
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
761 - 780 / 898
プレコート金属板の接合方法

【課題】高い生産性で、安定して高い継手強度の得られるプレコート金属板の接合方法を提供する。
【解決手段】少なくとも片面に導電性のない被覆層が形成されている金属板同士を、または少なくとも片面に導電性のない被覆層が形成されている金属板と導電性のある金属板を、重ね隅肉接合するに際し、2本のレーザビームを用い、導電性のない被覆層が形成されている金属板の接合すべき部位に第1のレーザビームを照射して被覆層を除去し、被覆層の除去された金属板の部位に接合用ワイヤを供給し、接合用ワイヤを第2のレーザビームの照射により溶融させて接合することを特徴とするプレコート金属板の接合方法。
(もっと読む)
ガスタービンに適用される超合金を接合するためのシム利用レーザービーム溶接方法

【課題】 ニッケル系超合金、コバルト系超合金及び鉄系超合金を接合するためのレーザービーム溶接方法を提供する
【解決手段】 少なくとも2つの隣接する超合金構成要素(12、14)をレーザービーム溶接する方法は、(a)裏当て板なしで、1対の接合面(18、20)に沿って構成要素を整列することと;(b)接合面の間に超合金シム(16)を配置することと;(c)接合面に沿った超合金構成要素の複数の部分を超合金シムと混合させるレーザービームを使用して、構成要素を一体に溶接し、構成要素の間に突合せ溶接部(22)を形成するために、構成要素を冷却することとを含む。
(もっと読む)
プレコート金属板の接合方法
【課題】高い生産性で、安定して高い継手強度の得られるプレコート金属板の接合方法を提供する。
【解決手段】少なくとも片面に導電性のない被覆層が形成されている金属板同士を、または少なくとも片面に導電性のない被覆層が形成されている金属板と導電性のある金属板を、重ね隅肉接合するに際し、導電性のない被覆層が形成されている金属板の接合すべき部位にレーザビームを照射して被覆層を除去し、被覆層の除去された金属板の部位に接合用ワイヤを供給し、接合用ワイヤをレーザビームの照射により溶融させて接合することを特徴とするプレコート金属板の接合方法。
(もっと読む)
突合わせブランク溶接方法
【課題】 複数対のブランク対を2基の溶接ヘッドによって交互に分担して溶接することで、溶接システム全体としての溶接サイクル時間を短縮化できる突合わせブランク溶接方法を提供すること。
【解決手段】 第1溶接ヘッド4がブランク対Aを、第2溶接ヘッド5がブランク対Cを、第1溶接ヘッド4がブランク対Bを、第2溶接ヘッド5がブランク対Eを、第1溶接ヘッド4がブランク対Dを、第2溶接ヘッド5がブランク対Fを、順番に溶接する。一方、第1溶接ヘッド4によるブランク対A、B又はDの溶接中に、第2溶接ヘッド5がブランク対C、E又はFの溶接開始位置まで移動され、第2溶接ヘッド5によるブランク対C、E又はFの溶接中に、第1溶接ヘッド4がブランク対B、D又はAの溶接開始位置まで移動される。
(もっと読む)
レーザ加工装置とその加工方法及びデブリ回収機構とその回収方法
【課題】レーザ光を加工対象物に照射してパターン加工する際に加工対象物から発生する加工飛散物を効率よく除去し、加工対象物に付着するデブリを削減する。
【解決手段】レーザ光を利用して基板上の多層膜上に形成される透明導電膜のパターン加工を行なう際に、透明導電膜のレーザ照射部近傍に気体C1,C2,C3,C4を流入させることで渦気流Bを発生させる渦発生機構を有するデブリ回収手段22を用い、このデブリ回収手段22を基板に近接させ、レーザ照射により発生した基板上に堆積する前及び堆積した後の加工飛散物を、上記渦気流に巻き込んでレーザ照射部近傍の気体とともに回収して外部に排気する構成とした。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】 ワークを2枚の板材の重ね継手でレーザ溶接を行う際の板材相互の隙間を適正に確保し、溶接品質を向上させる。
【解決手段】 亜鉛メッキ鋼板からなる2枚の板材Wu,Wd相互間に、上側の板材Wuに形成した突起部5によって隙間Sを形成する。突起部5近傍の溶接進行方向と直交する側のワークWに対し、2枚の板材Wu,Wd相互を接触させるべく加圧ローラ11により加圧し、この加圧状態で、加圧ローラ11と突起部5との間のレーザ光照射部位7近傍に、隙間Sを確保した状態で2枚の板材Wu,Wd相互が接触する方向に加圧ピン15により加圧する。加圧ピン15は、レーザ光照射部位7より溶接進行方向前側に位置する。
(もっと読む)
レーザ溶接システム及び方法
レーザ溶接システム及び方法であって、該システムは、ターゲットを溶接するとともに、光軸を有し、レーザビーム24のソース22と、レーザビーム24を、前記光軸30の周りを回転する一対のレーザスポット32に変換する回転可能回折格子26と、前記一対のレーザスポット32をターゲット34に集束させるレンズとを含む。 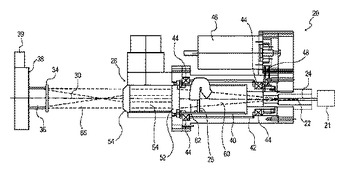 (もっと読む)
