
Fターム[4F035CB14]の内容
噴霧制御装置 (2,732) | 対象物の制御 (373) | 移送経路が直線のもの (119) | 途中で方向を変えるもの (17)
Fターム[4F035CB14]に分類される特許
1 - 17 / 17
薄膜の形成方法およびその形成装置ならびに色素増感太陽電池の製法およびその製造装置

【課題】スプレー法により薄膜を形成する場合に、均一な膜形成をすることができ、かつ、自動化することができる薄膜の形成方法およびその形成装置を提供する。
【解決手段】加熱し得るカート41の表面に基板31を載置し、その基板31を加熱した状態で、第1の移動手段43により、複数個纏めて第1の方向X1に間欠的に移動させる。隣接する2個のカート41の間の上方に噴霧器42が配置されており、カート41が移動する際に、噴霧器42により基板31の表面に薄膜材料を吹き付ける。カート41が停止しているときは薄膜材料の噴霧を停止する。この噴霧器42による噴霧と停止を2回以上繰り返した後、カート41の向きを変えないでカート41の移動方向を変えて第2の方向X2で同様に、噴霧と停止を繰り返す。
(もっと読む)
ドア治具

【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
加工システム及び加工方法
【課題】自動車の生産工程のうちルーフ工程の省スペース化や作業の効率化を図ること。
【解決手段】ハンドジグ付ロボット11は、ワーク21をパネルストック12から取り出す。ハンドジグ付ロボット11は、ワーク21を固定シーリングガン13に対して相対的に移動させる。これにより、固定シーリングガン13から噴出されるシーラが、ワーク21に塗布される。ハンドジグ付ロボット11は、ワーク21をシーラ用位置決め治具14に固定する。ハンドジグ付ロボット11は、ワーク21を溶接用位置決め治具15に固定させ、ワーク21に対してスポット溶接を行う。ハンドジグ付ロボット11は、ワーク21を払出し場所(図示せず)に払い出す。
(もっと読む)
塗装用吹付処理装置
【課題】塗装用吹付処理装置による被塗物処理の処理品質を向上させる。
【解決手段】搬送機22が保持する被塗物Wを搬送機Wに対して移動動作させる被塗物動作手段32,61を搬送機22に装備し、この被塗物動作手段32,61を制御して被塗物Wを搬送機22に対し移動動作させることにより、吹付処理域Sでの被塗物Wに対する噴出流体Fの吹き付けにおいて、噴出手段Nとその噴出手段Nによる噴出流体Fが吹き付けられる被塗物上の被吹付部との距離である吹付距離d、又は、噴出手段Nからの流体噴出向きに対する被吹付部の向きである吹付向きαを調整する吹付制御手段CCを設ける。
(もっと読む)
車両用ホイールの塗装システム及びそれを用いた車両用ホイールの塗装方法
【課題】複数コートを必要とするワークの塗装に際して、塗装ラインを小型化可能であるとともに、塗装時間の短縮を図ることを可能とする。
【解決手段】塗装領域4a又はセッティング領域4bに成り得る作業領域4を有した塗装テーブル3と複数の塗料噴射手段5を具備した塗装エリア2と、塗装後のワークを誘導加熱で乾燥する複数の乾燥エリア18、19と、ワークを移動する移動手段28と、を具備し、未塗装のワークを塗装テーブル3に移動して一次塗装し、一次塗装後のワークを乾燥エリア18で一次乾燥し、一次乾燥後のワークを塗装テーブル3に移動して二次塗装し、二次塗装後のワークを乾燥エリア19で二次乾燥し、以後、ワークの塗装と乾燥を、必要数の塗装及び乾燥が終了するまで繰り返し、必要数の塗装及び乾燥が終了したワークをラインより取り外すことを可能にしたことを特徴とする。
(もっと読む)
塗装システム及び塗装システム運転方法
【課題】塗装システムの設備コスト及び運転コストを低減するとともに、省エネルギ化や二酸化炭素排出量の低減を効果的に達成する。
【解決手段】制御手段12による自動塗装において、被塗物Wを移動手段11により両側の塗装ロボット8のうちの一方側の塗装ロボットLa,Lbに近づけて他方側の塗装ロボットRa,Rbから遠ざけた一方寄り塗装位置Lsに移動させた状態で、それら一方側及び他方側の塗装ロボット8夫々を被塗物Wに対して塗装動作させる一方寄り塗装工程KLを実行し、その後、被塗物Wを移動手段11により他方側の塗装ロボットRa,Rbに近づけて一方側の塗装ロボットLa,Lbから遠ざけた他方寄り塗装位置Rsに移動させた状態で、それら一方側及び他方側の塗装ロボット8夫々を被塗物Wに対して塗装動作させる他方寄り塗装工程KRを実行する構成にする。
(もっと読む)
被塗装対象物を塗装するための塗装システム
