
Fターム[4E070BF03]の内容
Fターム[4E070BF03]に分類される特許
1 - 20 / 27
心金支持機構
線材切断装置
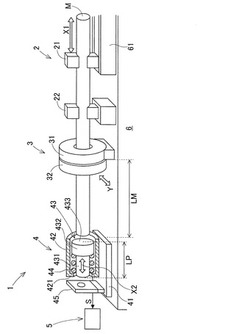
【課題】線材の移送長を高精度に測定して確実にワークの良否を判定でき、高速動作にも十分に追従し、耐油性能及び耐振性性能などの信頼面や価格面で従来よりも優れた線材切断装置を提供する。
【解決手段】線材Mを移送する移送手段2と、線材を切断してワークを製作する切断手段3と、線材の移送長を測定する測長手段4と、測長手段4からの検出信号Sに基づいてワークの良否を判定する判定手段5とを備え、測長手段4は、線材に押圧されて移送方向に移動可能であるとともに付勢部材44により移送方向と逆方向に付勢される金属製のセンサピン43と、センサピン43の位置を示す検出信号を送出する渦電流損式センサ45とを有し、判定手段5は、線材がセンサピンを押圧しつつ静止している時間帯に渦電流損式センサ45から複数個の検出信号を受け取り平均処理して線材の移送長を求め、求めた移送長を予め設定した許容範囲と比較してワークの良否を判定する。
(もっと読む)
線材切断装置

【課題】駆動部の所要駆動力を低減し、装置のコンパクト化を実現した線材切断装置を提供する。
【解決手段】線材Mを所定長ずつ間欠に移送する移送部と、固定刃21及び可動刃22を有して移送された線材Mを切断するカッター部2と、カッター部2の可動刃22を駆動する駆動部3と、を備える線材切断装置1であって、カッター部2の可動刃22と駆動部3との間に、複数組のカム及びカムフォロアからなり駆動部3の駆動力により前記可動刃22を往復駆動する確動カム機構4を備えた。さらに、確動カム機構4は、駆動部3により往復駆動される主スライドカム5及び従スライドカム6と、主スライドカム5に摺接する主カムフォロア73及び従スライドカム6に摺接する従カムフォロア76を有して揺動するカムレバー7と、カムレバー7と可動刃22とを連結する連結レバー8と、を有することが好ましい。
(もっと読む)
線材の矯正装置
【課題】 極めて簡略化した構造により金属製の線材の矯正が可能な線材の矯正装置を提供すること。
【解決手段】 線材の矯正装置10は、巻取りドラムDから引き出された金属製の線材Sの基端部を引き出し方向回りに回転不能かつ引き出し方向に変位不能に保持するクランプ機構11と、線材Sの先端部を掴んで保持するチャック機構12と、チャック機構12を引き出し方向回りに所定の回数だけ回転させる回転機構13と、チャック機構12をクランプ機構11に対して接近または離間させる移動機構14と、矯正された線材Sを切断する切断機構15とを備えている。そして、装置10は、チャック機構12によって先端部を保持した線材Sを回転機構13によって引き出し方向回りに回転させて捩じり方向に塑性変形させるとともに移動機構14によって線材Sに張力を付与して、線材Sについた巻癖を矯正する。
(もっと読む)
ワイヤ切断ツール
【課題】ボンディングワイヤのような金属極細線の先端の直線性を維持したまま、先端形状を線径以下の細い切断幅のままにして切断できるワイヤ切断ツールを提供する。
【解決手段】直線状の金属極細線Wを同一平面内で一対のクランパ6、7により挟持する2つの開閉式クランパ2、3と、少なくとも片方のクランパ6、7に設置され、金属極細線Wの線径よりも低い高さの切断刃4と、2つの開閉式クランパ2、3を金属極細線Wの軸線方向にそって移動させる移動手段5と、を具備し、2つの開閉式クランパ2、3により金属極細線Wを直線状として挟持すると共に、金属極細線Wに切断刃4により切り込みを形成し、移動手段5によりクランパ間距離Dを拡大し、金属極細線Wを伸張して加工硬化させ、切断刃4による切り込み部分のくびれを破断起点として金属極細線Wを切断し、金属極細線Wの先端に加工硬化した直線部分を形成する。
(もっと読む)
