
Fターム[4E084EA04]の内容
溶接用非金属材料(フラックス) (4,852) | フラックスの性質、形状 (130) | 粒度、粒径 (22)
Fターム[4E084EA04]に分類される特許
1 - 20 / 22
水平すみ肉溶接用被覆アーク溶接棒
【課題】高電流の溶接条件で水平すみ肉溶接しても耐棒焼け性に優れてアークが安定し、スラグ剥離性およびビード形状が良好なすみ肉溶接用被覆アーク溶接棒を提供する。
【解決手段】鋼心線に被覆剤が塗装されている被覆アーク溶接棒において、前記被覆剤は、平均粒径が5〜45μmでMnCO3の含有量が90質量%以上である炭酸マンガン:0.6〜4.0質量%、炭酸マンガン以外の金属炭酸塩:2〜8質量%、ルチール:8〜16質量%、珪砂:4〜12質量%、マグネシアクリンカー:2〜8質量%、フェロマンガン:5〜11質量%、鉄粉:40〜60質量%を含有し、その他は塗装剤、水ガラスおよび不可避的不純物からなる。
(もっと読む)
低合金鋼のサブマージアーク溶接方法
【課題】 濃厚硫酸及び濃厚塩酸環境下で優れた耐食性等を発揮し、溶接欠陥の無い溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:5〜21%、Al2O3:15〜44%、MgO:7〜32%、CaO:0.5〜10%、CaF2:5〜35%、TiO2:5〜33%、Si:0.2〜5.0%、Mn:0.1〜5.0%、金属炭酸塩のCO2分:0.5〜9.0%を含有し、フラックスの粒径が850μm超の粒子が20〜55%、150〜850μmの粒子が40〜75%、150μm未満の粒子が6%以下で、見掛密度が0.70〜1.30g/cm3であるボンドフラックスとC:0.005〜0.2%、Si:0.01〜1.5%、Mn:0.4〜2.5%、Cu:0.03〜1.0%、Ni:0.05〜1.0%、Mo:0.01〜1.0%、Sb:0.01〜0.25%を含有するソリッドワイヤとを組合せて溶接する。
(もっと読む)
多電極片面サブマージアーク溶接用ボンドフラックス
【課題】3電極以上の多電極高速片面サブマージアーク溶接において、表ビード表面に鉄粒突起が発生せず、表ビード・裏ビード共に安定したビード形状・外観が得られ、溶接欠陥が無く、優れた機械性能の溶接金属が得られるボンドフラックスを提供する。
【解決手段】ボンフラックスにおいて、質量%で、SiO2:10〜30%、Al2O3:4〜16%、MgO:8〜26%、MnO:0.5〜5.0%、CaO:2〜14%、CaF2:1.0〜8.0%、TiO2:3〜15%、Na2O:1.0〜5.0%、B2O3:0.1〜3.0%、Fe:15〜40%、Si:1.0〜5.0%、Mo:0.1〜3.0%を含有し、フラックスの粒度構成が質量%で、粒径850μm以上:20〜45%、粒径300〜850μm:40〜75%、粒径150〜300μm:3〜15%、粒径150μm:5%以下で、見掛密度が0.90〜1.30g/cm3とする。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法
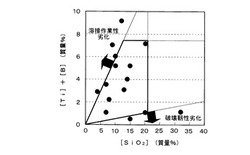
【課題】低温破壊靭性が優れた溶接部(溶接金属)を、優れた溶接作業性で得ることができるサブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ボンドフラックスは、MgO:23乃至43%、Al2O3:11乃至31%、CaF2:6乃至16%、SiO2:7乃至20%、金属炭酸塩:CO2換算で1.0乃至8.0%、CaO及びBaOの1種又は2種:合計で2乃至16%を含有すると共に、金属Si:0.4乃至1.5%、金属Ti及びTi酸化物(total Ti):Ti換算値の合計で1.0乃至7.0%、金属B及びB酸化物の1種又は2種:B換算値の両者の合計で0.01乃至0.20%、アルカリ金属Na、K及びLiの酸化物:各元素への換算値の合計で1.0乃至6.0%を含有しており、(Ti換算値+B換算値)/SiO2:0.05乃至0.55を満足する。
(もっと読む)
