
Fターム[4E087DA04]の内容
Fターム[4E087DA04]に分類される特許
1 - 20 / 93
外向フランジ部付金属製部材の製造方法
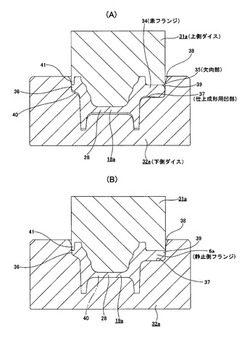
【課題】素材の容積を厳密に規制しなくても、各工程でバリを生じる事が無く、外周面に静止側フランジ6aを設けた外輪を低コストで造れる様にする。
【解決手段】荒成形工程時に素フランジ34を、一部に欠肉部35を存在させて形成する。仕上成形工程で使用する下側ダイス32aに設けた仕上成形用凹部37の深さ寸法を、前記素フランジ部34及び前記静止側フランジ6aの厚さ寸法よりも大きくする。上側ダイス31aを、前記仕上成形用凹部37の内周面との間に隙間を介在させずに進入させる。この作業を熱間鍛造で行う事により、前記素フランジ部を構成する金属材料を前記仕上成型用押型の押圧部と前記フランジ仕上成形用凹部とにより囲まれる空間に充満させる。そして、前記素フランジ34から前記欠肉部を消滅させ、前記静止側フランジ6aとし、且つ、この静止側フランジ6aの外周縁部にバリを発生させない。
(もっと読む)
鍛造材の製造方法

【課題】 据込鍛造時の変形量を素材長手方向の両側から調整することにより座屈の問題を解決し、尚且つ歩留りの向上や工数の低減することができる鍛造材を提供する。
【解決手段】 柱状素材の一方端の型押し部となる第1押え型と、前記柱状素材の他方端の型押し部となる第2押え型と、これらの押え型の間にあって柱状の型空間を有する中間型とを具備する金型セットにより、据込鍛造を行なう鍛造材の製造方法であって、前記中間型の型空間に加熱した柱状素材を挿入し、前記第1押え型を下方に配置し、前記第2押え型を上方に配置して、前記第2押え型側から前記柱状素材を軸方向に所定長さ据込圧下する第1据込鍛造工程を行い、次いで前記柱状素材とともに前記金型セットの上下を反転させ、前記第2押え型を下方に配置し、前記第1押え型を上方に配置して、前記第1押え型側から前記柱状素材を軸方向に所定長さ据込圧下する第2据込鍛造工程を行う鍛造材の製造方法。
(もっと読む)
ピアスナットの製造装置
【課題】寸法精度が高く、安定したクリンチ力が得られるハイストレスタイプの四角ピアスナットを量産することができる製造装置を提供する。
【解決手段】外形が四角のナット本体のねじ下穴12を含む中央部分に設けた、端面が金属板を打ち抜くパンチとして働く筒状のパイロット部13の周側壁面と側壁14を軸線に対して傾斜させ環状溝15を奥拡がりの蟻溝に形成したハイストレスタイプのピアスナットのナットブランク11をナットホーマーを用いて圧造成形するピアスナットの製造装置である。ねじ下穴12の穴抜き及びパイロット部13の端面部分を半径方向へ押し拡げて、環状溝15を画定するパイロット部13の周側壁面を傾斜させ拡大する圧造工程が終了したナットブランク11bの対角方向の四隅の端面を4本のノックアウトピン77で押し出して、ダイスの端面近傍に位置するトランスファー機構の一対のフィンガー58,58の間に押し込む構成とした。
(もっと読む)
段付円柱状部材の製造方法
【課題】使用する金属材料や形状に限定されず、シェブロンクラックの発生を防止でき、しかも、材料の歩留が悪化したり、加工の手間が煩雑化するのを防止する。
【解決手段】円柱状の素材をダイス32の成型用キャビティ33内に押し込む事により、この素材の先端部乃至中間部の外径を縮める。そして、このうちの先端部に最も小径の第一円筒面部25を、中間部にこの第一円筒面部25よりも外径が大きな第二円筒面部26を、基端部に最も外径が大きい第三円筒面部27を、それぞれ形成する。又、前記第一円筒面部25と前記第二円筒面部26との間に第一傾斜段部28を、この第二円筒面部26と前記第三円筒面部27との間に第二傾斜段部29を、それぞれ形成して、段付円柱状部材である中間素材30とする。前記第一傾斜段部28を形成する為に、前記ダイス32の内周面に設けた第一加工用段差部35の傾斜角度βを、50〜75度とする。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】切削代を低減して低コスト化を図ると共に、高負荷の部分の強度を高め、軽量化と高剛性化という相反する課題を解決して軸受の長寿命化を図った車輪用軸受装置およびその製造方法を提供する。