コイルばね製造装置及びコイルばね製造方法
【課題】第1と第2の成形ツールを簡素な演算処理で位置制御することが可能であると共に、マニュアル操作にて第1と第2の成形ツールの位置の調整を容易に行うことが可能なコイルばね製造装置及びコイルばね製造方法を提供する。
【解決手段】本発明に係るコイルばね製造装置は、第1と第2の成形ツール21,22を駆動する第1と第2のスライド駆動軸を第3スライド駆動軸によって上下動可能としている。そして、第1と第2の衝合点21P,22Pから延びた第1と第2の衝合基準線V1,V2の交点を原点10Pとし、その原点10Pから第1衝合点21Pまでの第1衝合距離L1と、第2衝合点22Pまでの第2衝合距離L2と、線材供給始点12Pまでの距離に線材90の半径を加算した供給始点距離L3とが互いに同一になるように位置制御を行っている。
(もっと読む)
フープ材カッター
【課題】 部品点数を削減するとともにラムの摺動を円滑にしうる高精度な加工が可能なフープ材カッターを提供する。
【解決手段】 ベースフレーム1とサブフレーム2との間にラム3が摺動しうる間隔を保つスペーサ部1aをベースフレーム1側に一体鋳造するとともにフープ材6入口7側におけるラム3の端面に動刃8を埋め込みボルト11により固定し、かつフープ材6の排出口9側におけるベースフレーム1の開口端に固定刃10を埋め込み、ボルト12にて固定することにより構成されている。
(もっと読む)
ポケットコイルバネ構造体組立装置。
【課題】 椅子やソファー・ベットマットレス等に内装されて使用されるポケットコイルバネ連結組立構造体を均一、高品質、高能率に自動的に製造する装置を提供することを目的とする。
【解決手段】 本発明は補助送りストック機構と、送り出し機構と、シール・カット機構と、搬送機構と、メルト塗布機構と、圧着機構と、アプリケーター機構と、保持機構と、制御機構を組み合わせ構成したことで、ミスが無く、均一で高品質、高能率なポケットコイルバネ連結組立構造体の自動製造装置を可能にした。
(もっと読む)
直線切断機
【課題】タイムラグが生じず、単位時間あたりの切断可能回数を増加させることができ、線材の切断面が綺麗であり、端面の変形が少なく、真円を維持できる直線切断機を提供する。
【解決手段】コイルスタンド1から繰り出された線材Wを一対のローラで挟定し、線材を長手方向に走行させる入口ピンチロール2及び出口ピンチロール3と、両ピンチロールの間に設置し、複数の矯正駒間を通過する間に線材を矯正して直線状とする矯正装置4と、線材の走行方向に摺動可能で、サーボモータ13で切断カム12を駆動し、切断カムを介してハンマー14で切断刃18を垂下させて線材Wを所定長さに切断する切断装置5と、切断装置5と竿ロッド22を介して連動し、走行する線材Wをストッパ23に当接させて線材Wの走行と同時に切断装置5を摺動させ、所望の切断長さになったことを検知して切断装置を作動させるようにした切断長さ設定装置6とを備える。
(もっと読む)
鉄筋加工装置
【課題】鉄筋の切り分け加工後に出る残材の利用価値を、高め易くする。
【解決手段】後端検出機構による鉄筋後端の通過検出に基き、第2鉄筋送込み装置27と鉄筋移動量計測機構とによって第1鉄筋送込み装置26からの鉄筋後端の定量送り出し移動を行う第1ステップ操作指令、鉄筋後端をストッパーに突き当てる第2ステップ操作指令、ストッパーを非作用状態にして鉄筋移動量計測機構による鉄筋移動量を計測しながら引き戻し操作をして、鉄筋後端から鉄筋先端側に鉄筋残材長さ設定手段により設定された長さ分寄った位置が鉄筋切断装置28に来た時に引き戻し操作を一旦停止する第3ステップ操作指令、鉄筋切断装置28の作動により鉄筋をその残材用設定長さに切断する第4ステップ操作指令、引き続き第2駆動状態を継続して残材用設定長さに切断した鉄筋を鉄筋残材放出部29に供給する第5ステップ操作指令を発令する制御装置を設ける。
(もっと読む)
コイルばね製造機及びコイルばね製造方法
