
Fターム[4E082EA01]の内容
Fターム[4E082EA01]に分類される特許
1 - 20 / 21
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム
【課題】アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。
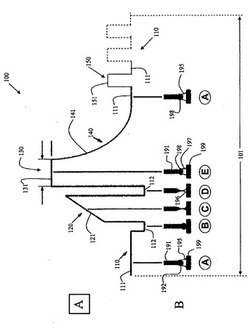
【解決手段】前進する溶接電191と金属ワークピース199との間に、電気アークパルスを発生させるように電気溶接波形100を生成する電気アーク溶接システムを使用し、電気溶接波形のサイクルは、上昇するピンチ電流レベル121を供給するピンチ電流段階120、ピーク電流レベル130を供給するピーク電流段階、低下する導出電流レベル141を供給する導出電流段階140、及びバックグラウンド電流段階111を供給するバックグラウンド電流レベル110を含むそのサイクルの少なくとも1つの加熱電流段階150が生成され、加熱電流レベル151をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。
(もっと読む)
アーク溶接方法

【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
多電極ガスシールドアーク自動溶接装置
【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
アーク溶接の磁場強度調整方法
【課題】磁場を利用したアーク溶接において、コストの増加や装置の大型化を回避しつつ、溶接部の磁場強度の調整が可能な技術を提供すること。
【解決手段】突き合わせたワークWをプラズマトーチ10により溶接するプラズマアーク溶接において、プラズマトーチ10が進行する接合方向に対して直交する方向の磁場BをワークWの内部に生成し、プラズマトーチ10とワークWとの間に流れる電流Iと、磁場Bとに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチ10の進行方向前方に曲げてプラズマアーク溶接する際に、溶接部の磁場強度を調整するプラズマアーク溶接の磁場強度調整方法であって、プラズマトーチ10とワークWの突き合わせ部との相対位置を変更することにより、溶接部の磁場強度を調整することを特徴とする。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置
【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
プラズマアーク溶接方法,多層盛溶接方法および装置
【課題】 アークによる開先幅方向の溶接範囲が広いプラズマアーク溶接を行う。融合不良等の溶接欠陥を生じない厚板狭開先多層盛溶接を行う。
【解決手段】 プラズマトーチのプラズマアークによって被加工材を溶接するプラズマアーク溶接において、電磁コイルが発生する磁界を、プラズマトーチのノズル近傍に配置した磁性体を介して、プラズマトーチと被加工材との間のプラズマアークに印加し、前記電磁コイルに流す電流によって前記被加工材に対するプラズマアークの指向方向を制御する、ことを特徴とする。電磁コイルの通電を間断して、あるいは通電極性を交互に切換えて、プラズマアークの指向方向を開先幅方向にオシレートする。
(もっと読む)
溶接装置、溶接棒ヘッドおよび方法
溶接装置は、被加工物の表面にクラッディング材料を同時に溶着するために、離間した構成の関連する複数の連続送給溶接棒のアレイを同時に収容するように適合された溶接棒ヘッドを有する。溶接棒ヘッドは、溶接軌跡を通って作動可能であり得る。溶接装置は、複数の連続送給溶接棒それぞれと被加工物との間に溶接アークを同時に作るために電力を供給するように適合された溶接電源を有し得る。 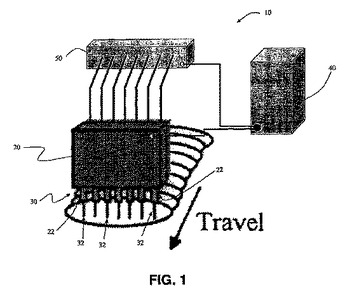 (もっと読む)
(もっと読む)
アーク溶接方法
【課題】溶接開始時にアークのふらつきが生じても、アークを即座に安定化させるとともに、溶接ビードの欠陥を抑制することができるアーク溶接方法を提供する。
