
Fターム[4E096GA18]の内容
Fターム[4E096GA18]に分類される特許
21 - 32 / 32
金属管の製造方法及びその製造装置、並びに金属管、金属管コイル
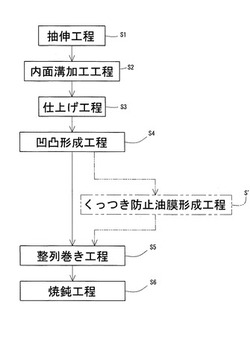
【課題】コイル状に整列巻きした管同士の接触部分の焼鈍によるくっつきあうことを防止し、使用時に巻取りをスムーズに解くことのできる金属管の製造方法及びその製造装置、並びに金属管、金属管コイルの提供を目的とする。
【解決手段】金属素材を抽伸して管状に成形する成形工程S1と、成形後の金属管をコイル状に整列巻きする整列巻き工程S5と、整列巻き後の金属管11を焼鈍する焼鈍工程S6とを行う金属管11の製造方法であって、前記整列巻き工程S5を行う前に、前記金属管11の外面に凹凸を形成する凹凸形成工程S4を行うことを特徴とする金属管11の製造方法。
(もっと読む)
湿式伸線機

【課題】設備の低コスト化および省スペース化を図りつつ、ワイヤの品質および性状の安定化、ダイス寿命の向上および省エネルギー化をいずれも実現することのできる湿式伸線機を提供する。
【解決手段】ダイス群11を挟んで対向する同軸多段の駆動コーンプーリ12および従動コーンプーリ13の対を少なくとも1対備える湿式伸線機である。駆動コーンプーリ12および従動コーンプーリ13の各段がすべて同径であり、駆動コーンプーリ12の駆動軸14が多段で構成され、かつ、駆動コーンプーリ12の各段が、対応する駆動軸14の各段により個々に独立して駆動される。
(もっと読む)
線材移送装置、線材測定ユニット、先付機、および線材加工装置
【課題】簡単な構成で線材の表面の変形を抑えて、線材を移送可能な線材加工装置を提供する。
【解決手段】クランプユニット360は、往復移動可能な第一ブロック361Aおよび第二ブロック361Bと、第一ブロック361Aと第二ブロック361Bとの間に設けられ、線材210を挿通可能な挿通部364Aと、挿通部364Aと連続し互いに対向して、探傷装置に向かうに従って線材210の外周部から離隔して傾斜する案内面365A、365Bと、第一ブロック361Aおよび第二ブロック361Bと相対的に往復移動可能な第一駆動部363Aおよび第二駆動部363Bと、第一駆動部363Aおよび第二駆動部363Bに設けられ、案内面365A、365Bに当接するカム面368A1、368B1および線材210の外周面と対向する保持面369A、369Bを有する第一保持部材368Aおよび第二保持部材368Bを具備した。
(もっと読む)
溶接ワイヤの製造方法及び装置
【課題】 内包ワイヤが断裂された部分ができるのを防ぐことができる溶接ワイヤの製造方法、溶接ワイヤの製造装置及び内包ワイヤの断裂検出方法を提供する。
【解決手段】 溶接ワイヤ材料1の引抜方向の最も端に位置するダイス装置9Aと、引抜方向とは逆の方向の最も端に位置するダイス装置9Fに対して、溶接ワイヤ材料の引抜力を測定する測定器を配置する。測定器が測定した引抜力が予め定められた基準値より小さくなったときに、内包ワイヤが断裂していると判定して溶接ワイヤ材料の引抜きを停止する。これにより、内包ワイヤが断裂された部分ができるのを防ぐ。
(もっと読む)
極細線伸線装置及び極細線の伸線方法
【課題】
ワイヤーの入口側の線速とキャプスタンの外周速度の比が、出口側と大きく異なることによって発生するワイヤーの振動を少なくすることによって、ワイヤーの断線を防止した伸線装置を提供すること。
【解決手段】
前工程において所定の線径に加工されボビンに巻き取られたワイヤー1を、伸線部Aに巻き出す巻き出しスプール2と、一対の円筒形の駆動キャプスタン8,9及び案内キャプスタン6,7と、その間に配置した複数のダイス5と、ダイス5を通過させて伸線したワイヤー1を巻き取るための巻き取りスプール10を備えた極細線伸線装置において、案内キャプスタン6,7及び駆動キャプスタン8,9のそれぞれの径を途中で変更して大径キャプスタン7,9と小径キャプスタン6,8の2段とし、ワイヤー出口側Cキャプスタンを大径キャプスタンとし、ワイヤー入口側Bキャプスタンを小径キャプスタンとした。
(もっと読む)
引抜加工方法
【課題】簡単な設備で、引抜製品の内径寸法を高精度で管理できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wを、引抜ダイス2および引抜プラグ3間の隙間に通して引き抜くようにした引抜加工方法を対象とする。引抜開始から引抜終了にかけての引抜加工中に、引抜速度を増加させることにより、引抜開始時の初期引抜速度に対し、引抜終了時の終期引抜速度が速くなるように制御する。
