
Fターム[4E087DB22]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 処理タイミング (604) | 鍛造前 (206)
Fターム[4E087DB22]に分類される特許
1 - 20 / 206
金属ボタンの成形方法
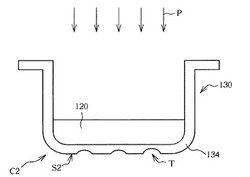
【課題】金属ボタンの成形方法を提供する。
【解決手段】金属ボタンの成形方法は、下記ステップを備える。まず、殻体用金属材料を提供する。そして、殻体用金属材料に対してスタンピングを行って、薄い殻体と、収容部と、複数の第1の丸い角と、を有するボタン殻体を形成する。それから、金属充填用ブランクをボタン殻体の収容部に設置する。その後、鍛造圧力で金属充填用ブランクを押してボタン殻体の収容部に填充に充填させることで、中が詰まっている金属ボタンを形成する。
(もっと読む)
鍛造ビレット、鍛造ビレットの製造方法及びホイールの製造方法

【課題】機械的強さに優れる鍛造ビレット及び鍛造ビレットの製造方法並びに軽量であり且つ機械的強さに優れるプレホイール及びホイールの製造方法を提供する。
【解決手段】軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して該鋳造ビレット4の金属組織を微細化した鍛造ビレット10であって、軽金属合金がジュラルミンであり、シャルピー衝撃値が30J/cm2以上である鍛造ビレット10である。
(もっと読む)
潤滑被膜形成方法及び潤滑処理方法
【課題】被加工材と潤滑被膜の密着性を向上させる。
【解決手段】被加工材1に潤滑剤溜まり2を形成する表面処理工程と、表面処理した被加工材1の表面に水系2層塗布型の潤滑被膜5を形成する潤滑被膜形成工程とを有する。
(もっと読む)
弛み止めボルト及びその製造方法
【課題】 繰返し振動が作用しても弛むことがなく、きわめて強固に部材等を締め付け固定することができると共に、製造が極めて容易な、弛み止めボルトを提供することを課題とする。
【解決手段】 外周にねじを有する軸部1と、軸部1の一端に設けられた頭部2と、からなり、頭部2は、六角横断面形状をなす本体部201と、本体部201に連設され、本体部201からその半径方向外方へ遠去かるように、かつ、懸垂曲面を用いた凹面を描いて拡開状に形成された筒状のスカート部202と、からなっており、スカート部202の外面の下側端面203が本体部201の軸線X−Xと平行となっていると共に、スカート部202の内面が、底部周縁204に平坦部を残しつつ、逆懸垂曲面状にくり抜かれている構造を有する弛み止めボルトを提供するものである。
(もっと読む)
プレスによる寸法圧縮加工方法及び増厚加工方法
【課題】プレスを用いて所定の部位の寸法を圧縮もしくは増厚する寸法圧縮加工方法及び増厚加工方法を提供する
【解決手段】本発明に係るプレスによる寸法圧縮加工方法によれば、第1のプレス工程により減少した長さ寸法(L2)を維持したまま、対象部位5の平坦化を行うことができる。従って、対象部位5を平坦としながら長さ寸法を単純に圧縮することができる。また、本発明に係るプレスによる増厚加工方法によれば、圧縮領域26の材料を圧縮領域26以外の領域28に塑性流動させることができる。これにより、圧縮領域26以外の特定の領域28の増肉、増厚を図ることができる。
(もっと読む)
アルミニウム又はアルミニウム合金の鍛造方法
【課題】高精度で、生産率が高いアルミニウム又はアルミニウム合金の鍛造方法を提供する。
【解決手段】本発明に係るアルミニウム又はアルミニウム合金の鍛造方法は、鍛造用ブランク材を提供するステップと、鍛造金型は雄型及び雌型を備えており、該雄型及び雌型に加熱体と温度調整器とを設置するステップと、前記鍛造用アルミニウム又はアルミニウム合金ブランク材を前記鍛造金型に入れるステップと、を備えている。前記鍛造金型の雄型及び雌型はそれぞれ加熱されるが、その加熱方法は、鍛造品が前記雄型に形成される場合、前記雄型の温度は前記雌型の温度より低くなるようにし、前記鍛造品が前記雌型に形成される場合、前記雄型の温度は前記雌型の温度より高くなるようにし、前記鍛造用アルミニウム又はアルミニウム合金ブランク材の鍛造過程において、前記雄型と前記雌型との温度差を100度〜350度に維持する。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】嵌合軸部30とフランジ部21と軸部10とが軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法において、嵌合軸部は軸方向に開口する凹部35を有する円筒形状であり、フランジ部は軸方向に直交する円板形状であり、軸部は円柱形状であって外周面に内輪軌道面が形成されており、車輪用転がり軸受装置の軸部材1における嵌合軸部30の外径に対応する外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の2回の側方押出し加工と1回の前方押出し加工にて、嵌合軸部とフランジ部と軸部を一体に有する冷間鍛造品64を形成する。
(もっと読む)
強度、延性及びエネルギー吸収能に優れた高強度鋼材とその製造方法