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接方法であって、アークを発生させる溶接開始時において溶接ワイヤ17と溶接母材Wとの間に供給する溶接電圧Vwが所定の閾値電圧Vtを越えたか否かを判別し、溶接電圧Vwが所定の閾値電圧Vtを越えたことを判別すると、アークの発生を休止し、その後、アークを再発生させる。このような方法によれば、閾値電圧Vtを適切な値に設定することにより、アークを即座に安定化させることができる。
(もっと読む)
アーク長揺動パルスアーク溶接制御方法
【課題】低周波の切換周波数でアーク長を周期的に揺動させて溶接するアーク長揺動パルスアーク溶接方法において、溶接開始部分のビードに発生するブローホールを低減すること。
【解決手段】溶接ワイヤを送給すると共に、ピーク期間HTp、LTp中のピーク電流HIp、LIp及びベース期間HTb、LTb中のベース電流HIb、LIbを交互に繰り返して通電し、切換周波数で前記ピーク期間及び/又はピーク電流を変化させることによってアーク長を周期的に揺動させて溶接を行うアーク長揺動パルスアーク溶接制御方法において、溶接開始時点から予め定めた初期期間Ts中は、前記切換周波数(初期周波数fs)をそれ以降の定常期間の予め定めた定常周波数ftよりも低い値に設定する。これにより、溶接開始時の溶融池を十分に撹拌することができ、ブローホールの発生を低減することができる。
(もっと読む)
ステッチパルス溶接装置
【課題】所望のビード形状を指定するだけで必要な溶接条件(電流、電圧、時間)が自動的に設定されるステッチパルス溶接装置を提供する。
【解決手段】溶接トーチを停止した状態でアークを発生させ、所定の溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら、1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を記憶した溶接条件データベース部21と、ウロコ直径値Srを入力として溶接条件データベース部21から溶接条件Tcを算出する溶接条件算出部22と、ウロコ重ね率Lrを設定することによって移動ピッチMpを自動的に算出する移動ピッチ算出部25を備えた。
(もっと読む)
非消耗電極アーク溶接装置
【課題】 溶接作業者が手動で行う非消耗電極アーク溶接において、アーク長が常に適正値になるように溶接トーチを維持して溶接を行うためには熟練した技能が必要である。さらに、ワーク形状の制約からアーク長を目視で確認しづらい場合もある。本発明は、アーク長を容易に適正値に維持することができる非消耗電極アーク溶接装置を提供する。
【解決手段】 非消耗電極1と母材2との間にアーク3を発生させるための溶接電流Iw及び溶接電圧Vwを出力する非消耗電極アーク溶接装置において、前記溶接電圧Vwを検出する電圧検出手段VDと、この溶接電圧検出値Vdを入力として前記溶接電圧値Vwに応じて増加又は減少するサウンドの周波数Frを設定するサウンド周波数設定部FRと、この設定された周波数Frを有するサウンドを鳴らすサウンド出力手段SDと、を備えている。
(もっと読む)
TIG溶接方法およびその装置
【課題】TIG溶接する際に、溶接アーク8の放射形状を制御することによって被接合部10間に間隙があっても溶融した金属溶湯9が互いに連続して接合できるTIG溶接方法およびその装置を提供する。
【解決手段】TIG溶接機2の負極が接続される溶接トーチ3の電極4と、正極が接続される被接合物5との間に発生する溶接アーク8の放射形状を、溶接アーク8と並ぶ位置に配置した永久磁石7により発生する一定磁界のローレンツ力によって偏向し、被接合部10の溶接線方向に所望のたまご形の放射面形状を得て、溶接線方向の入熱を増加させ、生じる金属溶湯に、偏向した溶接アーク8が有する運動量を溶接線方向に作用させて、溶接線方向に押付ける作用力を発生して2つの間隙を有して隣接する被接合部10の金属溶湯9を互いに連続させて接合する。
(もっと読む)
溶接電源
【課題】 多層溶接において、溶接パス間温度が設定値以下になってからしか溶接施工ができない溶接電源を提供する。
【解決手段】 本発明は、外部からの起動信号Stに従ってアーク溶接に適した溶接電圧Vw及び溶接電流Iwを出力する出力制御回路PMと、溶接部の温度を計測して温度計測信号Tdを出力する温度センサTDと、多層溶接の溶接パス間温度を設定して溶接パス間温度設定信号Trを出力する溶接パス間温度設定回路TRと、温度判定を開始させるための判定開始スイッチSWと、溶接停止中に、前記判定開始スイッチSWがオンされたときの前記温度計測信号Tdの値が前記溶接パス間温度設定信号Trの値以下であり、かつ、それ以降に前記起動信号Stがオンされたときにのみ、前記出力制御回路PMからの出力を開始させて溶接を行えるようにする温度判定回路HCと、を備えた溶接電源PSである。
