
Fターム[4E087CA28]の内容
Fターム[4E087CA28]の下位に属するFターム
ホロービレットの拡孔 (1)
Fターム[4E087CA28]に分類される特許
1 - 20 / 100
軸受軌道輪の製造方法
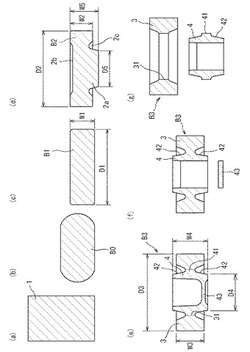
【課題】生産効率及び材料歩留まりを高めることができる軸受軌道輪の製造方法を提供する。
【解決手段】第1の円盤状素材B1に予備成形を施した後、筒状の外筒部3と有底筒状の内筒部4とを有する成形ブランクB3を鍛造によって成形する。この成形ブランクB3の内筒部4の底部43を、鍛造によって打ち抜いた後、当該ブランクの外筒部3の中央部と内筒部4の中央部との境界を、鍛造によって軸方向にせん断させて両者を分離させる。この分離された外筒部3及び内筒部4を所定寸法に旋削加工した後、冷間ローリング加工によって拡径する。その後、旋削により軸方向中央で二分割して、一組の外輪用素形材及び内輪用素形材を二組製造する。
(もっと読む)
熱間鍛造による鍛造方法

【課題】従来よりも設計形状自由度が高く、また、機械的強度低下や応力腐食割れ等の問題の生じにくい鍛造製品を安価に製造することが可能な熱間鍛造による鍛造方法を提供する。
【解決手段】2つ以上の工程ユニット13を同一鍛造機械内に着脱可能に組み込んだ鍛造装置と、各工程ユニット13の金型を加熱する複数のヒーターと、各工程ユニット13の金型の温度を検出する複数のサーモカップルと、鍛造製品の温度を検出する非接触式温度計と、この非接触式温度計および複数のサーモカップルの出力に基づいて複数のヒーターを制御する金型温度制御装置とを備える熱間鍛造装置11により熱間鍛造による鍛造を行う。
(もっと読む)
金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
軌道輪部材の製造方法
【課題】軸方向の中間部に、軸方向に関して当該部分の両側よりも内径が大きくなった、アンダカット部を有するハブを、低コストで造れる製造方法を実現する。
【解決手段】先ず、(A)→(B)→(C)→(D)→(E)の様に、金属製の原素材12aを塑性加工する事により、小径部及びアンダカット部を持たず、これら小径部及びアンダカット部となるべき部分を円筒部29とした第四中間素材34を形成する。その後、(E)→(F)の様に、この円筒部29を軸方向に縮めると共に、金属材料の一部を径方向内方に移動させて、内径が小さな肩部24を形成し、前記アンダカット部23を有する最終中間素材26とする。
(もっと読む)
軸受外輪の製造方法
【課題】背面組み合わせ型の複列アンギュラ型玉軸受を構成する外輪3を、円柱状の素材10を塑性変形させる事により造る場合に、両外輪軌道2、2に、この素材10のうちで清浄度の高い中間部金属材料29を露出させられる製造方法を実現する。
【解決手段】上記素材10に、(A)→(B)の据え込み加工と、(C)→(D)の後方押出加工と、(D)→(E)の打ち抜き加工と、(E)→(F)のローリング加工と、仕上加工とを順次施す事により、上記外輪3とする。上記据え込み加工で造る第一中間素材11aの外径を、後方押出加工に使用するダイス13の内周面の内周面側大径部18の内径以下で内周面側小径部19の内径よりも大きくする。そして、上記後方押出加工で、上記第一中間素材11aの外径寄り部分を内周面側傾斜部20に全周に亙り引っ掛けた状態で、この第一中間素材11aをパンチ14の先端面により上記ダイス13の底部に向けて押し込む。
(もっと読む)
ピアスナットの製造装置
【課題】寸法精度が高く、安定したクリンチ力が得られるハイストレスタイプの四角ピアスナットを量産することができる製造装置を提供する。
