
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
781 - 800 / 898
ライニング鋼板の切断装置及び切断方法

【課題】 コンクリートやモルタル等の下地材表面に接して施工されたステンレス鋼板等のライニング鋼板の切断時に発生する切断生成物の飛散や付着を防止し、効率よくライニング鋼板を切断することができるライニング鋼板の切断装置及び切断方法を提供する。
【解決手段】 コンクリート下地材表面に接して施工されたライニング鋼板21を切断するため、レーザ加工ヘッド13のノズル15から所定エネルギー密度でレーザ光を照射するとともに、所定流量で注入された切断用アシストガスを吹き付ける。そして、ライニング鋼板21から発生して飛散した切断生成物をレーザ加工ヘッド13に固定された回収フード31で形成された略閉空間内に保持し、排気用ブロワ35で当該切断生成物を排出して回収する。
(もっと読む)
実質的に物質を除去しないスケールの製造方法および装置
読取装置のための計量スケールを製造する方法は、スケール用基板(12)にレーザー光線を導くことを含む。レーザーパラメータは、レーザー光線が入射するスケール用基板(12)の局所が変位され、従って、目盛り線(16、20、22)を作るというものである。  (もっと読む)
(もっと読む)
低炭素鋼と、高炭素鋼との溶接
溶接部(6、26)が、低炭素鋼の薄い肉盛溶接(4)を、少なくとも溶接部が形成される表面に沿って高炭素鋼を含有する基板(2)へ接合する。上記溶接部は、融接(融解)または固体状態拡散によって生じさせることができる。いずれにおいても、上記溶接部の周りの基板中に熱影響域(HAZ)(18、30)が形成される。上記HAZは、十分なオーステナイトおよび、ことによってはベイナイトも含有し、HAZを比較的延性があり、耐亀裂性がある状態とする。上記溶接部に隣接する領域においては、HAZは58HRCを超えない硬度を有する。上記溶接部は、高エネルギービームまたは抵抗溶接装置によって形成することができる。 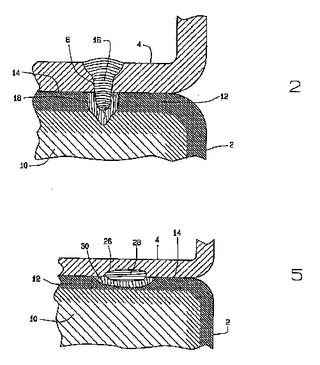 (もっと読む)
(もっと読む)
材料加工用のレーザ装置
希土類添加ファイバ(1)、レーザダイオードソース(2)、ショートパルスレーザ(18)、及びコントローラ(9)を有し、希土類添加ファイバ(1)が、レーザダイオードソース(2)によって励起されて光放射(10)を供給し、この希土類添加ファイバ(1)によって放出された光放射(10)とショートパルスレーザ(18)によって放出された光放射(11)を合成する材料加工用の装置であって、この装置は、コントローラ(9)が、希土類添加ファイバ(1)から放出された光放射(10)をショートパルスレーザ(18)によって放出された光放射(11)と同期化させてプリパルス(21)とメインパルス(22)を有する複数のパルス(5)を供給し、プリパルス(21)の平均ピークパワー(23)がメインパルス(22)のピークパワー(24)を上回っていることを特徴としている。  (もっと読む)
(もっと読む)
張り出し部を備えた溶接用突起を有する構成部分および、溶接用突起を備えた構成部分を有するランプハウジング部分
第1の構成部分が開示されている。ここでこの第1の構成部分は、殊にレーザ放射溶接のための溶接用突起(8)を有しており、この溶接用突起は型押し加工部(10)を有しており、当該型押し加工部は第1の構成部分(4)内に配置されており、少なくとも第2の構成部分(6)と溶接可能である。本発明では前記溶接用突起(8)は張り出し部(14)を有しており、溶接のために当該張り出し部を介して前記第2の構成部分(6)に当接される。本発明はさらに、このような溶接用突起(8)を有する、ランプ口金用の遮蔽ハウジング(1)に関する。  (もっと読む)