本発明の目的は、車体(102)および/または車体部品の形態をなした被塗装対象物を塗装する塗装システム(100)を提供することである。このために、次の構成を具備する塗装システムが提供される:そのような構成は、建物の内部空間(132)を包囲するとともに少なくとも1つの浸漬タンク(140,148)および建物内部空間に対して開放された少なくとも1つの処置領域(188,190,192,304,310)を含む建物筐体(116);被塗装対象物が少なくとも1つの開放された処置領域を通って移送可能になっている第1の移送階(104);第2の移送階(106)であって、第2の移送階(106)から被塗装対象物が少なくとも1つの浸漬タンクに浸漬可能になっている第2の移送階(106);および少なくとも1つの中間格納部(107)であって、塗装システムの移送階(104,106)から被塗装対象物を中間格納部(107)に移送可能であるとともに、その後中間格納部から塗装システムの別の移送階(106,104)に被塗装対象物を移送可能になっている、中間格納部(107)である。 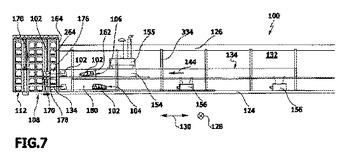 (もっと読む)
(もっと読む)
屋根面の作業方法及び作業ロボット
【課題】屋根面に直線の凹凸を有する波板スレート製屋根等の塗装,ケレン作業その他の屋根面作業に適した屋根面の作業方法及び作業ロボットを提供する。
【解決手段】本発明は、表面に直線状に凹凸を配置形成した屋根2上に、屋根面に対して作業を行う作業部6と屋根面上を走行する走行部5とを備えた走行機体4を載置し、上記走行機体4を走行させながら作業部6による屋根面に対する作業を行う作業方法に関する。上記走行部5の周面を前記屋根面上の凹凸に適合又は係合させることにより走行機体4を上記凹凸の方向に沿って走行させながら上記作業を行う。
(もっと読む)
接着剤の塗布・乾燥方法並びに塗布・乾燥装置
【課題】芯材表面に表皮を接着固定し、表皮の周縁端末を芯材裏面側に巻込み接着してなる貼り合わせ品における接着剤の塗布・乾燥方法並びに塗布・乾燥装置であって、設備費用を低減するとともに、作業性を高める。
【解決手段】接着剤塗布・乾燥装置20,20Aは、接着剤塗布ブース30と接着剤乾燥炉40とを隣接設置するとともに、両ステージ間を行き来できるように、受け治具50に搬送機構51を設ける一方、接着剤塗布ブース30内で芯材13の表面及び裏面への接着剤の塗布を同一スペースで行なえるように、反転機構52、あるいは反転アーム53を付設する。よって、接着剤塗布ブース30と接着剤乾燥炉40への往復は、搬送機構51を介して行なうことにより、セット作業及び取出作業を廃止でき、設備費用を簡素化するとともに、連続工程を採用することでコストダウンを図る。
(もっと読む)
液体塗布方法及び液体塗布装置
【課題】本発明は、軟質の長尺材の変位を許容しながらこの長尺材の所定位置に液体を塗布可能な技術を提供することを課題とする。
【解決手段】軟質の長尺材14に液体を塗布する液体塗布装置20において、この液体塗布装置20は、長尺材14の一方の面14aに当てる第1当て部材26と、長尺材14の他方の面14bに当てる第2当て部材33と、この第2当て部材33を第1当て部材26に対して接離する第2当て部材移動手段34と、第1当て部材26を支える支持部材23に設けた液体噴射器22とから構成されたものである。第1当て部材26及び第2当て部材33に、長尺材14に沿って回転するローラ41、51が備えられている。
(もっと読む)
コーティング設備およびコーティング設備の作動方法
本発明は、複数のコーティング対象1が、コーティング設備を通って順次搬送される搬送経路2、12と、コーティング対象1が処理される複数の処理ステーション13〜17、18〜22、23〜27とから構成されるコーティング設備、特に自動車の車体を塗装するためのコーティング設備に関する。搬送経路2、12が、複数の並列分岐5〜9に分岐し、処理ステーション13〜17、18〜22、23〜27の少なくとも1つが、それぞれの並列分岐5〜9に配置されることが提案される。 (もっと読む)
スピンドル及び被処理物搬送装置
【課題】強制回転させた場合であっても、被処理物の重量に関わらず、安定的に回転及び搬送することができ、また、その回転機構における安定性を効果的に維持することができるスピンドル及びそれを備えた被処理物搬送装置を提供する。
【解決手段】複数のベアリングとして、第1のベアリング及び第2のベアリングを有するとともに、移動手段に載置されて水平方向に移動し、かつ、強制回転部材との接触によって回転可能なスピンドル及び被処理物搬送装置であって、下記部材(a)〜(c)を備える。
(a)移動手段に固定された回転軸に対して、第1のベアリングを介して回転可能に装着される回転支持部材
(b)強制回転部材に接触する接触面を有するとともに、接触面の上方及び下方に第2のベアリングをそれぞれ備え、かつ、回転支持部材に固定される接触駆動部材
(c)被処理物を載置するための支持棒部材であって、接触駆動部材に固定される支持棒部材
(もっと読む)
搬送システムおよび加工設備
【課題】 設置スペースを低減するとともに、作業性を向上することができる搬送システムを提供することである。
