
Fターム[4E081BA08]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 材料 (354) | 非鉄系金属 (56)
Fターム[4E081BA08]に分類される特許
21 - 40 / 56
溶接方法及びその方法で溶接された溶接構造体
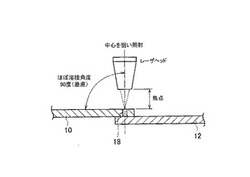
【課題】溶接方法において、溶接部の溶接状態を目視で容易に外観検査できることである。
【解決手段】第一金属部材10と第二金属部材12とを重ね合わせて溶接する溶接方法であって、第一金属部材10に開口を形成する開口形成工程と、第一金属部材10に形成した開口を第二金属部材12に重ね合わせて凹部18を形成し、凹部18に金属片を挿入して溶接予備基体16を組み立てる溶接予備基体組立工程と、凹部18をレーザ光を照射して加熱して、第一金属部材10と、第二金属部材12と、金属片と、を溶融凝固して接合する接合工程と、を備える。
(もっと読む)
重ね隅肉接合材の設置方法及び構造

【課題】アルミニウム板と鋼板とを重ね隅肉溶接して得られる接合材における接合部たる継手部分の耐食性を、より簡便な手法により効果的に向上せしめ得る重ね隅肉接合材の設置方法及び構造を提供すること。
【解決手段】アルミニウム板12と鋼板14とを重ね隅肉溶接して得られる接合材10を組み付けて、目的とする構造体の少なくとも一部を形成するに際して、接合材10における溶接ビード形成側の面を、前記構造体において腐食因子が接触する側に位置せしめると共に、かかる接合材10における前記アルミニウム板12部位が、接合材10における前記鋼板14側のビード止端部20よりも鉛直方向上方に位置するように、かかる接合材10を配設するようにした。
(もっと読む)
管寄せとニッケル基合金からなる伝熱管の溶接構造
【課題】経年変化した析出強化型Ni基合金からなる伝熱管の現地での大量の取替溶接工事が容易な管寄せとNi基合金からなる伝熱管の溶接構造を提供すること。
【解決手段】経年使用後の伝熱管取替工事において、TiとAlを含有するγ’相析出強化型Ni基合金からなるボイラ伝熱管4とTiとAlを含有するγ’相析出強化型Ni基合金からなる管寄せ1とを溶接接合するに際して管寄せ1に固溶強化型ニッケル(Ni)基合金、弱析出強化型(γ’相の平衡析出量10%以下)ニッケル(Ni)基合金又は高強度オーステナイト鋼からなるスタブ管2の一端を接合し、当該スタブ管2の他端に、伝熱管4と同材質の肉厚調整用ピース5を介して新伝熱管6を接合する管寄せ1とNi基合金からなる伝熱管4の溶接構造であり、前記材質のスタブ管2は析出強化型Ni基合金伝熱管に比べ、経年使用によっても著しい硬化や延性低下が生じないので溶接割れのポテンシャルが小さく、溶接前にスタブ管先端を固溶化処理することなく、そのまま現地溶接することができる。
(もっと読む)
重ねすみ肉継手における接合界面の引張強度評価方法及びそのための試験片
【課題】ヤング率の異なる二つの板状母材からなる片面重ねすみ肉継手における接合界面の強度を、厳格に且つ確実に評価し得る方法、並びにそのための試験片を提供すること。
【解決手段】第一の母材12とそれとはヤング率の異なる第二の母材14とを重ねすみ肉溶接して得られる重ねすみ肉継手にて構成され、かかる継手のビード形成部位16の幅方向両側の中間部が、長手方向に平行な直線部20とされ、その両端部が、所定の曲率半径の湾曲部22,24が形成された狭幅化凹所18とされ、且つ第二の母材14側部位の狭幅化凹所18の湾曲部24の湾曲開始端Qが、ビード形成部位におけるビード止端部TB に位置するように構成した試験片10を準備し、この試験片10の第一の母材12側部位と第二の母材14側部位とを把持して、相互に離隔されるように引張することにより、接合界面の引張強度を評価するようにした。
(もっと読む)
重ねすみ肉継手における接合界面の強度評価方法
【課題】複数のすみ肉重ね継手のそれぞれの接合界面の強度を、相対的に且つ適性に評価することが出来る方法を提供する。