(もっと読む)
管端シール溶接方法および管端シール溶接装置
【課題】溶接作業の放置化と溶接不良の低減とを図ることができる管端シール溶接方法および管端シール溶接装置を提供する。
【解決手段】鉛直に設けられた管板4の各管穴41に水平に伝熱管5を挿入し、その管穴41周りの管端51をティグ溶接する管端シール溶接方法において、予め上記管端51に対する電極21の距離を設定すると共に、その電極位置でのアーク電圧を基準アーク電圧として記憶し、その後、溶接時に、アーク電圧をサンプリングすると共に、そのサンプリングしたアーク電圧と上記基準アーク電圧とを比較し、両アーク電圧の差が所定の判定電圧差を超えるときに、溶接を中断するものである。
(もっと読む)
パルスアーク溶接のアーク長制御方法
【課題】消耗電極式パルスアーク溶接において、平均アーク長を短く設定して高速溶接等を行うときのアーク長制御性を向上させる。
【解決手段】本発明は、ピーク電圧及びベース電圧からなる溶接電圧Vwの平均値を算出し,この溶接電圧平均値が予め定めた電圧設定値と略等しくなるようにパルス周期を制御してアーク長を適正値に維持するパルスアーク溶接のアーク長制御方法であって、ベース期間中に短絡状態Tsになりベース電圧から短絡電圧Vsに変化したときは、この短絡電圧Vsをベース電圧下限値Vbtに制限して上記溶接電圧平均値を算出するアーク長制御方法において、上記ベース電圧下限値Vbtを、短絡期間Tsの時間経過に伴ってより低い値に変化させる。
(もっと読む)
溶接方法及び溶接装置
【課題】溶接異常を検知することができ、しかも、その異常の発生位置及び長さを検出することができ、また、溶接異常部の補修を行うことができる溶接方法及び溶接装置を提供する。
【解決手段】溶接開始信号を入力した後、溶接電流・電圧検出手段1にて検出した溶接電流及び溶接電圧が設定範囲外であるときを異常識別手段2でもって溶接異常とする。開始信号入力タイミングを時間軸基準にして、異常発生時刻及び異常終了時刻を時刻算出手段3にて算出する。これらのデータとロボット位置情報から異常発生位置11及び異常終端位置12を演算手段8にて演算する。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返すパルスアーク溶接にあって、短絡が発生しても所望の溶接電源の外部特性を形成すること。
【解決手段】本発明は、傾きKs、溶接電流基準値Is及び溶接電圧基準値Vsによって外部特性を設定し、溶接電圧vo及び溶接電流ioを検出し、第n回目のパルス周期の開始時点から積分値Svb=∫(Ks・io−Ks・Is+Vs−vo)・dtを演算し、ピーク期間に続くベース期間中の積分値Svbが零以上になった時点で第n回目のパルス周期を終了することによって外部特性を形成するパルスアーク溶接の出力制御方法において、短絡期間中の積分値Svbの演算には、短絡解除電流が重畳しない溶接電流ih及びアークが発生しているとしたときの溶接電圧vhを使用する。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
アーク溶接装置
【課題】ケーブルの繋替えを行わずにパルスアーク溶接とショートアーク溶接の両方で高品質な溶接ができるアーク溶接装置を提供する。
【解決手段】一次整流回路3の出力を高周波に変換するスイッチング部11と、スイッチング部11の出力をアーク用電圧に変換する変圧器12と、変圧器12の出力を整流する二次整流回路13と、二次整流回路13に接続された直流リアクトル14と、スイッチング部11を制御する溶接出力制御手段4とを備えたアーク溶接装置1において、一次整流回路3の出力を高周波に変換するスイッチング部21と、スイッチング部21の出力をアーク用電圧に変換する変圧器22と、変圧器22の出力を整流する二次整流回路23と、二次整流回路23に接続され直流リアクトル14より小容量の直流リアクトル24とを備え、溶接出力制御手段4は、スイッチング部11およびスイッチング部21を個別に制御する。
(もっと読む)
1 - 20 / 21
[ Back to top ]