
Fターム[4F072AH13]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 繊維の (197)
Fターム[4F072AH13]に分類される特許
161 - 180 / 197
丸形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シート

【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる丸形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シートを提供する。
【解決手段】(a)一方向に配列された複数本の強化繊維から成る強化繊維束f1に撚りを入れながら連続的に送給する工程、(b)前記連続的に送給される強化繊維束f1にマトリックス樹脂Rを含浸させる工程、(c)前記樹脂含浸された強化繊維束f2を、所定の強さにて緊張させながら加熱して、強化繊維束の横断面を円形状として樹脂を硬化させる工程、を備え、横断面が円形状とされる繊維強化プラスチック線材2を製造する。
(もっと読む)
繊維強化樹脂

【課題】従来一般のSMCによって成形された繊維強化樹脂の限界に鑑み、特定範囲の短繊維の強化繊維束を用いた、等方性の程度の高い、かつ、高い強度等の機械特性を容易に発現可能な繊維強化樹脂を提供する。
【解決手段】短繊維の強化繊維の繊維束の集団からなる強化繊維基材と熱硬化性樹脂からなるマトリックス樹脂よりなる繊維強化樹脂であって、強化繊維基材の繊維束の90%以上が、単糸数が100本以下となるように分繊された繊維束からなり、真直な繊維束数が全繊維束数の70%以上であり、繊維束の配向が二次元的に擬似等方性であり、かつ、強化繊維の体積含有率が35%以上である繊維強化樹脂。
(もっと読む)
連続的にバルクを減らす方法
【課題】複合構造のプレフォームを製造するために用いられる織物を連続的に減量する方法を提供する。
【解決手段】連続的な減量方法は、織物12のスプール10を提供するステップ、前記織物12を加熱して、加熱された織物18を生成すると同時に、前記加熱された織物18を複合構造形成ツール14に移送するステップ、前記複合構造形成ツール14の周りに前記加熱された織物18を巻き付けるステップ、前記加熱された織物18に樹脂を塗布して、樹脂含量の多い織物表面28を得るステップ、前記樹脂含量の多い織物表面28に加熱された織物18の次の層を貼り付けて含浸複合材30を得るステップ、及び前記含浸複合材30を減量及び冷却して、複合構造のプレフォーム32を得るステップを含む。
(もっと読む)
複合材部品の製造方法
複合材部品を製造する方法において、部品成形環境(3)にプリフォーム(5)を装填する工程と、この環境を、溶液中または懸濁液中に触媒材料を運んだ溶媒で満たす工程と、この液体(6)を型から排出し、それによりプリフォームおよびまたは成形環境の内表面に、触媒材料の残留物を残存させる工程と、成形環境を加熱し、その加熱後または加熱と同時に、このような条件下で、プリフォームおよびまたは成形環境の表面にカーボンナノチューブの構造物を成長させるように、炭素を含んだガス(7)を導入する工程と、炭素を含んだガスを除去する工程と、プリフォームとカーボンナノチューブの構造物を通過して樹脂が分散する成形環境に液状の樹脂材料(9)を導入し、樹脂が硬化されまたは固定されたら、完成した複合材部品を形成する工程とを含む。 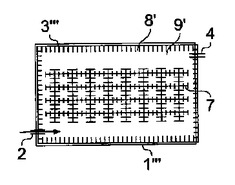 (もっと読む)
(もっと読む)
軸外れ複合プレプレグの製造方法及び装置
