
Fターム[4E081BB17]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接用材料(突合せ溶接) (172) | 当て材(裏当て材、タブ、バックバー等) (31)
Fターム[4E081BB17]に分類される特許
21 - 31 / 31
裏当装置および片面溶接装置
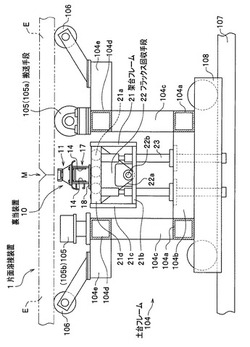
【課題】被溶接部材を突き合わせた開先線の裏側へのフラックス押し当てが容易で、異なる裏当方式に対応する2つの裏当部を備えても裏当装置全体が大型化せず、設備コストが低価な裏当装置を提供する。また、裏当装置を備える片面溶接装置においても、片面溶接装置全体が大型化せず、設備コストが低価な片面溶接装置を提供する。
【解決手段】開先線の裏側にフラックスを押し当てる裏当部11と、裏当フレーム17と、架台フレーム21と、フラックス回収手段22とを備える裏当装置10であって、裏当部11は、フラックス保持部と、支持板と、1本のエアーホースと、エアーホースの幅方向の両側で長手方向に所定間隔で配置される昇降ガイド部材を有する昇降ガイド14とを備え、昇降ガイド14は、各昇降ガイド部材の一端部が、支持板に固定され、各昇降ガイド部材が、裏当フレーム17に形成されたガイド穴を挿通して、ガイドされるように形成される。
(もっと読む)
鉄筋の突合せ溶接方法及び溶接継手の超音波探傷検査方法

【課題】鉄筋と裏当て材の位置関係に影響されることなく、超音波探傷検査にて探触子が溶接継手に接近できる鉄筋の突合せ溶接方法を提供する。
【解決手段】サイズが異なる2本の鉄筋71,75が、帯状の鋼板を略U字形に湾曲させた裏当て材61を用いて、突合せ溶接される。まず、鉄筋71,75の中心軸A及びBが平行に位置し、鉄筋71,75の開先間の距離が所定のルート間隔となるように調整が行われる。次に、鉄筋71,75の中心軸A及びBが略同一線上に位置するように調整が行われる。次に、裏当て材61が仮付けされる。裏当て材61は、鉄筋71,75の開先間の空間を囲うと共に、その底部が大きいサイズの鉄筋71から小さいサイズの鉄筋75に向かって傾くように、鉄筋71,75の側面と当接する。そして、鉄筋71,75の開先間が本溶接されて、鉄筋71、75間に溶接継手93が形成される。
(もっと読む)
MIG溶接方法
【課題】 溶け込み促進が図れて深溶け込みが可能で、安定した溶接を迅速に行えるMIG溶接方法を提供すること。
【解決手段】 純度の高い不活性ガスをシールドガスとしたMIG溶接であり、被溶接板1の溶接継手部8の表面2に活性フラックスFを塗布し、この溶接継手部8をMIG溶接する。
(もっと読む)
多電極片面サブマージアーク溶接方法
【課題】広範囲な継手板厚に対し、良好なビード形状と健全で良好な継手性能を有する溶接継手を得ることができる多電極片面サブマージアーク溶接方法を提供する。
【解決手段】被溶接材の突き合わせ部の開先形状をV形状とし、その開先角度は30乃至60度とする。開先断面積に対する開先内充填材の充填率は2%以上25%未満である。そして、開先断面積に対する開先内充填材の充填率が2%以上15%以下の場合、第1電極の電流は950乃至1570A、開先断面積に対する開先内充填材の充填率が15%を超え20%以下の場合、第1電極の電流は1000乃至1580A、開先断面積に対する開先内充填材の充填率が20%を超え25%未満の場合、第1電極の電流は1050乃至1590Aである。また、この多電極片面サブマージアーク溶接は、フラックス銅バッキング又はフラックスバッキングを裏当材とする。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】板厚50mm以上の厚肉鋼板の溶接に好適なエレクトロガスアーク溶接方法を提供する。
【解決手段】溶着量増加用のホットワイヤを溶融池に直接供給する。溶接装置は、溶接電源と溶接ワイヤ送給装置、電極トーチ、および溶接ワイヤで構成され、溶接電源の片極が電極トーチに、他極は被溶接部材に接続されている。溶着量を増大させるためのホットワイヤ供給機構として、通電加熱電源、ホットワイヤ送給装置、通電トーチ、およびホットワイヤからなる構成が溶接装置と独立して配置されている。アークを発生させ、溶融池を形成せしめる溶接ワイヤと被溶接部材の開先面の間に、ホットワイヤ送給装置、通電トーチを通して供給されるホットワイヤを送給するように配置する。
(もっと読む)
金属溶接管製造用内面シールド治具
【課題】大径の金属溶接管を製造する際であっても、気密性に優れ、少量のシールドガスの使用により管内の溶接部の酸化を確実に防止でき、かつ耐久性に優れた内面シールド治具を提供する。
【解決手段】オープンパイプ状に成形した金属帯又は金属溶接管1の内周面に接触する入側シール材4、出側シール材5、その両者間に、かつロッド3上にスプリング6を介して配置された、四方の側壁面及び底壁面が閉じられて上面に開口部を有するガスシールボックス7からなり、当該ガスシールボックス7内の底部に、溶接点2より出側の位置で折り返す冷却水循環用水路、及び前記ガスシールボックス内で開口するシールドガス供給路を配設したもの。
(もっと読む)
インターナルクランプ装置
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法
【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
パイプ連結構造
【課題】第1のパイプと第2のパイプを強固に連結するために、パイプに特殊な加工をせずに強固に連結固定できるとともに、必要な強度に応じた連結手段を選択できる点にある。
【解決手段】第1のパイプ2の周面に第2のパイプ3の端部を略直角に連結するためのパイプ連結構造において、第2のパイプの周面3bの一部又は全周面と、第1のパイプ2の周面2aの一部又は全周面とを第1のパイプ2の周面2aにおける第2のパイプ3の端部3aとの接合面より外周の一部又は全周とを溶接結合する側面視略台形状の1又は複数の補助連結具1を備えた。
(もっと読む)
コラム溶接用裏当て金
【課題】 安価に製作可能で、しかも脱落等の問題も発生しないコラム溶接用裏当て金を提供する。
【解決手段】 コラム1の端部をダイヤフラム4に溶接接合するときに、コラム1の端部内面に固定されて、コラム1とダイヤフラム4間に形成される開先隙間をコラム1の内側から閉鎖する裏当て金本体11と、前記裏当て金本体11に設定間隔おきに取り付けた仮止め具13であって、前記裏当て金本体11の後面に溶接固定される固定部15と、裏当て金本体11の外側面の途中部においてコラム1の先端部に係止される係止突部16と、固定部15と係止突部16とを連結する連結部17とを有し、金属板をプレス成形してなる仮止め具13とを備えた。
(もっと読む)
21 - 31 / 31
[ Back to top ]