
Fターム[4E096GA15]の内容
Fターム[4E096GA15]の下位に属するFターム
案内ダイス (1)
Fターム[4E096GA15]に分類される特許
1 - 15 / 15
金属管の引抜方法
【課題】引抜加工にともなう素管の振れ回りや湾曲を抑制し、引抜加工された金属管の偏肉悪化および曲がりを防止する引抜方法を提供する。
【解決手段】素管全長に亘って素管の軸心と引抜軸心を一致させた状態に保持し、ダイスとプラグを用いて引抜加工を行う金属管の引抜方法において、内面支持具を2つ以上用いて前記マンドレルに引抜方向に沿って移動可能に装着し、前記ダイスから素管後端までの引抜方向の素管長さをL0とした場合に、前記内面支持具の少なくとも1つを前記ダイスからの距離が1/2L0〜L0の範囲に配置し、さらに前記1/2L0〜L0に配置された内面支持具のうち最も当該ダイスに近く配置された内面支持具の引抜方向のダイスからの距離をL1とした場合に、他の内面支持具を前記ダイスからの距離が1/3L1〜2/3L1の範囲に配置して引抜加工を行うことを特徴とする金属管の引抜方法である。
(もっと読む)
金属極細線用ノンスリップ型連続伸線装置

【課題】伸線コストの低下を可能とし、メンテナンスが容易であり、かつ高速度で金属極細線を得ることのできる実用的な金属極細線用ノンスリップ型連続伸線装置の提供を課題とする。
【解決手段】金属線巻き出し装置と、張力検出手段と、伸線ユニットと、金属線巻き取り装置とがこの順で伸線ライン上に配設され、伸線ユニットはダイスと、駆動キャプスタントと、張力検出手段とをこの順で含み、かつ張力検出手段が、一端に回転可能なプーリーが設けられ、他端に磁気式ダンパを備えられた歯車が設けられた回転可能に構成されたアームと、該歯車と噛み合い回転可能に設けられた大歯車と、ホイートストンブリッジに構成した歪ゲージを搭載した固定金属板とをスプリングで結合し、前記歪みゲージからの信号を前記サーボモーターの制御信号とする制御回路を有するものである。
(もっと読む)
溝付トロリ線の製造方法及び製造装置
【課題】生産性が高く、且つ表面品質及び伸直性に優れる溝付トロリ線の製造方法及び製造装置を提供する。
【解決手段】溝付トロリ線の製造装置Mは、供給装置(サプライ)10、伸線ダイス20,21、皮剥装置30、溝付装置40、巻取装置50、移送装置(キャプスタン)60及びガイド70を備える。そして、この製造装置Mは、荒引線Wの繰り出しから、所定の線径の伸線材D1に加工する伸線加工、伸線材D1に溝を形成して溝付トロリ線Tに加工する溝付加工、溝付トロリ線Tの巻き取りまでを連続的に行う一連の生産ラインになっている。
(もっと読む)
断面の密度が分布する線材とその製造方法、製造装置および利用方法
【課題】本発明は、製品線材の送給時の矯正制御に好適な断面の密度が分布する線材の提供を目的とする。
【解決の手段】 空間および時間平均による局所相対密度が81%以上の高密度外周部と、局所相対密度が0.01%未満の超低密度部および、残部のコア部からなり、全体積に占める超低密度部の体積比率が60%未満である原線を駆動装置により送りながら、多角形形状断面または略多角形形状断面に成形するとともにコア部を圧密化する圧密工具と円形形状断面または略円形形状断面に加工するとともにコア部を破砕する破砕工具からなる延伸工具ブロックを単数回または複数回通材し、所望により更に仕上げ延伸手段を通材することにより、被加工線の横断面における表面からあらかじめ定めてある深さまでの平均密度が、周方向におけるあらかじめ定めてある部位とそれ以外の部位とにおいて相違するように密度を変化させることを特徴とする。
(もっと読む)
内面溝付管の加工方法
【課題】金属管に容易にねじりを加えることができ、内面溝のリード角を大きくできる内面溝付管の加工方法を提供する。