【解決手段】ハブ輪4が、熱間鍛造工程と、この熱間鍛造工程の後に部分的に施され、表面硬さが所定の硬度差以上になる冷間鍛造工程を備え、車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、パイロット部12が、その円周方向の複数箇所に切欠きが設けられ、断続した突片状に熱間鍛造で形成され、このパイロット部12が部分フランジ6a間に配置されると共に、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されている。
(もっと読む)
フランジナットの製造方法
【課題】フランジ部の厚みを薄く設定できながらブランクの搬送が正確に行え、斜め抜きをなくし、かつ打ち抜きカスを減らし、ヒータの加熱費用を抑える。
【解決手段】まず高温度に加熱された中実の棒状ブランクXを圧造加工して、厚肉大径円板部aとテーパ段部bを介して厚肉小径円板部cとからなり、大径円板部aの中心部にテーパ凹部dとこれに連続する小径穴部eとが形成された第1ブランクX1を成形する。次に第1ブランクX1の穴部eの穴底を打ち抜き加工して、テーパ凹部の中心部に連通する小径連通孔が形成された第2ブランクX2を成形する。その後中心部に連通孔のほぼ倍の径となる内ねじ形成用の貫通孔をもつ六角柱状のナット本体を形成すると同時に、ナット本体の一端に薄肉大径のフランジ部12を、また他端に突出円筒部13を一体に連設してフランジナットを成形した。
(もっと読む)
クランクシャフトの製造方法、その製造装置、およびクランクシャフト
【課題】簡単な構成で、保持型とケースの寿命が短くなるのを容易に且つ確実に防止することができるクランクシャフトの製造方法と、その製造方法を提供する。
【解決手段】素材のジャーナル部となる部分とピン部となる部分pを保持型の円形孔部35,36でそれぞれ保持して軸方向に加圧し、ウエブ部となる部分wを保持型の間で潰すように成形して所定の厚さのウエブ部Wを有するクランクシャフトを製造する場合において、素材のピン部となる部分pとジャーナル部となる部分少なくとも一方の断面形状を、対応する保持型の円形孔部35,36の底部(36a)に当接させ、且つ、その保持型31の円形孔部36の開口部(36b)との間に隙間を生じさせる形状に成形して、素材の軸方向への加圧を開始する。
(もっと読む)
ストライカーの製造方法
【課題】ストライカーを1個のブランクから冷間圧造やプレス成形で一体成形して、取付座部と係合部との連結強度をバラツキなく強固にする。
【解決手段】1個のブランクから冷間圧造で上面開口の箱状部C1と、これの下面中央部から下方に突出し、四角形状の予備係合部C2とでなる第1中間部材Cを形成する。箱状部C1の短寸側両側壁xを切除して、側面視凵字形の箱状部D1をもつ第2中間部材Dを形成する。箱状部D1の長寸側前後壁yを折り曲げ、水平状の取付座部E1をもつ第3中間部材Eを形成する。取付座部D1外周のトリミングと両端部への貫通孔aの打ち抜きを施して第4中間部材Fを形成する。予備係合部F2を打ち抜き加工して取付座部11に側面視四角枠状の係合部12が一体に連設されてなるストライカーSを形成した。
(もっと読む)
熱間鍛造プレス成形方法及びその装置
【課題】熱間鍛造工程におけるプレス成形ラインの初工程前に酸化皮膜除去のためのプレス工程、面取り工程を同時に行う予備成形工程を付加して金型寿命の改善と素材品質向上を図る。
【解決手段】プレス成形加工ラインの初工程金型8aの前に予備成形金型5を付加し、予備成形金型5は、ワーク2の酸化被膜除去のためのプレス工程と上下の面取り工程を同時に行う上下金型から成り、素材供給位置4に自動供給されたワーク2を予備成形金型5に対しベースプレート16上で進退移送する送り装置14を備え、送り装置14は、予備成形後の面取りワーク2aを初工程金型8aに移送すべく間欠移送装置の起点位置6まで略半ストローク後退移動する。
(もっと読む)
ウォームホイール及びその製造方法並びに電動パワーステアリング装置
【課題】小型、安価で耐久性に優れたウォームホイールを提供すること。