(もっと読む)
保護層で被覆されたシートをレーザ透過溶着により接合する方法
本発明は、レーザ透過溶着によって少なくとも2枚のシート(1、2、6)を接合する方法であって、少なくとも1枚のシート(2、6)を金属保護層で被覆する方法に関する。本発明の方法は、少なくとも1枚の溶接可能なシート(2、6)の片側に、所定の経路に沿って点状の変形部を形成することにより突起(3)を形成すること、シート(1、2、6)を、前記突起(3)が他方の溶接可能なシートに向かって突出するように重ね合わせること、前記シートが突起(3)領域で互いに接するように、所定の経路の両側に配置された挟持手段(4)によってシート(1、2、6)を互いに押圧するように保持すること、並びに、変形部ごとに予め設定された長さ(L)に沿って連続的且つ透過的に適用されるレーザ光線を用いてシートアセンブリを溶接することを含む。 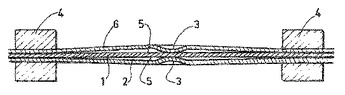 (もっと読む)
(もっと読む)
耐遅れ破壊特性に優れた高強度ボルトおよびその製造方法

【課題】 耐遅れ破壊特性に優れた引張強さ1400MPa以上の高強度ボルトおよびその製造方法を提供する。
【解決手段】 本発明ボルトは、質量%で、C:0.15〜0.6%、Si:0.05〜2%、Mn:0.1〜2%、Al:0.002〜0.1%を含有し、更にCr:0.05〜2%、Mo:0.05〜3%、V:0.05〜1%、Ti:0.01〜0.1%、Nb:0.01〜0.1%の1種または2種以上を含有し、残部Feおよび不可避不純物からなり、引張強さが1400MPa以上で、圧縮残留応力が引張強さの20〜95%であり、表面の十点平均粗さが10μm以下であることを特徴とする。また、その製造方法は、所定強度に調整されたボルトを液体中に浸漬し、または該ボルト表面に液体の膜を形成し、該ボルト表面にパルスレーザービームを集光、照射して、該ボルト表面に引張強さの20〜95%の圧縮残留応力を発生させることを特徴とする。
(もっと読む)
アイレス縫合針の製造方法
【課題】 針径が150μm未満の細い縫合針の端面に良好な穴をあけることができるアイレス針の製造方法を提案する。
【解決手段】 ステンレス鋼製アイレス縫合針の端面に、縫合糸の一端を挿入しかしめ固定するための穴を形成して製造するアイレス針の製造方法において、150μm未満の所望の縫合針の針径より6〜20μm太い針材の端面に、レーザー光を1ショット照射することによって穴あけをし、その後、電解研磨又は化学研磨によって前記所望の針径より太い部分を除去する。
(もっと読む)
鍔付軸部材及びその製造方法
【課題】 簡単な構造で耐摩耗性、耐靱性のある鍔付軸部材を得る。
【解決手段】 軸部材に鍔部材が嵌着してなる鍔付軸部材において、鍔部材の両面側の嵌着部位もしくはいずれか一方の片面側の嵌着部位を斜め方向30°〜70°の範囲からレーザ照射して一周に渡って溶着する。レーザ照射の時間は1〜5secの連続照射で行う。溶着後は、溶着部の内部歪みを開放するために180°〜220°Cでの1〜2時間の焼き戻しを行う。
(もっと読む)
レーザー溶接可否判定装置及びレーザー溶接装置
【課題】 レーザー溶接装置の不具合によるレーザー溶接の溶接不良発生を防止可能とするレーザー溶接可否判定装置の提供。