【解決手段】金属管コイル18から引き出される金属管1内に、フローティングプラグ2と、フローティングプラグ2と連結棒3を介して接続された溝付きプラグ4とを配し、金属管1を引抜きダイス9を通すことでフローティングプラグ2を引抜きダイス9に留め、溝付きプラグ4の位置で金属管1を溝付きプラグ4上に圧迫して金属管1の内面に複数の溝8を形成する内面溝付管の加工方法において、金属管コイル18から金属管1を軸方向に引き出すと共に、金属管1が溝付きプラグ4の回転方向と同じ方向に回転するように金属管コイル18を軸廻りに回転させるものである。
(もっと読む)
伸線機
【課題】ワイヤーとダイスとの間の調芯を良好にする。
【解決手段】ダイス1およびコーンプーリー2が潤滑液4に浸され、ターンプーリー5が潤滑液4に浸されることなく潤滑液4の液面Fとダイス1およびコーンプーリー2よりも上方に配置され、ワイヤー7のターンプーリー5からダイス1を経由してコーンプーリー2に掛け渡された部分7aおよびダイス1がターンプーリー5のワイヤー通線面部17乃至20の各々からの鉛直線Lの上に配置されて、ダイス1の重量Wがワイヤー7にワイヤー7の伸線方向Yと平行する方向に加わることによって、ワイヤー7とダイス1との間の調芯が適切に維持される。ダイス1がダイスホルダー11に鉛直線Lと直交する水平方向に移動可能に支持されれば、ダイス1がワイヤー7の鉛直線Lから水平方向への移動と同じ方向に移動し、ワイヤー7とダイス1との間の調芯が一層好適に維持される。
(もっと読む)
伸線機
【課題】金属線を巻き取る前に伸線液が切れ、巻き取られた金属線のカール及びねじれを取ることができ、目的の線径に仕上げながら巻き取り時の巻きしまりを防止でき、且つ金属線へのダイスによる疵を発生させない伸線機を提供する。
【解決手段】最終仕上げ用ダイス5bの入口側に1個のガイドプーリー12を、出口側に3個のガイドプーリー12,13,14をそれぞれ配置して、前記1個のガイドプーリー12と3個のうちの最も前記出口側にあるガイドプーリー12とをピボット軸受けを使用して軸受けし、前記3個のうちの中間にあるガイドプーリー13を玉軸受けを使用して軸受けすると共に高さ位置調整可能に構成した。
(もっと読む)
引抜加工方法
【課題】プラグロッドに振動が発生するのを確実に防止できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wをその内部にプラグロッド3を配置した状態で、引抜ダイス1に通して引き抜くようにした引抜加工方法を対象とする。管材Wの引抜ダイス1への搬送経路に沿って複数配置され、かつ管材Wおよびプラグロッド3を支持可能なローラ部材5を準備する。複数のローラ部材5のうち、引抜ダイス1に最も近い位置に配置されるローラ部材55に対して、管材Wの後端W2がローラ部材55を通過する前に、ローラ部材55を管材Wから離間させる通過前離間動作を行わせる。
(もっと読む)
異形金属材料の引抜き工法
【課題】異形金属素材の引抜き成形工法に関するものである。
【解決手段】ダイス1で異形金属素材2を引抜き成形するに当り、ダイス1に異形金属素材2の端部を圧入して絞り出し、ダイス1より所定寸法だけ突出させて口付け5を形成した後、その突出した口付け5を引抜き手段により保持して引抜くことにより、困難な異形金属素材の引抜き成形を歩留まり良く、また従来ではできなかった形状の製品も引抜き成形により効率よく成形することができるようになった。
(もっと読む)
素管自動引抜きシステム
【課題】簡単な機構により、素管にプラグロッドを正確に案内することができ、かつダイスに対して安定して素管を案内することができる素管引抜きシステムを提供する。
【解決手段】素管供給台2に供給された素管8をバックベンチ6上のプラグロッド5に外挿し、バックベンチ6の素管引抜き位置でダイス3とプラグロッド5前端のプラグ11との間に素管8を通し、該素管を素管引抜き台上のキャリッジ12にチャックさせて素管8を引抜く。このとき、バックベンチ6の前端部に配された左右支持ローラ機構20と、バックベンチ6に前後方向で間隔をおいて配された複数の上下支持ローラ機構19とが、素管外挿時のロッド支持と素管引抜時の素管支持とを兼用し、プラグロッドおよび素管を上下・左右方向から安定支持することができる。