【解決手段】鍛造成形品からなるウォームホイール31である。金属素材の荒鍛造によりはすば形状の歯面を形成した後、放射状に配列された複数の仕上げ鍛造用スライドコアを、これらスライドコアの側面が互いに密接するように縮径移動させて、歯部にウォームホイール歯面を仕上げる。各歯部32の歯先面34に対応して、鍛造時に隣接する仕上げ鍛造用スライドコアの歯先形成面の合わせ部分が位置されることにより、歯先面34に鍛造時のパーティングライン35の痕35aが形成される。
(もっと読む)
ダブルコントロールシステム
【課題】省エネルギー(エコ)で稼動させることができることを目的とした成形機のシステムを提供する。
【解決手段】発生する負荷を検知し自動的に直動油圧シリンダーをポンプ油圧で加圧するモード(高能力)とアキュムレータ油圧で加圧するモード(低能力)の二つのモードを自動的に制御する。
(もっと読む)
オーステナイト系合金大径管の製造方法
【課題】インゴットを穿孔して素管とする際に素管の外面に疵が形成されるのを抑制できるオーステナイト系合金からなる大径管の製造方法を提供することを目的とする。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有する合金からなるインゴットを熱間で穿孔する工程を含むオーステナイト系合金大径管の製造方法であって、穿孔工程の前に、インゴットを下記(1)式により算出される断面減少加工度Rが20%以上で熱間加工することを特徴とするオーステナイト系合金大径管の製造方法である。
R=(1−S2/S1)×100(%) ・・・(1)
S1:熱間加工前におけるインゴット断面積(mm2)、
S2:熱間加工後におけるインゴット断面積(mm2)
ただし、2回以上の熱間加工を行う場合は下記(2)式による。
R=R1+R2+・・・+Rn-1+Rn ・・・(2)
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】切削代を低減して低コスト化を図ると共に、高負荷の部分の強度を高め、軽量化と高剛性化という相反する課題を解決して軸受の長寿命化を図った車輪用軸受装置およびその製造方法を提供する。
【解決手段】ハブ輪4が、熱間鍛造工程と、この熱間鍛造工程の後に部分的に施される冷間鍛造工程を備え、車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、パイロット部12が、その円周方向の複数箇所に切欠きが設けられ、断続した突片状に熱間鍛造で形成され、このパイロット部12が部分フランジ6a間に配置されると共に、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されている。
(もっと読む)
ベアリングレースの製造方法
【課題】旧オーステナイト結晶粒度を11番以上とし、ベアリングレースの長寿命化を図ることができるようにする。
【解決手段】ベアリングレースの製造方法において、熱間圧延された軸受鋼を焼鈍して加工素材6とする素材製造工程1と、素材製造工程1で製造された加工素材6を冷間鍛造しリング素材7を成形する冷間鍛造工程2と、冷間鍛造工程2で成形されたリング素材7に冷間でリング圧延を施すことでベアリングレース素材を成形する冷間リング圧延工程4と、冷間リング圧延工程4で成形されたベアリングレース素材8に熱処理を施しベアリングレースを製造する熱処理工程5とを備えている。冷間鍛造工程2における加工度F1が0.5以上0.8以下となるように冷間鍛造を行う。
(もっと読む)
鍛造方法
【課題】本発明は、ギアと内スプラインを有する製品を鍛造する際に、下穴を設けることなく内スプラインを成形することが可能な鍛造技術を提供することを課題とする。
【解決手段】鍛造工程S1は、熱間鍛造工程S10にて円柱状部材の外周面にパーキングギア4の荒歯Rを形成することにより構成されたワークWを、冷間鍛造によって製品形状に成形する冷間鍛造工程S40を具備する。冷間鍛造工程S40は、荒歯Rをパーキングギア4に仕上げるとともに、押し出し成形によりワークWに有底の凹部および前記凹部の内周面に形成される内スプライン5を成形する成形工程S41と、押し出し成形によって、前記凹部の底部に生じる捨て軸Xを打ち抜き、プーリ部品2の製品形状を得る打ち抜き工程S42と、を含む。