【課題】建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高価な合金元素を添加しないで、製造設備に過大な負荷をかけることなく現有の製造ラインを用いて、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材及びその製造方法を提供する。
【解決手段】質量%で、0.05〜0.20%のC、1.0〜3.5%のSi、4.5〜5.5%のMn、0.001〜0.080%のAl、0.030%以下のP、0.020%以下のS、0.010%以下のN、0.045%以下のNbを含有し、残部がFe及び不可避不純物からなり、引張強さが1100MPa以上、伸びが25%以上、かつ引張強さと伸びとの積(TS×El)が30000MPa・%以上とした鋼材で、短時間焼鈍処理により、フェライトとオーステナイトとの生成比率を制御した2相組織を有する。
(もっと読む)
薄板状のSiC/Al系複合材の製造方法
【課題】ボイドが存在する恐れが少なく、製造コストが安価な薄板状のSiC/Al系複合材の製造方法を提供する。
【解決手段】溶融AlにSiC粉末と溶融Alに対して1〜3重量%のMgとを添加した溶湯Mを生成する工程と、溶湯Mを鋳造して中間板状体Cを形成する工程と、中間板状体Cを1MPa以下の加圧力で熱間鍛造して薄厚化し、厚さ2mm以下の薄板材を形成する工程とを備える。
(もっと読む)
歯車構造体の製造方法及び歯車構造体の中間構造体
【課題】歯車構造体の歯車を塑性流動によって固定する際に、筒状部材の外形の一部が変形したとしても、該筒状部材に形成される歯車の形成精度を高く維持する。
【解決手段】中空軸(筒状部材)24の外周に、第1歯車(一方の歯車)26と第2歯車(他方の歯車)28を軸方向に隣接して形成する歯車構造体22の製造方法であって、中空軸24の外周に、第1歯車26を組み込むための基礎歯(溝)26Aを形成する第1工程と、中空軸24の外周に、第2歯車28を、該第2歯車28の軸方向両端部での歯底円径28d1、28d2が異なるように形成する第2工程と、基礎歯26Aの外周に、第1歯車26の歯車本体26Bを軸方向に沿って押し込み、該歯車本体26Bを塑性流動によって前記基礎歯26Aの外周に固定することによって該第1歯車26を形成する第3工程と、を含む。
(もっと読む)
歯、歯部分等を有する精密打抜き部品の接触面積の割合を高めるための方法及び装置
【課題】材料を節約しながら薄板厚さを薄くし、かつ、経済的利点を保証すると同時に、精密打抜きされた部品の歯形状部の機能面の接触面積の割合を大幅に高めることと、部品の寸法精度をさらに改善すること。
【解決手段】a)ブランク7の歯2が挟持されないで、変形加工のためにアクセス可能のままであるように、挟持板とエゼクタとの間でブランク7をその平面FSDのところで挟持するステップと、b)すえ込みヘッド18によって力が平面FSDの方へ水平に歯2の中心部に向けられ、歯2がブランク7の初期厚さの30%まで対称に肉厚化されるように、ブランク7の材料と歯の形状に合わせたすえ込み力PSKを加えることによって歯2をすえ込むステップとを行う。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】成形後の研削や研磨を必要とする個所が熱間鍛造より比較的少ない冷間鍛造にて車輪用転がり軸受装置の軸部材を一体に成形するとともに、より高硬度の構造用炭素鋼を用いて、成形後の焼入れ焼き戻し処理をするべき個所を削減することができる車輪用転がり軸受装置の軸部材とその製造方法を提供する。
【解決手段】車輪用転がり軸受装置の軸部材1は、軸部10とフランジ部21と嵌合軸部30とを有し、軸部とフランジ部の境界部近傍に形成した内輪軌道面18に隣接する位置に隣接外周面19が形成され、軸部はフランジ部に近い側の大径軸部11と遠い側の小径軸部12を有し、大径軸部と小径軸部の段差部には内輪突き当て面12aが形成され、熱処理工程(H)では、焼入れ焼き戻し処理が行われ、小径軸部12の外周面と内輪突き当て面12aと隣接外周面19に焼入れ焼き戻し処理を行うことなく、内輪軌道面18に焼入れ焼き戻し処理を行う。
(もっと読む)
ボス成形方法、成形体、及び、内径スプライン歯成形装置
【課題】高周波焼入れ等の熱処理を施した際に残留応力が解放されても、成形体の変形を防止することができる、ボス成形方法、成形体、及び、内径スプライン歯成形装置を提供する。
【解決手段】内径スプライン歯成形装置10は、上面支持部11、下面支持部12、及び、パンチ部21を備え、ワークWに対してスプラインWsを形成する際に、パンチ部21をワークWの先端部Wtから挿入し、パンチ部21の先端側に形成されたスプライン形成用突起22でワークWを塑性加工することにより、スプラインWsを形成し、パンチ部21は、パンチ部21の基端側の全周にわたって形成された、スプライン形成用突起22よりも外径の大きな凸部23を備え、パンチ部21のワークWの先端部Wtへの挿入によるスプラインWsの成形完了時に、この凸部23で先端部Wtの板厚が全周にわたって略均一となるように塑性変形させる。
(もっと読む)
車輪用転がり軸受装置の軸部材の製造方法