被覆アーク溶接棒用Ni粉および低水素系被覆アーク溶接棒
【課題】生産性が良好で、アーク安定性およびスパッタの発生量が低減できるなど溶接作業性が優れると共に、溶接金属の靭性を確保できる被覆アーク溶接棒用Ni粉および低水素系被覆アーク溶接棒を提供する。
【解決手段】被覆アーク溶接棒を製造する際に被覆剤に添加されるNi粉であって、C含有量が0.020質量%以下で、残部がNiおよび不可避不純物からなり、平均粒径を35〜120μmとする。また低水素系被覆アーク溶接棒において、このNi粉を被覆剤全質量に対して、3.5〜12.5質量%含有させる。
(もっと読む)
溶接材料用酸化チタン原料、フラックス入りワイヤ、被覆アーク溶接棒及びサブマージアーク溶接用フラックス

【課題】フラックスの粒子の流動性を向上させ、フラックス中に偏析することがない溶接材料用酸化チタン原料並びにそれを使用したフラックス入りワイヤ、被覆アーク溶接棒及びサブマージアーク溶接用フラックスを提供する。
【解決手段】溶接材料用酸化チタン原料は、最大幅に対する最大長さの比であるアスペクト比が2.6乃至3.5の酸化チタン粒子1を酸化チタン原料の全質量あたり3乃至20質量%含有し、アスペクト比が3.5を超える酸化チタン粒子1を含有しない。この溶接材料用酸化チタン原料を、フラックス入りワイヤ、被覆アーク溶接棒及びサブマージアーク溶接用フラックスの原料として使用する。
(もっと読む)
フラックス入り高張力鋼用溶接ワイヤ及びその製造方法
【課題】 引張強さが950MPa級以上である高張力鋼にも一般的に使用可能なフラックス入り高張力鋼用溶接ワイヤ及びその製造方法を提供する。
【解決手段】 鋼製外皮の内部に、少なくとも金属または合金を含有するフラックスが充填されたフラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、C:0.04〜0.30%、Si:0.2〜2.0%、Mn:0.3〜2.5%、P:0.02%以下、S:0.02%以下、Al:0.002〜0.05%、Ni:1.0〜12%、Mg:0.01〜2.0%含有し、残部が鉄および不可避的不純物からなり、炭素当量(Ceq)が0.25〜1.2%であり、さらに、フラックス入りワイヤに充填するフラックスの平均粒径が30〜300μmであり、鋼製外皮に外気侵入の危険性のあるスリット状の継ぎ目が無いことを特徴とする。
(もっと読む)
溶接装置と溶接方法
【課題】活性フラックスを使用することによって深い溶込みを得る溶接装置または溶接方法において、被溶接物の溶融池に活性フラックスをフラックス供給手段より供給しながら溶接を行う溶接装置と溶接方法に関する。
【解決手段】活性フラックス11と、前記活性フラックス11を供給するフラックス供給手段7と、レーザ光5を発生し、被溶接物6の溶接位置に照射するレーザ装置1と、前記フラックス供給手段7と前記レーザ装置1とを制御する制御手段12とを備え、前記フラックス供給手段7は、前記活性フラックス11を前記被溶接物6の溶融池に供給しながら溶接を行う溶接装置。
(もっと読む)
溶接トーチヘッドを自動補修するための方法、装置及び水性分散系の使用
本発明は、少なくとも1つのコンタクトチップ20と、該少なくとも1つのコンタクトチップ20を囲むノズル26とを備えているトーチヘッド12を自動的に補修する方法及び装置10に関するものである。第1の補修装置32では、少なくとも1つのコンタクトチップ20とノズル26とが組み付けられている状態で、トーチヘッド12が非接触で清掃される。少なくとも1つのコンタクトチップ20及びノズル26の表面の少なくとも一部に対して、トーチヘッド処理剤42を塗布するために、第2の補修装置34が用いられる。トーチヘッド12が、第1の補修装置32又は第2の補修装置34に対応する補修位置に移動させられた後に、それぞれ第1の補修装置32又は第2の補修装置34の操作が、コントロールユニット50により開始させられる。トーチヘッド処理剤は、約5ないし約50重量パーセントの窒化ホウ素を含んでいる。 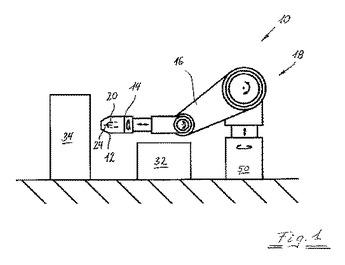 (もっと読む)
(もっと読む)