【解決手段】外形が四角のナット本体のねじ下穴12を含む中央部分に設けた、端面が金属板を打ち抜くパンチとして働く筒状のパイロット部13の周側壁面と側壁14を軸線に対して傾斜させ環状溝15を奥拡がりの蟻溝に形成したハイストレスタイプのピアスナットのナットブランク11をナットホーマーを用いて圧造成形するピアスナットの製造装置である。ねじ下穴12の穴抜き及びパイロット部13の端面部分を半径方向へ押し拡げて、環状溝15を画定するパイロット部13の周側壁面を傾斜させ拡大する圧造工程が終了したナットブランク11bの対角方向の四隅の端面を4本のノックアウトピン77で押し出して、ダイスの端面近傍に位置するトランスファー機構の一対のフィンガー58,58の間に押し込む構成とした。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】軸方向に開口する凹部35を有する円筒形状の嵌合軸部30と、嵌合軸部径よりも大きな径のフランジ径を有するフランジ部21と、円柱状の軸部10と、が軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法であって、嵌合軸部径よりも大きく且つフランジ径よりも小さな外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の1回の押出し加工と1回の前方押出し加工にて、嵌合軸部30とフランジ部21と軸部10を一体に有する冷間鍛造品66を形成する。
(もっと読む)
エルハルト穿孔方法
【課題】高Cr、高Niオーステナイト系合金管をエルハルト・プッシュベンチ製管法により製造する際、外面割れの発生を確実に防止できるエルハルト穿孔方法を提供する。
【解決手段】高温引張試験による高温最大絞り率が90%以下であるオーステナイト系合金の鋼塊を壺内に装入しエルハルト穿孔する際、鋼塊の高温最大絞り率がα[%]である場合、壺内の平均断面積に対する鋼塊の平均断面積の比率で表される充填面積率β[%]が下記(1)式を満足する条件で穿孔を行う。
β≧−4/3×α+170 ・・・(1)
(もっと読む)
回転電機の回転子鉄心の製造方法
【課題】ポールコアとシャフトの嵌合強度を維持しつつ、組立時のシャフト圧入抵抗負荷を低減する。
【解決手段】仮成形品7のボス部2側面を円筒状の下ダイ7Aで受け、仮成形品7のディスク3外側側面に上ダイ7Bを設置する。円筒状の下ダイ7Aの上端は、ボス部2の外周面を保持して仮成形品7の位置決めがなされる。円筒状の下ダイ7Aの中心には、孔抜き用のパンチ7Cが配置されている。仮成形品7は、ディスク3側面を上方から上ダイ7Bを介して加圧手段で加圧しながら、ボス部2側からパンチ7Cで仮成形工程で未加工の円柱状凹部68(軸孔5のボス部側孔部51)の底部を穿孔し、軸孔5のディスク部3側のディスク部側孔部52を形成して段差部53を備えた軸孔5の二次仮成形品8を成形する。
(もっと読む)
中空本体要素および部品アセンブリ
【課題】 板金(280)からなる部品に取り付ける、例えば、ナット要素などの中空本体要素(200)を提供する。
【解決手段】 前記方法は、幾つかの作業ステーションで構成された連続複合ツール(10)を使用して、形材に前もって穴(204)を打ち抜いた後で、形材ロッド(1)または巻材の形態の形材を個々の要素に切断することからなる。本発明は、穴抜き加工と打抜き加工が作業ステーションで行われることを特徴とする。本発明はまた、中空本体要素(200)、部品、連続複合ツール(10)、およびローリングミル(600、602)に関する。
(もっと読む)
歯車の製造方法および歯車の製造装置
【課題】安価に製造することができる歯車の製造方法および歯車の製造装置を提供すること。
【解決手段】ダイス13内に形成される第1成形空間A1内で第1加工歯車W1が鍛造成形され、次いで、第1加工歯車W1がダイス13内に形成される第2成形空間に移送される。その後、第2成形空間内で第2加工歯車が鍛造成形され、次いで、第2成形空間内で第2加工歯車の中央部分が打ち抜かれる。このように、同一の金型内で、第1加工歯車W1の鍛造、第2加工歯車の鍛造、および、第2加工歯車の打ち抜きが行われるので、必要な型数を減少させることができ、型費を低減することができる。
(もっと読む)
フランジナットの製造方法
