
Fターム[4E070BB01]の内容
Fターム[4E070BB01]に分類される特許
1 - 20 / 33
電線交換機構付き電線調尺装置
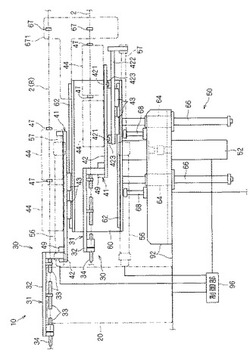
【課題】調尺対象となる電線の交換をより簡易にすること。
【解決手段】電線交換機構付き電線調尺装置10は、調尺対象である電線2を交換可能に構成されている。本装置10は、電線2を送給経路R上で設計寸法ずつ調尺して送給可能な調尺機構部20と、電線2の一端側部分を送給経路Rに沿った形状に支持し、調尺機構部20によって送給される電線2を下流側の電線経路に案内する下流案内部34を有する複数の電線支持部材30と、複数の電線支持部材30を、支持した電線2を送給経路R上に配設するセット位置と、セット位置とは異なる待機位置との間で移動可能な移動機構部50とを備え、下流案内部34は、電線支持部材30がセット位置に配設された状態で、調尺機構部20より下流側の位置に配設される。
(もっと読む)
針金直線機具

【課題】曲がった針金を直線状に修復し、針金細工加工をしやすくする機具を提供する。
【解決手段】基盤となる土台の上に数個の溝付き戸車を設置し、いくつかの溝付き戸車の間を通り抜ける事で曲がった針金が直線になる。
(もっと読む)
金属線材の矯正装置
【課題】矯正する金属線材に適切な残留応力を付与しつつ、その金属線材の破断を防止することのできる金属線材の矯正装置を提供する。
【解決手段】金属線材の矯正装置1は、複数のローラ10が間隔を開けて一列に配列された第1のローラ群11Aと第2のローラ群11Bが千鳥状に組み合わされて配設されている。この第1のローラ群11A及び第2のローラ群11Bのローラ10を、相対するローラ群に対して接近離隔する方向に移動可能とする弾性体14を備える。
(もっと読む)
コイル状鉄筋繰出し装置
【課題】手動工具で鉄筋先端部の矯正操作を行うことなく、楽に鉄筋加工装置に鉄筋の先端部を導入できるようにする。
【解決手段】鉄筋保持装置2を、上下軸心回りに回転自在に設置台3に取り付け、鉄筋保持装置2により保持されるコイル状鉄筋1の巻き径方向の外側で、且つ、コイル状鉄筋1の保持位置よりも高い位置に、横方向に繰出す鉄筋1を受ける一対の支持ローラ8を、それらの回転軸心を上下方向に沿わせた状態で横方向に並べて取り付ける支持体12を設け、一対の支持ローラ8よりも鉄筋保持装置2から遠ざかる側で一対の支持ローラ8間に対し遠近移動自在に支持体12に取り付ける曲り矯正ローラ13を設け、支持ローラ8を駆動回転するローラ駆動装置17を設けて鉄筋1を略直線状に矯正する押圧矯正機構4を構成してある。
(もっと読む)
溶接ワイヤ矯正装置
【課題】矯正ローラの位置再現性を容易に確保できるようにする。
【解決手段】溶接ワイヤ1の曲り癖を大径の矯正ローラ2と小径の矯正ローラ3,3aとの間を通すことにより直すようにした溶接ワイヤ矯正機構4の上記大径の矯正ローラ2を、矯正ローラ移動機構5の矯正ローラ取付座支持部材21に取り付けた矯正ローラ取付座10に取り付けるようにする。矯正ローラ移動機構5の上記矯正ローラ取付座支持部材21は、上端部を係止用フレーム6に取り付けて垂直に配置したスライド軸8にスライド部材15を介して昇降できるようにしてある。矯正ローラ移動機構5は、係止用フレーム6に係止できるようにしてあり、又、上記係止用フレーム6とスライド部材15との間には、ばね23が圧縮されて介装されている。矯正ローラ移動機構5を係止用フレーム6から離脱させると、ばね23によりスライド部材15、矯正ローラ取付座10を介して矯正ローラ2が下降できる。
(もっと読む)
コイル状線材の矯正装置及び矯正方法
【課題】簡易で廉価な装置構成であっても、コイル状の線材を矯正するときの直線性の精度を従来よりも向上することができる矯正装置及び矯正方法を提供する。
