
(もっと読む)
レーザ溶接部の品質判定装置および方法、並びに、レーザ溶接部の品質判定プログラムを記録した媒体
【課題】 従来、レーザ重ね溶接は被溶接材の重ねギャップの変動によりレーザ溶接部の品質が変化していたが、レーザ溶接部の品質判定は十分に満足の行くものではなかった。
【解決手段】 被溶接材M1,M2にレーザ光LBを照射して行う重ね溶接におけるレーザ溶接部MPの品質を判定するレーザ溶接部の品質判定装置であって、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記照射されるレーザ光に対して同軸上で検出する第1の光検出器2と、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記被溶接材の表面に対して所定の角度で検出する第2の光検出器5と、前記第1の光検出器からの第1の光検出信号および前記第2の光検出器からの第2の光検出信号を受け取って前記レーザ溶接部の品質判定を行う品質判定手段4と、を備えるように構成する。
(もっと読む)
溶接品、溶接方法及び溶接補助装置
【課題】溶接凝固部の溶け込み深さを深くでき、強度の信頼性を高めるのに有利な溶接品、溶接方法及び溶接補助装置を提供する。
【解決手段】溶接品は、縁部11,21同士を重ね合わせた複数の板体1,2と、複数の板体1,2を接合する溶接凝固部5とを備えている。溶接凝固部5の溶け込み深さをHAミリメートルとし、一枚の板体の縁部の厚みをt1ミリメートルとしたとき、HA/t1=2〜20に設定されており、溶接凝固部の溶け込み深さ/板体の厚みの比が大きく設定されている。
(もっと読む)
磁気特性の優れた方向性電磁鋼板とその製造方法
本発明は、極小集光されたレーザビームの走査照射により、極力鉄損の低い方向性電磁鋼板とその製造方法を提供するもので、TEM00モードであり、発振波長λが1.07≦λ≦2.10μmの連続発振ファイバーレーザを、鋼板の圧延方向に対して概垂直で、且つ概一定間隔で走査照射して磁気特性を改善した方向性電磁鋼板とその製造方法であり、照射ビームの圧延方向集光径d[mm]、レーザビームの走査線速度V[mm/s]、レーザの平均出力P[W]、形成された照射痕幅または環流磁区幅W1[mm]、照射痕の圧延方向ピッチP1[mm]が以下の範囲である。 0<d≦0.20 0.001≦P/V≦0.012 0<W1≦0.20 1.5≦P1≦11.0  (もっと読む)
(もっと読む)
レーザ溶接部の品質判定装置および方法、並びに、レーザ溶接部の品質判定プログラムを記録した媒体
【課題】 従来、レーザ重ね溶接は被溶接材の重ねギャップの変動によりレーザ溶接部の品質が変化していたが、レーザ溶接部の品質判定は十分に満足の行くものではなかった。
【解決手段】 被溶接材M1,M2に対してレーザ光LBを移動しながら照射して行う重ね溶接におけるレーザ溶接部の品質を判定するレーザ溶接部の品質判定装置であって、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記照射されるレーザ光に対して同軸上で、且つ、前記レーザ光の移動方向における異なる位置で検出する光検出器5と、前記光検出器から出力される前記レーザ光の移動方向における異なる位置で検出された光検出信号を受け取って前記レーザ溶接部の品質判定を行う品質判定手段4と、を備えるように構成する。
(もっと読む)
高エネルギ密度ビーム溶接品、高エネルギ密度ビーム溶接方法、溶接方法、溶接補助装置
【課題】溶接凝固部の強度の信頼性を高めるのに有利な高エネルギ密度ビーム溶接品、高エネルギ密度ビーム溶接方法、溶接方法及び溶接補助治具を提供する。
【解決手段】溶接品は、高エネルギ密度ビームにより形成した溶接凝固部により複数の板体1,2を合わせた状態で接合して構成されている。溶接凝固部は外方に露出している。複数の板体1,2を合わせると共に、合わせた複数の板体1,2のうち少なくとも片面側に当接壁体3,4を当てがう。次に、高エネルギ密度ビームを照射して溶融部分を形成し、溶融部分を当接壁体3,4で保持しつつ凝固させて溶接凝固部を形成する。
(もっと読む)
評価対象機器のサンプル採取・母材補修装置、およびその方法