【課題】冷間鍛造後に冷間鍛造品の脱炭層を旋削加工によって除去する工程を不要とすることができ、冷間鍛造品の表面の旋削取り代を必要最小限に抑えてフランジ付き軸部材を容易に製造することができるフランジ付き軸部材の製造方法を提供する。
【解決手段】構造用炭素鋼の長尺丸棒材60が球状化焼鈍処理された後、外周面の脱炭層がピーリング加工によって除去された長尺素材61が所定長さに切断されてなる軸状素材62を準備する。軸状素材62の表面に潤滑剤を被膜処理して被膜処理済み軸状素材63を形成する。被膜処理済み軸状素材63を冷間鍛造して、軸部10と、嵌合軸部30と、フランジ部21とを一体に有する冷間鍛造品65を形成する。冷間鍛造品65の所要部分を高周波焼き入れによって部分的に焼入し、その焼入処理部分を研磨加工してフランジ付き軸部材1を形成する。
(もっと読む)
フォーマーにおける線材端末処理装置
【課題】線材の端末の切断時、カッターとクイルの間に噛み込みが発生するのを防止する線材端末処理装置の提供。
【解決手段】フォーマーの線材端末処理装置であって、素材供給機構8の線材供給方向後方側に、供給される線材Aの端末を検出する端末探知センサー21と、線材供給方向に移動可能で任意の位置にて線材端末を切断排除するノコ切断機22を設けると共に、端末探知センサー21からの端末検出信号に基づいて残余の線材長さXを検知すると同時にこの線材長さXを切断する長さLにて割り、割った残りの数値aが線径Dの二分の一以下の場合は、フォーマー1と素材供給機構8を停止させると共に、ノコ切断機22を割り切れた最終の端末部分から切断する長さLの約二分の一の位置まで移動させて余った端末を切断排除するように制御するコンピューター23を設けた。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度および延性が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TNbCとなるように加熱する加熱処理工程と、前記被加工材を、1050℃以上として、熱間鍛造を行い、当該熱間鍛造により前記被加工材の真歪量を0.3以上とする熱間鍛造工程と、前記被加工材の高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、前記被加工材の低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
プレス加工装置及びプレス加工装置を用いたワークの製造方法
【課題】 金型強度の低下を防止し、ワークの位置決め精度を向上し、ワークの曲がりを調整するためにプレス加工装置の停止が不要なプレス加工装置及びプレス加工装置を用いたワークの製造方法を提供すること。
【解決手段】
プレス加工装置は、ワーク1を押圧するパンチ2と、パンチ2と共にワーク1に基準部10、11とを設けて切り取り加工するダイス3と、を備えるプレス5と、ワーク1と、を押圧するパンチ22と、パンチ22と共に切り取り加工されたワーク1を潰し加工するダイス23と、基準部10、11とが当接するバックアップブロック24と、を備えるプレス25と、を有し、ダイス23とバックアップブロック24との間の隙間51を形成する構成である。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材の高強度化させる部分について、1000℃以上、前記加熱処理工程における加熱温度以下とし、かつ、前記被加工材の低強度化させる部分について、AC3点以上、950℃以下として、熱間鍛造を行い、当該熱間鍛造により当該低強度化させる部分の相当歪量を0.2以上とする熱間鍛造工程と、800℃から600℃までの平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下とし、かつ、前記低強度化させる部分について、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材の高強度化させる部分について、TVC+50℃以上に加熱するとともに、被加工材の低強度化させる部分について、AC3点以上、TVC−50℃以下に加熱する加熱処理工程と、前記高強度化させる部分について、1050℃以上、加熱温度以下とし、かつ、前記低強度化させる部分について、AC3点以上として、熱間鍛造を行う熱間鍛造工程と、平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下となり、かつ、前記低強度化させる部分については、10℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
アルミニウム基合金製締結部品の製造方法及びアルミニウム基合金製締結部品
【課題】熱処理を施すタイミングを変えることで、従来には無い引張り強度等の強度特性を持った高強度アルミニウム基合金締結部品及びその製造方法を提供する。
【解決手段】アルミニウム基合金製の材料を溶体化処理し、次に時効硬化させた後に、さらに圧造工程にて軸部を絞り加工することで加工硬化させ、その後、前記軸部におねじの転造加工を行なうことを特徴とする。
(もっと読む)
1 - 20 / 206
[ Back to top ]