【解決手段】回転台と、回転台からコイル状の線材Mを引き出す線材供給手段と、矯正平面SH内に二列に互い違いに配置されるとともに回動自由でかつ外周面に沿って線材が係入する溝を有して線材Mを両側面から交互に押圧する複数個の矯正ローラ31、32と、を備えるコイル状線材の矯正装置であって、回転台に近い先頭の矯正ローラ31の前方に矯正平面SHから変位して配置される(変位量△H)とともに回動自由で、かつ外周面に沿って線材Mが係入する溝を有して線材を側面から押圧するねじれ矯正ローラ4を備え、
矯正ローラ31及びねじれ矯正ローラ4の溝に係入する線材Mに矯正平面SHと交わる方向の矯正力FI、FJを作用させる。
(もっと読む)
曲げ加工装置
【課題】材料取り付け部と加工部の両方を回動し、重力に対し最も有利な加工ができる。
【解決手段】ワイヤコイル・スタンドV1に溜められたワイヤWが、繰り出しガイドV2を介して矯正部100を通り、ワイヤ送り部200により加工部F1へ送り込まれるようにしたものである。前記矯正部100は、装置本体側に固定された支持柱にハウジング101が回転自在に支持され、該ハウジング101に矯正ローラ103が装架されてなり、該ワイヤ送り部200は、装置本体側に固定された支持柱にハウジングが回転自在に支持され、該ハウジングに送りローラが装架されたローラ取付部210と、前記送りローラの動力駆動部220と、前記ハウジングの動力回動部230とを備える。
(もっと読む)
棒鋼の製造方法
【課題】コイルから引き出した線材に捩れが発生することを抑止することができ、線材の曲がりの矯正を、矯正を必要とする方向で確実に、しかも冷間で実施することができる棒鋼の製造方法を提供する。
【解決手段】熱間圧延で線材1が螺旋状に巻き取られたコイル3から、線材1を引き出して冷間矯正を行った後に、棒鋼2を製造する棒鋼の製造方法において、コイル3から線材1が引き出された直後の位置に配置した一対のピンチロール4で、コイル3から引き出された一本の線材1を挟持して捩れを拘束すると共に、捩れが拘束された線材1の曲がりを、その下流側に配置した複数の矯正ローラ5で矯正することで、冷間矯正を実施する。
(もっと読む)
線状材料の矯正装置
【課題】矯正ローラの間隔の微細な調整ができる線状材料の矯正装置を提供する。
【解決手段】材料通過経路を挟み、対向して千鳥に配置した少なくとも3個以上のローラ間を通過させることにより、線状材料の曲がり癖を矯正する線状材料矯正装置において、ハウジングに3個以上のマウント部材2が収容され、マウント部材2は通過経路に直交する方向に摺動自在とされ、各マウント部材2に1個のローラ3が自由回転自在に装架され、マウント部材2の摺動方向の一端側にバネ5が他端側に付勢するように介在され、マウント部材2の他端側に荒送りネジ棒11を係合させて、マウント部材2を摺動させるようにした荒調節部10が設けられる。微調節部20として、マウント部材摺動方向に直交する方向に細送りネジ棒21をケースを貫通させて設け、細送りネジ棒21にスライド楔部材23bを係合させ、固定スライド楔部材23aを荒送りネジ棒に取り付けられる。
(もっと読む)
コイルオープニング装置及びコイルの巻き戻し方法
【課題】金属帯のコイルの巻き戻しを行い、コイルの先端部をピンチロールまで案内するコイルオープニング装置及びコイルの巻き戻し方法において、オンラインでコイル先端部の矯正処理を行うことにより、生産性や作業効率を向上させる。
【解決手段】コイルオープニング装置10及びこれを用いたコイルの巻き戻し方法では、プレッシャーロール20を用いて、オープナ12により口出しされたコイル1の先端部1aの巻き癖を矯正する。
(もっと読む)
溶接ワイヤ巻替え方法およびその装置
【課題】溶接ワイヤの「曲がり癖」を効率的に矯正でき、溶接ワイヤの品質を保証できる、溶接ワイヤ巻替え方法およびその装置を提供することを目的とする。
【解決手段】溶接ワイヤ巻替え装置1を、比較的大径のボビン3がセットされるワイヤ繰出し機2と、繰出されて固定側ローラ4aと移動側ローラ4bとに掛け回された溶接ワイヤ9の張力を所定範囲内に保持するダンサーローラ装置4と、このダンサーローラ装置4を出た溶接ワイヤ9を一旦ループさせるガイド輪装置5と、このループした溶接ワイヤ9を連続的に矯正するローラ矯正機6bと、このローラ矯正機6bを設置すると共に、このローラ矯正機6bにより矯正された溶接ワイヤ9の走行方向と直交する水平方向に往復動させるトラバーサ6と、このトラバーサ6から繰出される溶接ワイヤ9を連続的に巻取る比較的小径のスプール8がセットされるワイヤ巻取り機7とから構成する。