(もっと読む)
レーザー接合方法
【課題】 レーザー光の照射対象物が複雑な構成であってレーザー光を干渉してしまうような場合に、特に長焦点構造のレーザー光や多関節ロボットなどの高価な設備を使用することなく、通常使用されている二次元方向に走査されるレンズ系を通してレーザー光を照射する方法を用いて、簡単且つ正確なレーザー光の照射を行う方法を提供する。
【解決手段】 レーザー光を透過する第一の被接合体とレーザー光を吸収して加熱される第二の被接合体とを重ね合わせた後、前記第一の被接合体側から前期重ね合わせた面に対してレーザー光を照射して両被接合体を接合するレーザー接合方法において、前記第一の被接合体とレーザー光照射装置のレンズ系との間にレーザー光偏向部材を配設することによりレーザー光の照射位置を調整することを特徴とするレーザー接合方法。
(もっと読む)
レーザ溶接方法
【課題】鋼板同士を所定の厚み分の隙間が開いている状態のままレーザ溶接することにより、レーザ溶接時に分解ガスが発生せず、金属板の過熱により微量の蒸発ガスが発生したとしてもそのガスが開放されることによって、ブローホールが生ぜず、安定した良好な溶接ビードを得、溶接強度を向上させる。
【解決手段】少なくともいずれか一方の鋼板が亜鉛メッキ鋼板からなるワーク11,12を溶接するためのレーザ溶接方法であって、前記ワークに定められている溶接点以外の部位に所定の厚みの仮止め部材14を介在させて両鋼板を仮止めし、前記ワークに定められている溶接点を前記所定の厚み分の隙間が開いている状態でレーザ溶接を行う。
(もっと読む)
鋼材加工方法及び鋼材識別方法
【課題】識別マークを鋼材に付すためのマーキング装置及びマーキング工程を格別に設けることなく、鋼構造用鋼材の加工時に鋼材表面に識別マークを付与する。
【解決手段】鋼構造物を構築するための構造用鋼材のソリッドモデルをCADシステムにより作成する際に、鋼材の施工位置及び向きの情報を示す識別マークの表面輪郭をソリッドモデルに形成する。識別マークの表面輪郭を含むソリッドモデルのデータをCAMシステムによって数値制御データに変換し、鋼材加工用のNC加工機に入力する。
(もっと読む)
レーザー干渉による加工方法及び加工装置
【課題】レーザー干渉による加工、特にパルス幅が1fs以上1ps以下のパルスレーザーを用いたレーザー干渉による加工において、表面波による乱れを抑制することが可能となる加工方法及び加工装置を提供する。
【解決手段】レーザーの干渉を用いて被加工物を加工する加工方法において、前記被加工物の表面で前記レーザーの干渉の周期方向に伝播する表面波の波長を、前記レーザーの干渉のピッチよりも長くして、前記被加工物を加工するように構成する。その装置としては、干渉点に向かう分割されたパルス光の各光路上に、偏光方向が調整可能な波長板を設け、該波長板によって偏光されたパルス光を干渉させて被加工物を加工するように構成する。
(もっと読む)
亜鉛メッキ鋼板レーザろう付け装置、亜鉛メッキ鋼板レーザろう付け方法、ろう付け亜鉛メッキ鋼板製造方法。
【課題】亜鉛メッキ鋼板のレーザろう付けにおいて、ピットの出現を抑制乃至は防止する。
【解決手段】亜鉛メッキ鋼板12,14のろう付け接合箇所付近に設定されたレーザ照射位置に対し、ろう付け進行方向22の前方側からろう材のワイヤ18を供給する。そして、レーザ照射位置をろう付け進行方向に相対的に移動させながらレーザビーム20を照射し、供給されたろう材を溶融させてろう付けを行う。レーザビーム20の光軸58は進行方向前方側に傾けられており、レーザ照射位置における進行方向前方側のエネルギ密度が進行方向後方側のエネルギ密度よりも高く設定されている。これにより、ろう材ビードの温度を比較的低下させ、蒸発した亜鉛によるピットの発生を抑制する。
(もっと読む)
プレスばめ部品をレザー溶接する吹出し抵抗溶接法
【課題】
燃料インゼクタの気密溶接結合管状成分を確実に創作する方法とシステムを提供する。【解決手段】
燃料インゼクタ組立体(100)にプレスばめ成分を取付ける環状溶接の吹き出しを減少させる方法が開示されている。この方法は複数工程溶接手続を使用して、而して、縦方向軸線を中心に組立体の360度以下の回転に一致する第一環状溶接ビード(281a)が第二環状溶接ビード(281b)により密封される半径方向空所を残す。選択的実施例では、凸凹領域が成分の半径方向に向く面に形成されて、凸凹領域(291)がプレスばめ領域(292)に隣接して配置されている。それにより密封隙間(295)が溶接(281)とプレスばめ領域(292)の間の凸凹領域(291)に形成されている。密封隙間(295)は他に液状溶接ビードを吹き出できたトラップされたガスの膨張のそれ以上の手段を備える。 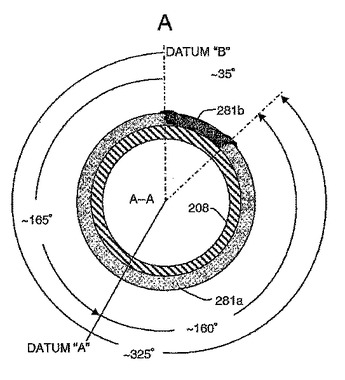 (もっと読む)