【解決手段】板状の第一の母材12と板状の第二の母材14とを重ねすみ肉溶接して得られる片面重ねすみ肉継手から試験片10を採取して、該試験片10の該第二の母材側14部分を、L字型治具24が有する外側角部の湾曲面34上に、重ねすみ肉溶接部位16が位置するようにして、該L字型治具24と共にクランプした後、該L字型治具24の湾曲面34に沿って該試験片10を曲げ試験して、その際の該試験片10の該重ねすみ肉溶接部位16の接合面18における界面剥離の生じる限界を調べるようにした。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つアルミニウム材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とアルミニウム材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルスMIG溶接操作を施して、重ね隅肉継手を製造した。
(もっと読む)
補修可能燃料ノズル及び補修方法
パイロット組立体(808)を形成する段階と、補修穴(801)内に据え付ける段階と、一次アダプタ(820)がパイロット流路(102)及びパイロット組立体(808)と流れ連通しているように一次アダプタ(820)を補修穴(801)に挿入する段階と、一次アダプタ(820)を分配器(300)及び新しいパイロット組立体(808)に結合する段階とを含む、燃料ノズル(100)を補修する方法が開示される。燃料流を燃料分配器(300)の少なくとも1つの流路(102)から燃料スワーラ(603)を含むパイロット組立体(808)に配向するように構成されたアダプタ(820)を含む、補修可能燃料ノズル(100)が開示される。 (もっと読む)
管結合部を製造するための方法および管結合部
【課題】管が、鋳造材料から成る構成部分に溶接によって結合され、かつ結合部が高い強度を有し、しかも互いに溶接不可能な材料ペアリングをも互いに位置固定することのできるような、管結合部を製造するための方法を提供する。
【解決手段】まず管2の端側の区分4を拡開させ、引き続き、該拡開された区分4に鋳造材料から成る構成部分を配置し、拡開された区分4が少なくとも部分的に形状接続的に封入されるように鋳造材料から成る構成部分3を、拡開された区分4溶接する。
(もっと読む)
異材接合体及びその製造方法
【課題】アルミニウム合金材と鋼材とのT形すみ肉接合の異材接合体において、接合強度が高く実用性が優れているめっき鋼板とアルミニウム合金板との異材接合体及びその製造方法を提供する。
【解決手段】アルミニウム合金板1を水平に配置し、めっき層3が施されためっき鋼板2を垂直に配置し、このめっき層3の端面を、アルミニウム合金板1の表面に当接させる。そして、垂直めっき鋼板2と水平アルミニウム合金板1とのT形状の隅部を、アルミニウム又はアルミニウム合金からなる溶加材を使用して、ミグ溶接機により、接合する。これにより、この隅部にアルミニウム又はアルミニウム合金からなる溶着金属4が形成される。
(もっと読む)
構造物の溶接方法
【課題】実際の溶接を実施する以前に溶接部の近傍を圧縮残留応力にする溶接条件を解析的手法により算出して行う構造物の溶接方法を提供する。
【解決手段】本発明に係る構造物の溶接方法は、全溶接パス数より少ない複数の溶接施工部を設定し、各溶接施工部の溶接時の熱影響を模擬した解析条件から残留応力解析を行い(ステップS1)、この残留応力解析の結果から各溶接施工部における最適な解析条件を選択し、この選択した解析条件を、各溶接施工部の周囲の溶接パスの解析条件に展開し(ステップS2)、この展開した解析条件に基づく残留応力解析により全パス解析を行い(ステップS3)、この全パス解析より得られる残留応力解析の結果が構造物の溶接部近傍の評定部に生じる残留応力を圧縮残留応力にする解析条件を特定し、この解析条件を実際の溶接条件として設定して(ステップS4)構造物の溶接を行う。
(もっと読む)
耐高温腐食Ni基合金溶接構造体および熱交換器
【課題】高温腐食環境下で高い耐食性を発揮する高Si−耐高温腐食Ni基合金同士の溶接部およびその近傍の耐高温腐食性を高め、高温腐食環境下で長期間の使用可能な耐高温腐食Ni基合金溶接構造体を提供する。