(もっと読む)
線材の模様付け加工方法および装置
【課題】眼鏡枠用の線材などの長尺の線材に対してレーザ光によって連続的に自動運転で高精度の模様付け加工を行うための方法および装置を提供する。
【解決手段】長尺の線材3の曲がりを直線矯正部11により直線状に矯正する手順と、前記線材を線材移動部14により保持してその軸線方向に所定量だけ移動させる手順と、前記線材を前記線材移動部による保持位置よりも後方の位置で線材固定部13により保持して固定する手順と、前記線材固定部および前記線材移動部によって保持された両保持位置の中間部分の前記線材の表面に対して、レーザ加工部15によりレーザ光を照射して模様付け加工を行う手順と、前記線材固定部による前記線材の保持を解放する手順とを順次繰り返すことにより、前記線材に周期的な模様を形成するものである。
(もっと読む)
鋼線材の鍛造方法
【課題】本発明は、コイル状の鋼線材から鍛造品を1つのラインで製造する工程において、新たな加熱手段を追加したりする必要がないばかりか、最終鍛造後の形状の寸法精度を悪化させることもなく、さらに高温矯正時の調整時間の短縮も可能な鋼線材の鍛造方法を提供することを目的とする。
【解決手段】冷間矯正された鋼線材1bを3点曲げ矯正機3で矯正せずそのまま通過させ、鋼線材の先端部分1cを上流側誘導加熱式炉4aに入れ、所定の温度Tまで加熱する工程と、所定の温度まで加熱されたことにより曲がった鋼線材1dの先端部分を上流側に一旦戻し、3点曲げ矯正機3でほぼ直線状に矯正する工程と、を有したことを特徴とする。
(もっと読む)
棒、丸材、または、金属ワイヤなどの縦長の金属製品に用いる引張および/または直線化ユニット
本発明は、1以上の縦長の金属製品(11)を、前記金属製品(11)に作用する装置に供給する、引張および/または直線化ユニットに関する。前記引張および/または直線化ユニットは、供給される金属製品(11)が長手方向に配置され得る、第1駆動ローラー(12)と、金属製品(11)の供給軸(F)に対して、第1ローラー(12)の反対側に位置するために、供給時に前記第1ローラー(12)に対して金属製品(11)が効果的に維持される、第2コントラストローラー(13、15)とを有する。前記引張および/または直線化ユニットは、第2ローラー(13、15)に操作上結合されているアクチュエータ部材(23、25、26)で、少なくとも最初の位置決め段階において、第2ローラー(13、15)を第1ローラー(12)へと移動させ、第1ローラー(12)と第2ローラー(13、15)との間の距離を変更する、アクチュエータ部材(23、25、26)を有する。前記アクチュエータ部材は、供給時に実質的に継続して、第2ローラー(13、15)が第1ローラー(12)へと接近する最初の動きを操作可能な第1線形アクチュエータ(23)と、第2ローラー(13、15)の選択的、且つ、制御された動きを操作可能な、少なくとも1つの第2線形アクチュエータ(25、26)と、を有するので、金属製品(11)の実サイズに応じて金属製品(11)にコントラストが付与される。 (もっと読む)
線材の曲がり矯正装置
【課題】スプールから巻き出された線材における曲がり癖の方向と矯正方向とを確実に一致させて、安定した矯正を可能にする。
【解決手段】本発明の線材の曲がり矯正装置は、少なくとも3個の矯正ローラ32よりなる矯正ローラ群と、スプール5と矯正ローラ群との間で線材4の移動方向Sに並んで配設される複数の拘束ローラ対22よりなる拘束ローラ群と、を備えている。各拘束ローラ対22における各拘束ローラ221は、スプール5の回転軸51及び線材4の移動方向Sのそれぞれに対して垂直に延在する回転軸を有するとともに、線材4の略円弧部41を含む平面の両側に配設されて拘束外周面で線材4を拘束する。このため、スプール5の回転軸51に対して平行に延在する回転軸を有する矯正ローラ32の矯正方向と、線材4の曲がり癖の方向とが一致する。