【課題】従来の、コイルばね成形方向とは逆方向へ螺旋状に湾曲するように送られてきた線材を、ピッチツールがコイルばね成形方向に押し出して平坦部を成形するとき、線材先端近傍に残されたコイルばね成形方向とは逆方向の螺旋状の曲がりにより次の平坦部との間に三日月状の隙間が生じ、ばね座面が平坦にならない等の問題の解決。
【解決手段】線材ガイド13から成形領域Rへ送り出される線材90を成形工具35a,35bに衝合させてコイルばねを成形するコイルばね製造機において、第1のサーボモータによりコイルばね成形方向へ往復駆動されるとともに第2のサーボモータによりコイルばね成形方向に平行な軸まわりに回転駆動される押圧ツール14を基台前面に備え、成形工具成形工具35bの線材90との衝合点からの線材の送り出し方向前方で線材を押圧可能にかつ線材に沿って回動可能に押圧ツール14を位置制御する制御部を設けた。
(もっと読む)
細線供給装置
【課題】 細線に真直性を与え、細線の安定供給を可能とする細線供給装置を提供すること。
【解決手段】 マグネットワイヤーの細線1bを所定の位置に送り出す細線供給装置において、一つは、細線を把持する第一チャック2bと第二のチャック2eを配置し、両チャックで細線を把持した状態でチャック間の距離が広がるようチャックを移動させ、細線を塑性域まで延伸する細線供給装置である。二つ目は、第一の送り出しローラー3cとその前方に配置した第二の送り出しローラー3dに周速差をつけることで、細線を連続的に塑性域まで延伸しながら送り出す細線供給装置である。
(もっと読む)
ばね製造機
【課題】ばねに加工した線材を切断するための芯金をフレームに確実に固定することができ、また芯金のフレームへの固定を迅速に解除することができるばね製造機を提供する。
【解決手段】前フレーム1に開設してある貫通孔1aに芯金5を嵌装し、貫通孔1aにて第1楔部材40及び第2楔部材41の斜面が貫通孔1aの開口に向けて傾斜するように、互いの斜面40c、41cを接触させて、芯金5側に第1楔部材40を配置し、第2楔部材41を前フレーム1側に配置し、動力を出力する複動型エアシリンダ60と、複動型エアシリンダ60から出力された動力を増幅するトグル機構42とを設け、トグル機構42の主動節43に複動型エアシリンダ60を連結し、トグル機構42の従動節45に第2楔部材41を連結することにより、小さな動力をトグル機構42により増幅し、増幅された動力を第2楔部材41に作用させて第2楔部材41を移動させる構成とした。
(もっと読む)
金属製加工線材の良否選別方法
【課題】 巻取られた状態の線材から正しい許容範囲内の棒材を受る行程を単一の連続した装置で行えるようにすること。
【解決手段】 巻装された金属性の線材(a)から、所定条件の線材に加工する一連の作業過程にあって巻装された当該線材を、一定の速度で繰り出し線状(棒材)となす行程(1)と、この繰り出された線材の進行方向に配置された、1乃至数箇所の矯正装置を通過させることによって、かかる線材を直線状に矯正させる行程(2)と、矯正された線材を、正しい位置において走行させかつ、その外径や表面欠陥が、予め設定された所定の許容範囲以内にあるか否かを検出し判定し、その結果を出力して記憶させる行程(3)と、上記線材を走行状態で、予め設定された所定の長さに切断し、この切断された線材の良否を選別する機構に送りだす行程(4)とよりなる。
(もっと読む)
線材切断装置
【課題】 線材の径が大きくなることによる切断抵抗の増加に対応することができかつ従来より高速化が可能な線材切断装置を提供する
【解決手段】 本発明によれば、複数の工具駆動モータ55の出力トルクの合力が切断工具47に軸力として付与されるので、切断抵抗の増加に対して工具駆動モータ55の数を増加することで対応することができる。従って、個々の工具駆動モータ55が従来より小型化されてロータイナーシャが小さくなり、動作指令に対する応答性が向上し、動作の高速化が可能になる。しかも、切断工具47の下死点で、切断工具47と心金工具42との間が線材の線径未満の所定の間隔となるように構成したので合力伝達シャフト50にかかる切断抵抗が抑えられ、これにより、さらなる工具駆動モータ55の小型化及び動作の高速化が可能になる。