(もっと読む)
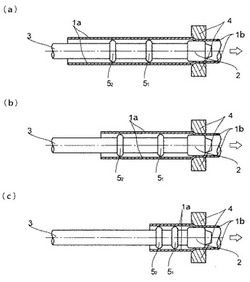
先端潰れを防止した高寸法精度管の高能率製造方法
【課題】肉厚偏差等の良好な高寸法精度管を得るために、管の内部にプラグを装入しフローティングさせながら、管を連続して送って、ダイスで管の押し抜きを行うに際し、良好な寸法精度を得つつ、管の先端潰れを防止し、高能率に安定して高寸法精度管を製造することができる先端潰れを防止した高寸法精度管の高能率製造方法を提供する。
【解決手段】ダイス2の入側の近接した位置に一対の管押さえローラ5を配置し、その管押さえローラ5によって、後行材3bの先端面の位置と先行材3aの後端面の位置とをほぼ一致させて、押し抜き加工を行う。
(もっと読む)
極細線のダイス通し治具
【課題】極細線の伸線工程において、未熟練者でもワイヤー先端をダイス内に簡単に通すことを可能にした、線材のダイス通し治具を提供する。
【解決手段】ダイス1を着脱可能に保持し且つ該ダイス1の加工穴2の中心軸線と直交する面内で該ダイス1をXY方向に移動させ得るダイス保持手段3,4,12と、該ダイス保持手段と一体的に構成された支持台11と、該支持台11上に摺動可能に装架されていて被加工線材5を前記加工穴の中心軸線上に案内すると共に前記加工穴2のエントランス部2aに潜入可能の先端部を有するガイド手段6,7,8,10と、前記ダイス保持手段または支持台11を回動可能に支持すると共に該ダイス保持手段及び支持台11を上方より前記加工穴の入口が見える位置と前記ダイスの裏面が上方を向く位置とに保持し得るストッパー15a,15bを有する基台14とを備えている。
(もっと読む)
線材の加工ラインシステム
【課題】 加工作業の能率化及び歩留まりの向上を図る。
【解決手段】 線材S1の給送方向に向けて案内装置2、探傷装置3及び加工用ダイス4を配置しており、案内装置2は線材S1を誘導案内する三対のガイドローラ9a1,9a2,9b2,9c1,9c2と、各対のガイドローラのそれぞれに対応して設けてあって各対において互いに対向するガイドローラの芯間を調整するための第1、第2及び第3の芯間調整機構10a,10b,10cとを備えており、探傷装置3が案内装置2に隣接し、第1のガイドローラ9a1,9a2が垂直型ローラ、第2のガイドローラ9b2が水平型ローラ、第3のガイドローラ9c1,9c2が垂直型ローラである。
(もっと読む)
伸線機
【課題】線径が10μmφ〜20μmφ程度の金属極細線の製造において、案内キャプスタンローラとのからまりによる断線や、金属細線のよじれや微細折れなどの不具合を生じさせることなく、伸線速度を200m/min以上の高速にすることができる伸線機を提供する。
【解決手段】案内キャプスタンローラ3の外側に張力補助ガイド12を設置し、金属細線11を経由させて伸線することにより、伸線中の金属細線11の張力の低下を抑制する。張力補助ガイド12は、伸線ダイス8への金属細線11の入射角が変わらないように設計することが好ましく、また、案内キャプスタンローラ3に接触する金属細線11の長さを調整できるような機構であることが好ましい。
(もっと読む)
回転加工用部材およびこれを用いた金属加工装置
【課題】被加工物を傷つけることなく、十分な回転力を被加工物に伝達可能な回転加工用部材を提案し、且つ、機械的特性だけでなく、熱的特性、特に機械的強度及び耐熱衝撃性を向上させた回転加工用部材を提供することを目的とする。
【解決手段】回転により、金属製の被加工物を搬送または延性加工するための回転加工用部材であって、少なくとも前記被加工物と接する部分が、窒化珪素質焼結体からなるとともに、その表面の算術平均粗さ(Ra)が0.1μm以下で、且つ前記被加工物と同材金属との動摩擦係数が0.7〜1.3の範囲である。
(もっと読む)
1 - 15 / 15
[ Back to top ]