【課題】フランジ部の厚みを薄く設定できながらブランクの搬送が正確に行え、斜め抜きをなくし、かつ打ち抜きカスを減らし、ヒータの加熱費用を抑える。
【解決手段】まず高温度に加熱された中実の棒状ブランクXを圧造加工して、厚肉大径円板部aとテーパ段部bを介して厚肉小径円板部cとからなり、大径円板部aの中心部にテーパ凹部dとこれに連続する小径穴部eとが形成された第1ブランクX1を成形する。次に第1ブランクX1の穴部eの穴底を打ち抜き加工して、テーパ凹部の中心部に連通する小径連通孔が形成された第2ブランクX2を成形する。その後中心部に連通孔のほぼ倍の径となる内ねじ形成用の貫通孔をもつ六角柱状のナット本体を形成すると同時に、ナット本体の一端に薄肉大径のフランジ部12を、また他端に突出円筒部13を一体に連設してフランジナットを成形した。
(もっと読む)
ベアリング内外輪分離装置およびベアリング製造方法
【課題】小さなプレス圧力で内外輪一体部材からベアリングの内輪部材と外輪部材とを分離することができるベアリング内外輪分離装置およびベアリング製造方法を提供する。
【解決手段】ベアリングの外輪の内径またはベアリングの内輪の外径とほぼ同じ径の抜き孔111が形成され、内外輪一体部材Wがセットされるダイス11と、ダイス11の抜き孔111の内径より小さい外径を有し、油圧シリンダによって上下動してダイス11の抜き孔111に挿抜され、内外輪一体部材Wからベアリングの内輪部材と外輪部材とを分離するパンチ12と、パンチ12が下降して、パンチ12がダイス11にセットされた内外輪一体部材Wに当り押圧している際、ダイス11の上面11aをパンチ12の軸心CLに対し傾斜した状態で、かつ、パンチ12の軸心CLを中心としてダイス11の上面11aの外周縁が順次上下動するように、ダイス11を揺動させる揺動機構部13と、を有する。
(もっと読む)
円筒歯車の鍛造成形方法
【課題】外周に歯形を有する円筒歯車の鍛造成形方法において、成形荷重が低く、且つ、歯形に欠肉のない円筒歯車の鍛造成形方法を提供することを目的とする。
【解決手段】一次成形工程にて素材に予備孔3を形成して円筒状の一次成形品W2を成形し、二次成形工程にて一次成形品W2の両端面を軸線方向に押圧して歯形4を有する二次成形品を成形する。このように、一次成形工程にて一次成形品W2に予備孔3を形成して中空化しておくことにより、二次成形工程にて一次成形品W2を押圧する際に、外周側だけでなく中空化した内周側へも肉を流動させることができる。これにより、肉の流れを分散し、肉を流れ易くすることで、成形荷重を低く抑えることができる。更に、肉を流れ易くし、歯形4に欠肉のない円筒歯車を形成することができる。
(もっと読む)
転がり軸受の軌道輪用粗形材の製造方法
【課題】材料の歩留まり率を高めることができる転がり軸受の軌道輪用粗形材の製造方法を提供する。
【解決手段】内輪粗形材21と外輪粗形材22とを、単一の素材を鍛造することにより製造する。円柱状の素材を据え込み成形した円板部材10を加圧して、中央部5と外側部4とを形成する。中央部5の中心側をパンチによって打ち抜いて、内輪粗形材21の内径d2よりも小さい直径d1を有する下穴24を形成する。中央部5を雄型によって前方押し出しすることで、前記下穴24を拡径しながら拡径した穴を内周とする内筒部25を成形すると共に、外側部4を後方押し出しすることで、外筒部26を成形する。内筒部25と外筒部26とを分離して内輪粗形材21と外輪粗形材22とを得る。
(もっと読む)
ストライカーの製造方法
【課題】ストライカーを1個のブランクから冷間圧造やプレス成形で一体成形して、取付座部と係合部との連結強度をバラツキなく強固にする。
【解決手段】1個のブランクから冷間圧造で上面開口の箱状部C1と、これの下面中央部から下方に突出し、四角形状の予備係合部C2とでなる第1中間部材Cを形成する。箱状部C1の短寸側両側壁xを切除して、側面視凵字形の箱状部D1をもつ第2中間部材Dを形成する。箱状部D1の長寸側前後壁yを折り曲げ、水平状の取付座部E1をもつ第3中間部材Eを形成する。取付座部D1外周のトリミングと両端部への貫通孔aの打ち抜きを施して第4中間部材Fを形成する。予備係合部F2を打ち抜き加工して取付座部11に側面視四角枠状の係合部12が一体に連設されてなるストライカーSを形成した。