【課題】実機のサンプル採取部位を機械的な手段によって切削するために、微小なサンプルを採取することが困難であり、比較的に大きなサンプルならざるをえない。このため、サンプルの採取によって実機の受ける損傷も比較的大きく、採取後の補修も困難である。
【解決手段】評価対象の機器4からサンプル39を取出すために、機器表面にレーザービームを照射してサンプル取出し用の環状溝を加工し、かつ、サンプル取出し後に形成された母材の掘孔Hをレーザービームの照射により溶接補修するレーザー加工装置2と、レーザービームによって溝加工および堀孔の溶接補修を行う際、照射部位の周囲に冷却媒体を噴射する冷却装置と3、加工された環状溝内に挿入される形状に形成され、かつ先端部にサンプルの根元部分を溶解し母材から根切るための放電部を有する支持体34と、母材から根切りされたサンプル39を環状溝から取出す取出部36とを有するサンプル取出装置5とを備えるようにした。
(もっと読む)
レーザ加工装置
【課題】 焦点距離を変更したことと同様の効果が得られるレーザ加工装置を提供する。
【解決手段】 集光レンズ20aに入射されたレーザビームのうち平面部24aに入射された部分は、集光されないのでそのまま平行光としてワーク12上の集光点14に照射され、レーザ加工において補助的役割を果たす。一方曲面部22aに入射されたレーザビームの部分は、集光点14の外周付近に集光されて照射される。
(もっと読む)
ステンレス鋼製容器およびその製造方法
【課題】ステンレス鋼化してもすきま腐食の発生を防止することができることはもちろん、特別の防錆処理を不要とし、もって耐久性の向上とコスト低減とに大きく寄与するステンレス鋼製容器とその製造方法を提供する。
【解決手段】フェライト系ステンレス鋼板から成形された上側容器構成部材1と下側容器構成部材2とを、相互にフランジ3,4を重ね合せ、この重ね合せ部の端面に対向する方向に配置したレーザトーチ6から該端面に向けてレーザ光を照射して、フランジ3、4の表面から露出しないように溶接部7を形成し、フランジ3,4の重ね合せ部の端縁部を塞いで、内部への水の浸入を防ぐ。
(もっと読む)
衝撃吸収特性に優れた衝撃吸収部材およびその溶接方法
【課題】 自動車などに適用される衝撃吸収部材の圧潰形態及び溶接強度との観点からレーザ溶接部形状の最適化を図り、衝撃吸収特性に優れた衝撃吸収部材およびその溶接方法を提供する
【解決手段】少なくとも一方がハット型断面形状鋼板からなる閉断面構造の衝撃吸収部材において、前記ハット型断面形状鋼板のフランジ部の長手方向に沿って断続的に形成された溶接ビードの1箇所当たりの溶接長Lと溶接ピッチλの比(L/λ)が0.2以上0.95以下であり、かつ前記フランジ部の重ね合わせ面での溶融幅Wと板厚tの比(W/t)が1.0以上、3.0以下である衝撃吸収特性に優れた衝撃吸収部材およびその溶接方法。
(もっと読む)
レーザビームろう接法
【課題】 ガス噴射手段などを付加することなく、ろう材を効率よく熱することができる技術を提供することを課題とする。
【解決手段】 図(a)は算術平均粗さRaと必要レーザ出力の関係を示すグラフであるが、横軸で0〜0.5μmの範囲では、必要レーザ出力が急激に変化した。また、横軸で4.5μmを超える範囲では、必要レーザ出力が急増する。逆に、横軸で0.5μm〜4.5μmの範囲では、70%以下のレーザ出力に安定的に抑えることができる。
【効果】 入熱効率が高まれば、より短時間でろう材を溶かすことができるため、接合作業の生産性を高めることができる。また、入熱効率が高まれば、ガス噴射手段などを付加しないで、レーザ出力を下げることができ、レーザ照射装置の小型化が可能となる。
(もっと読む)
第1のパネルを第2のパネルに溶接するための溶接装置およびその溶接方法
【課題】隠れて離れた接触位置において第1の部品を第2の部品にビーム溶接する溶接装置および溶接方法を提供する。