片面サブマージアーク溶接用裏当てフラックス及びこれを用いた片面サブマージアーク溶接方法
【課題】裏当てフラックスと被溶接鋼板の開先裏面との良好な密着性を確保することにより、形状、外観が安定し、健全な裏ビードを得ることができる片面サブマージアーク溶接用裏当てフラックス、及びこれを用いた片面サブマージアーク溶接方法を提供すること。
【解決手段】裏当てとして銅板とともに使用され、銅板上に一定厚さで散布された状態で該銅板とともに被溶接鋼板の開先裏面に押し当てられ、開先表面側から裏ビードを形成しながら溶接を行う片面サブマージアーク溶接法に用いられる片面サブマージアーク溶接用裏当てフラックスにおいて、粉化率が、3.0〜10.0%であることを特徴とする片面サブマージアーク溶接用裏当てフラックスである。また、当該裏当てフラックスを用いた片面サブマージアーク溶接方法である。
(もっと読む)
被覆アーク溶接棒用Mg合金粉および低水素系被覆アーク溶接棒
【課題】溶接金属の低温靭性が良好で、かつ溶接作業性を満足しつつ、被覆剤の耐脱落性に優れる被覆アーク溶接棒用Mg合金粉およびこれを使用した低水素系被覆アーク溶接棒を提供する。
【解決手段】被覆アーク溶接棒を製造する際に被覆剤に添加されるMg合金粉であって、Mgを13〜36質量%、Siを33〜56質量%、Feを15〜45%質量%含有し、かつ平均粒径が50〜200μmであることを特徴とする。またこのMg合金粉を、被覆剤全質量に対して3〜17質量%含有する低水素系被覆アーク溶接棒。
(もっと読む)
エレクトロスラグ溶接用金属粉末入りワイヤ
【課題】鋼製外皮に金属粉末を充填し巻き締めて製造した溶接用ワイヤをエレクトロスラグ溶接に適用し、良好な靭性を有する溶接金属が得られ、かつ安価なエレクトロスラグ溶接用金属粉末入りワイヤを提供する。
【解決手段】鋼製外皮に金属粉末を充填してなるエレクトロスラグ溶接用金属粉末入りワイヤであって、全質量に対して質量%でC:0.002〜0.15%,Si:0.02〜1.4%,Mn:0.5〜3.0%,Cu:2.0%以下,Ni:3.0%以下,Mo:0.05〜1.5%,Al:0.005〜0.05%,Ti:0.05〜0.4%,B:0.005〜0.020%,N:0.010%以下,O:0.001〜0.015%,Mg:0.001〜0.01%を含有し、残部がFeおよび不可避的不純物からなる組成を有する金属粉末入りワイヤ。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法
【課題】 高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする。
(もっと読む)
高強度鋼用のサブマージアーク溶接用フラックス入りワイヤ。
【課題】 高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる高強度鋼用のサブマージアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮中にフラックスを充填した高強度鋼用のサブマージアーク溶接用フラックス入りワイヤにおいて、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.06〜0.30%、Si:0.06〜0.5%、Mn:1.0〜3.0%、Ni:2.0〜9.0%、Cr:1.5〜3.5%、Mo:1.0〜4.0%、Ti:0.02〜0.10%を含有し、残部がFeおよび不可避的不純物からなり、前記ワイヤに充填するフラックスのCはワイヤ全質量%で0.02〜0.26%、ワイヤ全水素量が50ppm以下で、フラックス充填率が10〜30質量%であることを特徴とする。
(もっと読む)
金属を溶接するための炭素
【課題】比較的高い炭素含量を選択的にかつコントロール可能に有する溶接部の形成を可能にするサブマージアーク溶接に使用されるように特に適合されたフラックスの提供。