【解決手段】Ni:45〜57wt%、Cr:23〜35wt%、Mo:1〜5wt%、Si:3〜6wt%、C:0.05〜0.5wt%を含有し、残部がFeおよび不可避的不純物から成る高Si−耐高温腐食Ni基合金によって形成された複数の要素部材同士が溶接接合されて成る耐高温腐食Ni基合金溶接構造体であって、前記溶接された溶接部は、その溶着金属が、一部は前記高Si−耐高温腐食Ni基合金より靭性の高い第一の溶着金属WM1であり、残りは前記高Si−耐高温腐食Ni基合金と同じ組成の第二の溶着金属WM2であり、高温腐食雰囲気に曝される面に前記第二溶着金属WM2が露呈していることを特徴とする。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
車両構体
【課題】構体質量の増加を極力抑えながら、構体の曲げ剛性を向上することによって、鉄道車両の良好な乗心地性能を提供する。
【解決手段】屋根構体1、側構体2、台枠3、妻構体4から成る鉄道車両構体10の長手方向中央部の屋根構体1の車内側に強度板7を貼り付けする。強度板7の鉄道車両構体10の長手方向の貼り付け範囲は2つの枕梁6の間であり、屋根構体1の左右方向の貼付範囲は屋根構体1の左右方向の長さの半分程度である。強度板7の板厚は、屋根構体1の上下方向の高さが高くなるに従って厚くなっている。かかる構造においては、多大な変形が生じる鉄道車両構体10の長手方向中央部の屋根構体1の変形を抑えられるので、鉄道車両構体10の曲げ剛性を効率的に向上できる。すなわち、鉄道車両の上下方向の曲げ振動を抑制できるので、良好な乗心地性能を提供できる。
(もっと読む)
溶接方法および溶接物
【課題】通常のアーク溶接機器以外に、追加の機器や加工工程を必要とすることなく、溶接部におけるブローホールの発生を抑える。
【解決手段】アルミニウム鋳物材1とアルミニウム展伸材3とからなるワーク相互を、ワイヤ7を用いて溶接接合する際に、ワイヤ7とワークとの間に印加する電圧の極性を切り換えて交流アーク溶接を行う溶接方法であって、ワイヤ7が正の極性となる電流の時間積分値をA、ワイヤ7が負の極性となる電流の時間積分値をBとしたときに、|B|/(A+|B|)=0.128以上とした状態で、交流アーク溶接を行い、これにより、アルミニウム鋳物材1に対する溶接時の入熱量を67.8J/mm2以下とする。
(もっと読む)
パネル構造体の接合方法
【課題】第1の中空パネルと第2の中空パネルとを中空パネルの片面側から両面を片面から、容易に、簡単に接合することにある。
【解決手段】第1のパネル、第2のパネルの第2の板は上面側の第1の板よりも相手側のパネル側に突出している。まず、第2の板同士の突き合わせ部を溶接または摩擦攪拌接合で接合する。溶接の器具、または摩擦攪拌接合回転工具50は上面側の板同士の間の隙間から挿入する。次に、接続材30を第2の板に重ね、溶接または、摩擦攪拌接合する。接続材30はリール300に巻かれており、回転しつつ、繰り出される。接続材30が第1のパネル,第2のパネルに接合されることによって、接続材30がリール300から繰り出される。これによって、中空パネルの両面を上方の面側から接合できる。
(もっと読む)
軌条車両、その製作方法、及びそれに用いる中空形材
【課題】低屋根構体の屋根構体又は側構体への結合部における強度低下や騒音発生を防止し、かつ、低屋根構体の屋根構体又は側構体への取り付けを容易にすることができる軌条車両、その製作方法、及びそれに用いる中空形材を提供する。
【解決手段】側構体を構成する中空形材120と、低屋根構体20を構成する中空形材210との接合において、中空形材120の低屋根構体20との接合部となる個所よりも上方の最上部を切削して、中空形材120の上端部128に第1突出リブ124,第2突出リブ125を低屋根構体20に向けて残す。次に、低屋根構体20を側構体12の上方から下降させて、第1突出リブ124及び第2突出リブ125上に低屋根構体20の第1係止リブ214,第2係止リブ215を載置させて、突き合わせ部220,221を車外側から又は車内側から溶接する。騒音発生源となる溶接個所の段差の発生を防止でき、車体の製作を容易にできる。
(もっと読む)
発泡金属部材の溶接方法
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 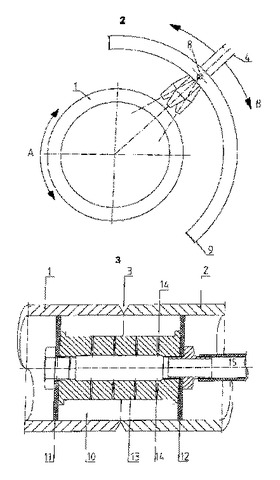 (もっと読む)
(もっと読む)
21 - 40 / 56
[ Back to top ]