【解決手段】 レーザー溶接装置1のレーザー発振器3から発振されるレーザー光Rが照射される金属板12と、レーザー光Rが照射された金属板12の温度変化及び温度分布を検出する温度検出器14と、温度検出器14が金属板12の温度変化からレーザー光Rのエネルギーを算出し、算出したレーザー光Rのエネルギーと温度検出器14が検出した金属板12の温度分布とに基づいて、レーザー溶接の可否を判定する判定部16とからレーザー溶接可否判定装置10を構成する。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】キーホール溶接をしつつ、副ビームによりキーホールに対して深さ方向に均等なプロファイルを有するエネルギ投入をして、溶接欠陥の発生を防止する。
【解決手段】 レーザ光源210から出力されてズーム機構240により径が調整された主ビームBmと、レーザ光源(複数の半導体レーザ等)220から出力されビーム集光特性調整部(ズーム機構,レンズ差し替え機構,光ファイバ位置変換機構等)250により径が調整された複数の波長の異なる副ビームBs1〜Bs3は、ビーム重畳部260のダイクロイックミラー261にて重畳される。重畳されたビームBs1〜Bs3,Bmは、集光部270の集光レンズ271にて集光されて被加工物100に照射される。このとき、集光レンズ271の色収差により、波長の異なるビームBs1〜Bs3,Bmの焦点位置F1,F2,F3,F0は、被加工物100の厚さ方向に関して異なる。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 保護シートSと板材Wの表面との間におけるアシストガスの侵入を防止して、保護シートSの部分的な膨らみをなくすと共に、保護シートSの焼き焦げが板材Wの裏面にこびり付くことがなくして、後処理を簡略化する。
【解決手段】
エアを供給するエアコンプレッサ41に接続されかつエアを乾燥させるエアドライヤー39と;エアドライヤー39に接続されかつ乾燥させたエアを氷点下以下の温度まで冷却する熱交換器47と;熱交換器47に接続されかつ板材Wの被加工部付近に向かって冷却したエアを噴射するエアノズル51,55,59と;を具備したこと。
(もっと読む)
金属板の接合方法
【課題】レーザ溶接と接着剤による接合とを併用することを前提として、ポロシティの発生をなくして接合強度の向上を図った金属板の接合方法を提供する。
【解決手段】車体パネル1,2のフランジ部3,4同士を接合するにあたり、フランジ部3の根元部に棚状の補助パネル5を予め添設し、フランジ部3と補助パネル5とのなすコーナー部に発泡性熱硬化型接着剤8を塗布する。フランジ部3,4同士を重ね合わせた上でレーザ溶接部位6にレーザ溶接を施して接合する。同時にレーザ溶接に伴って発生する熱により接着剤8を発泡・硬化させて接合する。
(もっと読む)
メタルマスクの製造方法およびメタルマスク
【課題】 本発明は、マスクシートをフレームに固定した後においても開口部の位置を修正することができ、またマスクシートの張力のバラツキを抑えることが可能なメタルマスクの製造方法およびメタルマスクを提供することを目的とする。
【解決手段】 本発明のメタルマスク10の製造方法は、複数の開口部を有するマスクシート12およびマスクシート12を取り付けるフレーム14を準備する。(2)マスクシート12の端部をフレーム14に固定する。(3)マスクシート12の開口部が所望の位置にあるか否かを確認する。(4)開口部の位置がずれていれば、例えばマスクシート12にレーザー18を照射する等の手段により、マスクシート12を収縮させて開口部の位置を移動させる。
(もっと読む)
プレート型熱変換器の製造方法及び関連装置
【課題】従来技術でもたらされる欠陥を簡便かつ効果的に解消することができるプレート型熱交換器の製造方法を提供することを目的とする。
【解決手段】
一対の金属プレートを並置し、前記並置したプレートの少なくとも外辺部を互いに溶接し、作用熱交換流体を横断させるために、前記金属プレート間で内部チャンバを規定することを含み、前記並置したプレートの溶接を、前記金属プレートのそれぞれに直接的に熱を供給することによって行うことを特徴とするプレート型熱交換器の製造方法。