(もっと読む)
鉄道車両の外板・付帯物溶接接合方法とそれによる側構体
【課題】 外観、作業性、コストの面に有利な外板・付帯物溶接接合構造を実現できるようにする。
【解決手段】 外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを溶接接合するのに、外板3とこれに当てがった付帯物1、2、42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接4、45して、外板3および付帯物1、2、42a、43aを溶接接合することにより、上記の目的を達成する。
(もっと読む)
レーザピアシング方法及び加工装置
【課題】 鋼鈑等の被加工材にピアシングを行なう場合に、ピアシング孔径が大きくなるのを防止しつつ、高い加工効率で所望の径のピアシング孔を形成し、製造コストを削減することができるレーザピアシング方法及び加工装置を提供すること。
【解決手段】 ノズル47から噴射したアシストガスGによって金属板加工部Wを覆い、該加工部にレーザ光Lを照射することにより金属板にレーザピアシングを行う加工装置であって、板厚入力部30と、前記アシストガスGの酸素濃度を調整する調整手段10とを備え、前記板厚入力部30から入力された板厚に対応して前記アシストガスGの酸素濃度を自動調整することを特徴とする。
(もっと読む)
金属母材とともにセラミックフィラメントで構成される接合されたシートの製造方法と、この方法を実施する装置と、この方法によって得られる接合されたシート
【課題】確実に、かつ工業規模で実施可能であり、複合材料で作られたインサートを含む構成部品を形成する方法において、取り扱い可能であり、かつ使用可能である被覆されたフィラメントのシートを構成する方法を提供する。
【解決手段】本発明は、金属シース15で被覆されたセラミック繊維14を含む複数の被覆されたフィラメント8を備える、接合されたシートを製造する方法であって、フィラメントが、全く同一の平面内で互いに隣り合って置かれ、フィラメントが、レーザスポット溶接13によってともに溶接されることを特徴とする方法に関係する。本発明は、この方法を実施する装置及び得られるシートにも関係する。この方法は、航空機用ターボ機械の分野における構成部品の製造に適用される。
(もっと読む)
被覆鋼管の自動溶接装置及びその接続方法
【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】本発明の目的は、レーザ加工により被加工物である金属パイプの円筒面に任意のパターンの切り抜き加工を行なう際に、加工面に対向するパイプ内壁面の熱損傷を低減し、かつスパッタのパイプ内壁面への付着を抑制するとともに、パイプ内壁面の切断部に付着するバリを低減しかつレーザ加工後の金属パイプの洗浄を不要とするレーザ加工方法及びレーザ加工装置を提供することである。
【解決手段】レーザ加工装置は被加工物である金属パイプ1を保持する加工台2と、レーザ発振器21と、レーザ光線23を照射するノズル22を備え、レーザ加工を行なう際に、ドライアイス噴射制御装置31から供給されたドライアイス粒子36を含んだ気体35を噴射ノズル34から金属パイプ1の中空部に噴射する。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材との異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同士の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供する。
【解決手段】 本発明に係る異種金属溶接接合体は、鉄系合金部材1とアルミニウム系合金部材2とが鉄系合金部材1側からの入熱により溶接された接合体であって、鉄系合金部材1において溶解凝固した鉄系合金溶解凝固部Bと、アルミ合金部材2に溶け込んで凝固した鉄系合金溶け込み凝固部Aと、アルミニウム系合金部材2において溶解凝固したアルミニウム系合金溶解凝固部Gとが連続的に一体に構成されてなる溶接凝固部を有するとともに、アルミニウム系合金溶解凝固部Gが粒径3μm以下の結晶粒で構成されてなることを特徴とする。
(もっと読む)
レーザー溶接方法
【課題】 接合強度に優れ、かつ溶接速度も速いレーザー溶接を行うことができるレーザー溶接方法を提供すること。
【解決手段】 2以上の部材をレーザービームの重ね溶接により接合するレーザー溶接方法において、レーザービームの軌跡を折れ線状とし、このレーザービームにより形成される溶接ビードを折れ線状の部分の隣接部同士で互いに重なり合わせて一体的なビードとするようにした。また、レーザービームを、レーザービーム発射装置からミラーを反射して被溶接部材に照射する形式とし、前記ミラー角度を調整することによりレーザービームの軌跡を折れ線状とすれば簡単な構造の装置とすることができる。
(もっと読む)
761 - 780 / 898
[ Back to top ]