(もっと読む)
形状記憶スプリングワッシャの製造方法、及び、コイル縮径装置
【課題】量産に対応でき、かつ、形状が良好な形状記憶スプリングワッシャが得られる形状記憶スプリングワッシャの製造方法を提供する。
【解決手段】形状記憶合金からなる線材をコイル状に巻く巻取り工程、形状記憶処理工程、コイル形状に巻かれた該線材のコイル径を縮径させる縮径工程、及び、スプリングワッシャ形状に切断する切断工程を、この順で有する形状記憶スプリングワッシャの製造方法。
(もっと読む)
環状ワーク整列装置及び線材成形機
【課題】 線材成形機が順次製造する環状ワークをスムーズにワーク挿通シャフトに移動して整列させることが可能であると共に、内径が比較的小さい環状ワークにも対応することが可能な環状ワーク整列装置及び線材成形機を提供する。
【解決手段】 本発明によれば、排出シュート31は、通常は線材成形機10とワーク挿通シャフト34との間で両持ち状態になり、ワーク挿通シャフト34の交換時でも、線材成形機10とシュートチャック41との間で両持ち状態になるので、弾性変形し易い細い材料で排出シュート31を構成しても排出シュート31を一定姿勢に保持することができる。これにより、排出シュート31を細くして、小さい内径の環状ワークWに対応することができる。さらに、ワーク挿通シャフト34の交換時に、ワーク挿通シャフト34を上下動させる必要がなくなる。
(もっと読む)
扁平リング部材の製造方法
【課題】 コスト的に有利な扁平リング部材の製造方法を提供すること。
【解決手段】 凹曲面23を有する受け部材21と、凹曲面23と対向配置したハンマ22との間に、片側が肉厚で反対側が肉薄となるようテーパー状不等厚に形成された帯状鋼材W1を、その肉厚側が凹曲面23に沿うように連続供給し、帯状鋼材W1の肉薄側をハンマ22で連続的に打撃して帯状鋼材W1を等厚扁平化させながらコイリング成形する。コイリングされた帯状鋼材W1をほぼ一巻分ごとに切断すると、有端状の扁平リング部材が切り出される。
(もっと読む)
線材のカッタ装置
【課題】
安価であり比較的簡素でありながら、線材を適切に切断できるカッタ装置を提供する。
【解決手段】
アーム部63は、線材Wが切断されるべきボビンBの軸線に交差する方向に延在し且つボビンBの端子B1又はB2をまたいでいる。従って、ボビンBの両端から対向する方向に延在する端子B1、B2にからげた線材Wのそれぞれを切断する際に、カッタ装置60の姿勢を180度反転することなくボビンBとアーム部63との干渉が回避され、従って反転機構などが不要となり、低コストながら適切に線材Wの切断を行うことができる。
(もっと読む)
線材移送切断機
【課題】 切断された素材に擦り傷を生じない、またカッターにも傷を生じない、線材切断機を提供する。
【解決手段】 基部に配設され線材を把持及び解放する第一グリッパと、該第一グリッパに対して往復動するように該基部に配設され往動方向で該線材を把持し復動方向で該線材を解放して往動ストローク分ずつ該線材を移送する第二グリッパと、該基部に配設され移送された該線材に交差しながら往復動して該線材を剪断するカッターと、該第一グリッパ及び該第二グリッパにおける該線材の把持及び解放と該第二グリッパの往復動と該カッターの往復動とを駆動制御する駆動制御部と、を備える線材切断機であって、該第一グリッパは、該基部に対して該線材の移送方向及び反対方向に往復動可能に保持され、該第一グリッパは、該カッターが往動して該線材を剪断した後復動する前に、把持した該線材と共に該反対方向へ移動することを特徴とする線材切断機。
(もっと読む)
1 - 20 / 27
[ Back to top ]