(もっと読む)
ワイヤ巻癖矯正装置、ワイヤ巻癖矯正方法
【課題】ワイヤに生じた巻癖を場所によるばらつきが少なくなるように矯正しつつ、ワイヤに生じた巻癖の矯正に要する手間を低減する。
【解決手段】ワイヤ巻癖矯正装置10は、複数の第1の滑車20とこれに対向して設けられた複数の第2の滑車30とを有し、第1の滑車20および第2の滑車30に交互にワイヤを折り返すように巻き付けてワイヤに張力を掛けたときに、各所定区間のワイヤの基点となる第1の滑車20と第2の滑車30との距離を調節してワイヤに付与される張力を調節する張力調節手段を有する。
(もっと読む)
ばね製造機
【課題】線材を送出する線材送りユニットをクイルの軸回りに回転させたときに、線材に歪みが生じることを回避し、精度の良いばねを製造することができるばね製造機を提供する。
【解決手段】プーリ14、15及びベルト16により、線材送りユニット3の回転に同期させて、前記矯正器79、79をクイル4の軸回りに回転させて、前記線材送りユニット3と、前記矯正器79、79との間にある線材の捩れを解消し、線材に歪みが生じることを防ぐ構成とした。
(もっと読む)
線状体矯正装置及び線状体製造装置
【課題】 線状体を適正にセットできたか、更に、矯正ローラが適切に線状体を押圧しているかどうかを検出できる線状体矯正装置を提供する。
【解決手段】線状体矯正装置11は、矯正ローラ21と、上支持体22と、制御ユニット51と、を備える。矯正ローラ21は、電線10を押圧して矯正するものであり、前記上支持体22に支持される。制御ユニット51は上支持体22の位置を制御するものであり、駆動部23と、制御部30と、ロードセル24と、を備える。駆動部23は、所定位置に上支持体22を移動させるように、制御部30によって制御される。電線10に掛かる荷重はロードセル24によって検出される。制御部30はロードセル24の検出値を監視し、当該検出値が所定の許容範囲から外れている場合は異常と判定し、搬送を停止する。
(もっと読む)
線材矯正装置
【課題】コンパクトで設置スペースを確保しやすく、且つ線材の曲がりを確実に除去して直線状に矯正することのできる線材矯正装置を提供すること。
【解決手段】第1矯正機構4は、水平方向に走行する線材2の上下に設けられ且つ該線材2の走行方向に沿って千鳥状に複数個配置されたローラー40の群からなる矯正手段40A,40Bを、複数の線材2と同数個有し、且つ矯正手段40A,40Bは、隣り合う該矯正手段が該ローラー40の軸方向にそれぞれずらして配置されている。第2矯正機構6は、水平方向に走行する線材2の側方に設けられ且つ該線材2の走行方向に沿って千鳥状に複数個配置されたローラー60の群からなる矯正手段60Aを1個有している。第1矯正機構4を通過した複数の線材2を第2矯正機構6へ導くガイド機構5によって、複数の線材2それぞれの矯正手段60Aへの進入角度が同じに調整される。
(もっと読む)
線材特殊曲げ加工機
【課題】特殊な形状の曲げ加工を施すことができる線材特殊曲げ加工装置を提供する。
【解決手段】連続して供給される線材Wの曲がり癖を矯正する矯正部1と、線材Wを次の工程へ送る送りローラを有する送り部2と、線材Wを挿通させ、かつ内部に回転駆動部を有する曲げ加工機本体3と、その他端側に突出する加工アーム4で片持ち状に回転自在に支持された切断部5を有する切断ユニットと、曲げ加工部6を有する曲げ加工ユニットとを備えて成り、切断部5はその内部を挿通する線材Wに沿って曲げ加工部6に対して移動して接近離反自在とし、曲げ加工部6による曲げ加工の動作の前、又は後に線材Wの任意の位置で切断し、曲げ端部が向かい合う形状、線材の曲げ端部が短い、或いはU字曲げのような特殊加工形状に線材Wを加工可能に構成している。
(もっと読む)
1 - 20 / 33
[ Back to top ]