(もっと読む)
揺動鍛造装置および揺動鍛造方法を用いた穿孔方法
【課題】揺動鍛造を用いて貫通穴の穿孔を行うことができる揺動鍛造装置および穿孔方法を提供する。
【解決手段】基準軸Cに対して傾斜させた鍛造工具10の工具軸Gを揺動させて素材Wを加工する揺動鍛造装置であって、前記鍛造工具10と、前記鍛造工具10を揺動させて前記素材Wの表面の一部を該鍛造工具10の端面により押圧する工具揺動手段30と、前記工具揺動手段30と協調して、前記基準軸Cと前記工具軸Gとが交差する揺動点Pを該基準軸Cに沿って相対移動させる工具送り手段50と、前記鍛造工具10に向かって開口し、前記鍛造工具10により前記素材Wから内部へ押し出される材料を剪断して該素材から分離する開口端部を有する剪断分離手段60と、を備え、前記鍛造工具10で前記素材Wに貫通穴を穿孔する。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】鋼製の丸棒から熱間鍛造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】鋼製の丸棒を熱間鍛造により取付部と、腕部と、水平断面が円形状の柱状部7aとを備えた鍛造品33aを成形するとともに、前記柱状部7aに軸心を貫通してヒンジ用ピンを挿入する軸孔6を特殊なダイス52aとパンチ51とを用いてパンチングで形成する際に、前記パンチ51が加工始端側から所定寸法までは形成される孔部が抜きカスとならずに前記柱状部7aが外方に膨出し、前記パンチ51が前記所定寸法から加工終端までは形成される孔部が抜きカスとなって排出される隙間を前記ダイス52aに形成して、前記軸孔6の高さを孔径の2倍以上に形成できるようにしたことにより十分な強度がありながら、製造費用の低減を図った自動車用ドアヒンジの製造方法である。
(もっと読む)
オーステナイト系合金大径管の製造方法
【課題】インゴットを穿孔して素管とする際に素管の外面に疵が形成されるのを抑制できるオーステナイト系合金からなる大径管の製造方法を提供することを目的とする。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有する合金からなるインゴットを熱間で穿孔する工程を含むオーステナイト系合金大径管の製造方法であって、穿孔工程の前に、インゴットを下記(1)式により算出される断面減少加工度Rが20%以上で熱間加工することを特徴とするオーステナイト系合金大径管の製造方法である。
R=(1−S2/S1)×100(%) ・・・(1)
S1:熱間加工前におけるインゴット断面積(mm2)、
S2:熱間加工後におけるインゴット断面積(mm2)
ただし、2回以上の熱間加工を行う場合は下記(2)式による。
R=R1+R2+・・・+Rn-1+Rn ・・・(2)
(もっと読む)
ダブルボールベアリング用内・外輪の鍛造方法
【課題】ダブルボール型ベアリング用の内・外輪用部品を、丸鋼材から熱間鍛造だけで一貫して製造でき、歩留りの向上と製造コストや材料費の低減、省エネを図る。
【解決手段】鋼材製の短円柱状の素材1を、熱間鍛造機械で加圧して、一側端面の外周寄りに環状のテーパー状部6と短円筒状延出部5を形成し、次に該素材1の前後を反転した状態で加圧して、外周寄りに環状のテーパー状部11と平坦部11と短円筒状延出部10とを形成し、続いて上記環状平坦部11とテーパー状部12との境界線kで打ち抜くと同時に中央部に丸孔13を形成し、残った短円筒状部分を外輪用部品Aにすると共に、打ち抜いた部分を内輪用部品Bの中間部品1bとして、次に丸孔13周部をダイス側へ曲げと圧造加工を行って、短円筒状部18と、外周に環状の鍔部16と内周に環状テーパー状部17を形成して、1個の鍔付き内輪用部品Bとする。
(もっと読む)
1 - 20 / 100
[ Back to top ]