(もっと読む)
極細線伸線方法および極細線伸線装置
【課題】 一対の駆動キャプスタンローラーと案内キャプスタンローラーの間に配置した複数の伸線ダイス群を通過させて極細金属細線を高速で伸線加工する場合、特に20μmφ以下の金属細線を100m/min以上の伸線速度で伸線加工する際に、金属細線が案内キャプスタンローラーの出口側でローラーに付着し、断線する問題を解決する方法及び装置を提供する。
【解決手段】案内キャプスタンローラーの周速度を最後に案内キャプスタン上を通過する極細金属線の線速度よりも遅くしたことを特徴とする極細金属細線の伸線方法及び伸線装置である。
(もっと読む)
溶接ワイヤの製造方法
【課題】 溶接金属の衝撃値が低下するのを防いで、アーク安定性を高めることができる溶接ワイヤ並びに、高い自由度で高機能性を有する成分組成が設計できる溶接ワイヤの製造方法を提供する。
【解決手段】 細長い金属外皮用金属板の幅方向の断面が円弧状になるように、細長い金属外皮用金属板を成形し、円弧状の金属外皮用金属板で囲まれた領域内に内包ワイヤを挿入して、内包ワイヤ1と、内包ワイヤ1の外周を囲むように配置された管状の金属外皮3とを具備する溶接ワイヤを製造する。
(もっと読む)
伸線方法及びその装置
【課題】伸線構造を簡素化することができると共に装置の設置スペースを小さくすることができ、かつ、線材を重ねずに巻き取ることができて線材の損傷を防ぐことができ、伸線作業性を高めることができる。
【解決手段】一対のドラム1・2をそれぞれ巻取回転及び逆回りの繰出回転自在に設けると共に一対のドラムをそれぞれドラムの軸線方向に互いに異方向往復移動自在に設け、かつ、上記ダイスをダイス径の異なるダイスに交換自在に設けてなる。
(もっと読む)
高炭素鋼線の製造方法
【課題】乾式伸線加工により高炭素鋼線を製造する際に、簡易かつ確実にダイスへの焼付きを防止しつつ、高品質の高炭素鋼線を製造しうる方法を提供する。
【解決手段】質量%で、C:0.6〜1.1%、Si:0.1〜1.5%、Mn:0.3〜1.0%、P:0.02%以下、S:0.02%以下を含有する高炭素鋼線材Aを、ダイス4とその後段に冷却ブロック5とを備えたパスを複数パス連続的に通過させて伸線加工を行う際に、下記式を満足するように、ダイス4の総数、各ダイス4の減面率の組合せおよび伸線速度のうち少なくとも1つを調整する。
式 P={Σ(Tk×rk)}/n≦20.4
(式中、Tkはk段目の冷却ブロック5側面の下部を放射温度計6で測定した温度[℃]、rkはk段目のダイス4の減面率[%/100]、nはダイス5の総数、Σは全段の総和を示す。)
(もっと読む)
伸線装置用のキャプスタン
【課題】 減面率αを異なる工程間あるいは同一工程内で変更した場合にも、細線とキャプスタンとの間のスリップ率を、小さいレベルで一定とできると共に、生産コストを低減できる伸線装置用のキャプスタンを提供することを目的とする。
【解決手段】 伸線方向上流側から伸線方向下流側に向かうにつれて線径が段階的に縮径されつつ伸線される細線が巻き架けられる伸線装置用のキャプスタン3Rは、モータMRにより回転駆動されるシャフト部材31と、シャフト部材31の軸線方向に着脱自在に重ねて取り付けられ、それぞれの外径DR1〜DRn−1が、伸線方向上流側から伸線方向下流側に向かうにつれて段階的に大径とされた複数のプーリPR1〜PRn−1とを備える。
(もっと読む)
伸線装置用のダイスホルダ
【課題】 長期に亘ってダイスに安定した付勢力を付与して確実な位置決めができると共に、粉状の加工屑のダイス孔への詰まりを防止することができる伸線装置用のダイスホルダを提供することを目的とする。
【解決手段】 ダイスホルダ31は、円板状を為すダイス7が保持された状態でダイス孔7dが延在する第1の軸線L1方向にダイス7を挟み込むように立設される第1、第2のブロック部材35,37と、第1のブロック部材35に設けられてダイス7を第2のブロック部材37側に付勢する付勢手段としてのボールプランジャ39とを備え、この付勢手段は、第2のブロック部材37側を向いてダイス7に当接させられる先端部が球面状とされた当接部材としてのボール部材39aと、この当接部材を介してダイス7を第1の軸線L1方向に付勢する付勢部材としてのバネ39cとを備える。
(もっと読む)
21 - 32 / 32
[ Back to top ]