(もっと読む)
段付円柱状部材の製造方法
【課題】使用する金属材料や形状が限られる場合にも、シェブロンクラックの発生を防止でき、しかも、材料の歩留が悪化したり、加工の手間が煩雑化するのを防止できる製造方法を実現する。
【解決手段】素材13の先端面の中央部を、ダイスの内径側に配置した、小径側の円筒面部33の外径よりも小径のカウンターパンチの先端面に押し付けつつ、前記素材13の先端部を前記ダイス内に押し込む。そして、この素材13の先端部の外径を縮めて、前記小径側の円筒面部33及び段部を形成すると同時に、この小径側の円筒面部33の中心部の先端寄り部分に、前記先端面の中央部に開口する有底の凹孔35を形成する。この様にして、金属材料の流れを整流すると共に、内部に圧縮応力を発生させ、前記シェブロンクラックの発生を防止する。
(もっと読む)
鍛造用金型装置
【課題】 多段鍛造の場合の工程数の削減や鍛造成形荷重の低減を図り、プレス能力の小さなプレス機械においても従来と同等以上の加工精度で機械部品を製造することが可能な鍛造用金型装置を提供する。
【解決手段】 鍛造用金型装置1は、油圧シリンダ50の油圧を上げてフローティング型81を押し上げて保持した状態で、上型90をフローティング型81に近づけて素材101を押圧して1段目の段差を形成し、油圧シリンダ51の油圧を逃がしてフローティング型81の下面を下段型86の上面に当接させた状態で、上型90をフローティング型81に近づけて素材101を押圧して2段目の段差を形成し、引き続き上型90をフローティング型81に近づけて素材101をさらに押圧し、上型90の下面とフローティング型81の上面とで形成された隙間に素材101の材料の一部を分流させてフランジを形成する。
(もっと読む)
金属鍛造製品の製造方法
【課題】機械的特性が向上し、また、鍛造製品にバリ取り痕が無く、側面に表面層を有する円柱状素材を用いて工程を省力化し、鍛造用素材に対する材料の歩留り向上に適する金属鍛造製品の製造方法を提供する。
【解決手段】側面に表面層を有する円柱状素材を用いて、表面部位に表面層302を有するように閉塞鍛造法にて粗形材を成形する粗仕上鍛造工程と、表面部位に表面層を有している粗形材を用いて表面層をバリとして製品部位外に押出す中間仕上鍛造工程と、を含んで複数の枝部を有する金属鍛造製品を製造する。
(もっと読む)
冷間鍛造による歯形の形成方法
【課題】冷間鍛造後に歯面の切削加工による多大な修正を必要とせず、かつ、過大な加工荷重を回避でき、しかも、冷間鍛造後に単純な加工作業により高精度でバラツキの小さい部品を大量生産することを可能とする。
【解決手段】ダイの円筒状の内周面の中で、加工対象部材を第1押圧手段と第2押圧手段によって冷間鍛造して、冷間鍛造部品に歯形を形成する方法において、ダイの円筒状の内周面と第1押圧手段および第2押圧手段の外周面との間に全周にわたって突き出し用隙間が設定され、冷間鍛造の際に加工対象部材の外周端縁部が全周にわたってダイの円筒状の内周面に沿って突き出し用隙間の中に突き出されるが、閉塞鍛造にせず、閉塞鍛造のときに生じる過大な加工荷重の発生を回避するために、バリ又は余肉の突き出し方向に突き出し用隙間が残るように、歯面に影響することなく、冷間鍛造部品の外周端縁部に全周にわたって軸方向に突き出る形にバリ又は余肉が形成される。
(もっと読む)
軌道輪部材の製造方法
【課題】内周面に複列の外輪軌道を有し、何れかの外輪軌道の周囲に外向フランジ6を有する軌道輪部材を、押し出し成形により得られる円柱状の原素材12から造る場合に、前記両外輪軌道の表面に、清浄度の高い中間部金属材料22を安定して露出させる。
【解決手段】(B)→(C)に示す荒成形工程で、第二中間素材14aを、隔壁部16aと外向フランジ6とを径方向に重畳させた状態で形成する。これにより、続く(C)→(D)に示す仕上げ成形工程で造られる、第三中間素材17aの一部で、完成後に前記両外輪軌道となる部分に、それぞれ前記中間部金属材料22を安定して露出させる。
(もっと読む)
1 - 20 / 93
[ Back to top ]