【解決手段】サブマージアーク溶接に使用されるように適合された自由流動性フラックスであって、フラックスは、塊状、融解または焼結フラックス、またはコーティング組成物であり、これらは、(i)炭素添加物、(ii)炭素含有剤および(iii)これらの組み合わせの少なくとも1つを含み、全炭素含量は約0.01重量%から約0.6重量%におよぶ。
(もっと読む)
高張力鋼のサブマージアーク溶接金属
【課題】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接された溶接金属の強度が良好で安定した靭性が得られ、溶接時の作業性も良好で溶接欠陥のない引張強さが900MPa以上の高張力鋼のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当たり、質量%で、C:0.04〜0.09%、Si:0.20〜0.35%、Mn:1.6〜2.3%、Ni:2.5〜3.0%、Cr:0.55〜1.0%、Mo:0.55〜1.0%を含有し、Cu:0.20%以下、O:0.022%以下、N:0.006%以下で、残部はFeおよび不可避不純物からなることを特徴とする高張力鋼のサブマージアーク溶接金属。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 粉砕性が良好で高能率に製造できるB含有合金粉をガスシールドアーク溶接用フラックス入りワイヤの原料として適用し、溶接金属の耐割れ性および靭性が良好で、さらに、特に、外皮に継ぎ目のないガスシールドアーク溶接用フラックス入りワイヤを連続的に能率よく製造できるガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 Bが1〜5質量%、Mnが65〜85質量%で残部はFeおよび不可避不純物である鉄系Mn−B合金粉を含むフラックスを鋼製外皮内に充填してなることを特徴とする。また、充填フラックスに鉄系Mn−B合金粉を1〜10質量%含むことも特徴とするガスシールドアーク溶接用フラックス入りワイヤ。
(もっと読む)
サブマージアーク溶接用溶融型フラックス
【課題】 引張り強さ75キロ級以上の強度レベルで安定して250ppm以下の酸素量の溶接金属を有するUOE鋼管の製造等に適したサブマージアーク溶接用溶融型フラックスを提供する。
【解決手段】 SiO2:5〜15%、MnO:1〜10%、CaO:10〜30%、CaF2:40〜50%、MgO:2〜10%、Al2O3:2〜20%、TiO2:2〜20%、BaO:1〜10%を合計で少なくとも95%含有する。
さらにNa2O:0.2〜3%、K2O:0.2〜3%、B2O3:0.1〜1.0%のうち1種または2種以上を含有してもよい。
(もっと読む)
高強度鋼板のサブマージアーク溶接方法
【課題】 引張強度が700MPa〜1200MPaの高強度鋼板をサブマージアーク溶接する際に鋼板と同等の引張強度が700MPa〜1200MPaの高強度の溶接金属が得られ、かつ溶接ビード止端部に発生する亀裂欠陥を防止し、欠陥の無く健全で、強度、疲労強度などの機械的強度に優れた溶接継手を得ることができる高強度鋼板のサブマージアーク溶接方法を提供する。
【解決手段】 引張強度が700〜1200MPaの高強度鋼板を充填フラックスと溶接ワイヤを用いてサブマージアーク溶接する方法において、粒径210μm以下の細粒が5〜60質量%含有する粒度分布を有するフラックスを用い、溶接ビード単位長さ当たりの開先内体積(Vg)に対する溶着金属体積(Vd)の比(Vd/Vg)が1.05〜3.00であり、かつ引張強度が700〜1200MPaである溶接金属を開先内に形成する高強度鋼板のサブマージアーク溶接方法。
(もっと読む)
溶接フラックス
【課題】ガス放出剤、高融点化合物および低融点化合物を含み、高い衝撃強さ、良好なスラグ脱離性、低い溶接金属の水素および窒素の吸収を示し、滑らかな一定の溶接ビードの形成を容易にするパイプ溶接または片側溶接用の溶接フラックスの提供。
【解決手段】0.05−25重量%のガス放出剤、高融点化合物および低融点化合物を含み、該高融点化合物対低融点化合物の重量%比が1−5:1であるパイプ溶接または片側溶接のために処方された溶接フラックス。
(もっと読む)
1 - 20 / 22
[ Back to top ]