【解決手段】 搬送装置21a,21bは、搬送基部33に対して第1リンク体34を相対回転させるとともに、第1リンク体43に対して第2リンク体35を相対回転させることで、保持部40を搭載位置18と塗装位置19との間を略円弧状の軌跡に沿って移動させることができる。リンク機構を有する搬送装置によってワークWを搬送することによって、加工架台22を中心とする仮想円200よりも架台22寄りの移動経路に沿ってワークWを搬送させることができ、設置スペースの増加を抑えることができる。またワークWを略円弧状の移動経路100に沿って移動させることで、架台架台22に対してまわりこむようにワークWを移動させることができ、各搬送装置21a,21bの搭載位置18および塗装位置19とを可及的に近接させることができ、作業性を向上することができる。
(もっと読む)
塗装設備及びそれを用いた塗装方法
【課題】塗装用ロボットの数が少なくても所望の塗装を行うことができ、しかも塗装室を小型にすることができる塗装設備を提供すること。
【解決手段】本発明の塗装設備1は、塗装室2、ワーク揺動手段21、塗装機31、塗装用ロボット41等を備える。塗装室2には、ワーク支持体11により支持されたワークWが搬入される。ワーク揺動手段21は塗装室2に設置されている。ワーク揺動手段21は、塗装室2内に搬入されたワークWを、中心軸線C1を揺動中心としてワーク支持体11とともに揺動させる。塗装用ロボット41は、ロボットアーム42の先端に塗装機31を搭載している。塗装機31は揺動するワークWに対して塗料を吹き付ける。
(もっと読む)
複数の処理を連続的に行うライン構造
【課題】各処理工程において適正なワークのピッチを設定することにより、ライン長の適正化を図ることとするライン構造を提案する。
【解決手段】連続的に流れるワークに対し複数の処理を連続的に行うライン構造であって、各処理工程において複数のワークに対し同時に処理が実施されるものとし、或る処理工程から次の処理工程にワークを移載する移載装置を備え、前記或る処理工程における前記各ワークの進行方向のピッチは、前記次の処理工程における前記各ワークの進行方向のピッチと異なる構成であり、前記移載装置にて、前記或る処理工程から前記次の処理工程に前記ワークを移載する際に、前記或る処理工程における前記各ワークの進行方向のピッチから、前記次の処理工程における前記各ワークの進行方向のピッチに変更を行うこととする。
(もっと読む)
塗装装置及びそれを利用した塗装方法
【課題】
簡単な構成で、小型化及び生産性,品質,経済性の向上を図るとともに、環境にも配慮した塗装装置及び塗装方法を提供する。
【解決手段】
塗装装置は、架台1,塗布ブース2,被塗装体脱着部6により構成されている。塗布ブース2には、被塗装体であるプリント回路基板100に塗布剤18を噴射するスプレーノズル3のほか、ノズル洗浄ユニット65,塗布剤受けパレット23,排気フィルタ13,吸気フィルタ12などが設けられている。一方、前記塗装ブース2から前記被塗装体脱着部6にわたって、被塗装体を搬送するためのスライド用ボールネジ43及びスライド用レール45が設けられている。被塗装体を保持する被塗装体クランプハンド(7),(8)は、水平保持アーム34,35との間に設けられたクランプハンド反転シリンダ9,10の作動により回転し、保持した被塗装体を反転することができる。
(もっと読む)
様々な大きさの金属蓋に封止剤を塗布するための磁気封止剤ライナ塗布機
磁気封止剤ライナ塗布機(10)は、多数の金属蓋(44)に封止剤(43)を塗布するのに使用されている。塗布機はインフィードコンベヤ(60)から金属蓋(44)を収容し、かつそこに封止剤(43)を備えた金属蓋(44)を排出コンベヤ(64)に排出する。塗布機はモーター駆動のスターホイール(28)を備え、このスターホイールは、テーブル上面(12)に据付けられ、かつ一方向で駆動されている。スターホイール(28)は、多数のカムフォロワー(30)を備え、このカムフォローは間隔をおいて設けられ、かつスターホイールの周囲部から外側へ向かって延在している。カムフォロワー(30)は、カムフォロワー軸受(32)を備え、このカムフォロワー軸受は個々の金属蓋(44)の部分を収容するのに適合している。多数の封止剤吹付け器(34)はスターホイール(28)上に据付けられ、コンピュータ(38)で制御され、カムフォロワー(30)に隣接して配置されている。封止剤吹付け器(34)は封止剤(43)を金属蓋(44)の内側に塗布する。モーター駆動の磁気ホイール(46)は、テーブル上面(12)に据付けられ、スターホイール(28)の下方に配置され、スターホイール(28)とは反対の方向で駆動されている。磁気ホイール(46)が金属蓋(44)の部分に係合するのに適合している場合、金属蓋(44)はテーブル上面(12)の頂部で回転する。 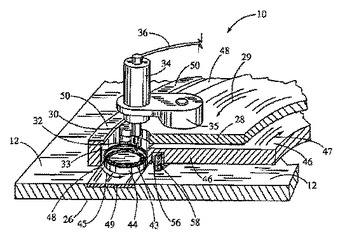 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]