(もっと読む)
重ねレーザ溶接方法
【課題】成形品部が複雑形状であってもその成形品部に一体に形成された被溶接部としてのフランジ部に対して、フランジ部間における隙間を低減させて溶接品質の向上を図りつつ、容易にレーザ溶接する。
【解決手段】第1〜第3成形品部11、21、31と、第1〜第3フランジ部12、22、32とを有する3枚の鋼板品10、20、30を重ね合わせる。このとき、第1、第2フランジ部12、22に設けられた第1、第2湾曲部14、24の第1、第2凸曲面13、23が第3フランジ部との重ね合わせ面となるように第1、第2凸曲面13、23を内側に向ける。第1湾曲部14の両端部近傍に位置する両荷重点としての仮溶接打点を仮付け溶接して、第1、第2凸曲面13、23が平面となるように第1、第2湾曲部14、24を変形させ、重ね合わせ面同士に押圧力が作用した荷重状態を保持しながら、フランジ部をレーザ溶接する。
(もっと読む)
超短パルスレーザによるレーザ改質方法
【課題】被加工物の表面の特性改質、改質性能の制御、及び任意の改質領域のマスクレス形成を可能とし、超微細構造と周期構造である微細パターンとを兼ね備えた微細表面構造を形成して表面改質を行えるようにすること。
【解決手段】レーザ改質を施す材料表面に超短パルスレーザを照射することで、該照射を行うスポット内に超微細構造を形成し、上記スポットをスキャンするスポットスキャンを行うことで、上記材料表面に微細パターンを形成して、上記材料表面の表面改質を行う。
(もっと読む)
中性子照射材の溶接方法
【課題】溶加材と中性子照射材とが溶融してなる溶接金属内に生じるポロシティの数量を減少させると共に、その大きさを縮小させる中性子照射材の溶接方法を提供することにある。
【解決手段】溶加材(図示せず)を添加しながら中性子照射材1を溶接し、前記溶加材と中性子照射材1とが溶融してなる溶接金属2を、前記溶加材を添加せずに再溶融溶接したことにより、溶接金属2内のポロシティ3aを大気中に浮上させて、再溶融した溶接金属4内のポロシティ3bの数量を減少させると共に、その大きさを縮小させた。
(もっと読む)
鋼板のレーザ切断法
【課題】本発明は、造船,土木,建築,橋梁,建設機械,タンク,鋼管等の溶接構造物に用いられる厚鋼板の切断法として好適な、鋼板のレーザ切断法を提供する。
【解決手段】水平に載置した鋼板、好ましくは化学成分がC:0.01-0.20mass%、Si:0.80mass%以下、Mn:0.4-2.5mass%、P:0.03mass%以下、S:0.01mass%以下、Al:0.15mass%以下、N:0.01mass%以下、O:0.007mass%以下、必要に応じてTi、Cu、Ni、Cr、Mo、Nb、V、B、Ca、Mg、REMの1種または2種以上、更に好ましくはスケール界面から地鉄中に0.5μm以上の選択酸化厚みを有し、成分組成におけるSi含有量が、0.35mass%以上、0.80mass%以下の鋼板を、後退角5°〜30°でレーザ切断する。
(もっと読む)
橋脚の角継手構造及び角継手工法
【課題】 残留応力や熱変形等の抑制、溶接作業の省力化及び溶接材料の削減を図りながら高い耐震性能を確保可能な橋脚の角継手構造及び角継手工法を提供する。
【解決手段】 橋脚の角継手構造を構成する隣り合う厚板鋼板10a,10bのうち一方の厚板鋼板10aの端面20に開先22を形成し、該開先のルート部24にレーザー溶接を施工するとともに、拡開部26,28にアーク溶接を施工して溶接金属40を装填する。
(もっと読む)
781 - 800 / 898
[ Back to top ]