【解決手段】本発明の溶接装置およびその溶接方法は第1のパネル24を第2のパネル22に溶接するために用いられる。上記第1のパネル24は上記第2のパネル22に部分的に接触する内側面34と反対位置の外側面36とを有する。溶接装置は溶接ビームを生成する手段を備える。溶接装置は上記第1のパネル24の内側面34上の圧力を上記外側面36上の隣接圧力よりも低下させることにより、上記第2のパネル22に接触しない上記第1のパネル24の第1の部分40に沿って上記第1のパネル24を第2の部分42よりも内側に変形させる手段を備える。溶接装置は上記第1の部分40もしくは上記第2の部分42のうちの少なくとも1つの変形に基づいて位置決めをする手段を備える。
(もっと読む)
2つの溶接部分のすみ肉による溶接方法およびこのための傾斜先細り縁領域を有する溶接部分
本発明は、2つの溶接部分のすみ肉(11)による溶接方法において、第1の溶接部分(1)が、すみ肉(11)により溶接されるべきコーナーの少なくとも縁領域内の当接面により、第2の溶接部分(3)の当接面と接触させられ、およびそれに続いて、溶接過程の間に、溶接エネルギーが、第1の溶接部分(1)の縁から所定の距離を有するエネルギー供給領域内における、第1の溶接部分(1)の、当接面とは反対側の面のみに供給される、2つの溶接部分のすみ肉(11)による溶接方法に関するものである。溶接エネルギーの供給は一方向に行われ、第1の溶接部分(1)の内側領域を向く方向の、形成されるべきすみ肉(11)の延長線に対して直角方向を向くその方向成分が、第1および第2の溶接部分(3)の当接面の接触面と、90°より小さい溶接角を形成する。溶接エネルギーは、少なくとも第1の溶接部分(1)のエネルギー供給領域および第1の溶接部分のエネルギー供給領域に隣接する、第2の溶接部分(3)の十分な領域と、および、さらに、エネルギー供給領域と第1の溶接部分(1)の縁との間に存在する材料供給領域とが、溶解され且つ相互に溶着されるまでの間供給される。さらに、本発明は、本方法を実行するための溶接部分と、並びに少なくとも1つのパワー半導体構造要素の冷却体と溶接されている導体路を有する電気構造ユニットとに関するものである。 (もっと読む)
金属材料及び金属クラッド材の溶接継手及び鋳造材のレーザピーニング処理
【課題】
各種金属材料や金属クラッド材を溶接すると、その溶接部は高温に加熱されるため、材質の変化が生じ、溶接金属または熱影響部が軟化したり、靭性や耐食性などが、著しく低下する。よって、溶接継手の継手効率が50%から80%にも低下する。また、表面に余盛部ができ、残留応力が生じ、使用時にその止端部から疲労亀裂や応力腐食割れが発生する。
【解決手段】
本発明は上記課題を解決する方法を提案するもので、溶接部および鋳造材などを短パルス高ピーク出力のレーザで高圧力のプラズマを発生させ衝撃波で材料表面をピーニングし微細変形させ、圧縮残留応力を得ることにより 溶接継手や鋳造材の強度を高め、疲労強度や耐食性などを改善する方法である。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材を使用せずに、レーザ溶接することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをレーザ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2をレーザ照射源側に配置してアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、ろう材及びフラックスを使用せずにレーザ光を照射する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とを接合する。
(もっと読む)
レーザービームを用いた材料切断方法
本発明はレーザービームを用いた材料切断方法に関し、レーザービームは内側端を有する切断ノズルを備えた切断ヘッドから出射し、切断前面に吸収される。レーザービームの軸は加工物の切断方向内の固定された方向の切断線に沿って、加工物と関連して移動する。本方法は切断ヘッドの位置(p)が時間的平均値に関して変調される、または切断ヘッドのレーザーパワーとガス圧が変調されるところに特徴がある。 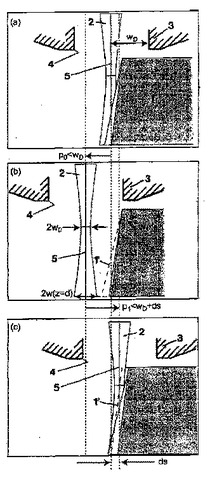 (もっと読む)
(もっと読む)
821 - 840 / 898
[ Back to top ]