本発明は、裏紙の縦方向に対して±5度のような角度でファイバ方向を有するテープ形態の2つの層の軸外れ複合プレプレグ材料を好ましく製造する方法及び装置に関する。このような軸外れプレプレグ複合材料テープの使用は主に航空機の複合翼ストリンガまたはスパーのような高い縦横比の部品を製造するためのものである。 (もっと読む)
ナノ構造アンテナおよびその製造方法
電磁放射の送受信用アンテナを提供する。このアンテナは、可撓性でありアンテナの材料への組み込みを可能にする本体部分を含む。このアンテナは、更に、本体部分に沿う伸長ナノチューブの集合体、および隣接ナノチューブ間の複数の接点を含み、電磁放射の伝達を可能にし、一方で、高周波、例えば、100MHz超、におけるアンテナに沿う抵抗率を減らしている。アンテナの製造方法も更に提供する。 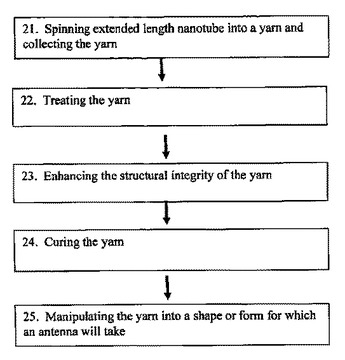 (もっと読む)
(もっと読む)
プリプレグの製造方法及び樹脂含浸装置
【課題】ディップ槽内における樹脂ワニスの滞留を効果的に抑制して、高粘度、高チクソ性の樹脂ワニスを使用する場合でも基材への樹脂の良好な含浸性を維持すると共に高粘度化或いはゲル化した樹脂ワニスの付着を防止することができるプリプレグの製造方法を提供する。
【解決手段】ディップ槽3内に貯留された樹脂ワニス2中に長尺の基材1を通過させる。前記基材1の進入位置に対して基材1の引出位置とは反対側の位置で樹脂ワニス2をディップ槽3へ供給する。基材1の引出位置に対して基材1の進入位置とは反対側の位置で樹脂ワニス2をディップ槽3から排出する。これによりディップ槽3内に基材1の進行方向に向かう樹脂ワニス2の流動を生じさせる。また、前記樹脂ワニス2の排出に加えて、ディップ槽3内における基材1の経路の下方から樹脂ワニス2を排出する。
(もっと読む)
複合材料の製造方法と製造装置
本発明は、複合シートの製造装置と製造方法に関し、この方法は、a.繊維のシート(20)又はマトリックス(11、13)に、プラズマ照射ゾーン(33)で、ほぼ大気圧で、プラズマを照射する工程と、b.繊維のシートに、付着ゾーン(32)で、マトリックスを含浸させる工程と、を備え、プロセスa.とb.とは、同時に行われる。  (もっと読む)
(もっと読む)
吸水性複合材料の製造法
本発明は、異なるpHを有する少なくとも2の粒状の吸水性ポリマーと少なくとも1の繊維材料とを含有する吸水性複合材料の製造法において、吸水性ポリマーを予備混合しないことを特徴とする方法に関する。本発明は更に、衛生用品における該材料の使用にも関する。 (もっと読む)
長繊維強化樹脂ストランドの製造装置
【課題】従来に比べ高速の引取速度、例えば40m/分を上回る引取速度にて長繊維強化樹脂ストランドを製造することができるようにすること。
【解決手段】含浸ヘッド9の下流側に冷却装置12と撚りローラ16A,16Bとをこの順に備え、強化用繊維束2に含浸ヘッド9により溶融樹脂を含浸させるとともに、樹脂含浸強化用繊維束に撚りローラ16A,16Bによる撚りを付与し、長繊維強化樹脂ストランド4を製造する装置において、強化用繊維束2を一対の加熱ローラ220,230に交互に複数回巻き掛けることで加熱することにより、予め加熱された強化用繊維束2が含浸ヘッド9に連続的に導かれるようにした加熱ローラ装置200と、加熱ローラ220,230に巻き掛けられる強化用繊維束2に対してバックテンションを付与するバックテンション付与装置とを備えている。
(もっと読む)
繊維強化発泡体構造
繊維強化発泡体構造の前駆体は、強化繊維約50〜約75質量%およびベールバインダー約50〜約25質量%を有するベースベールを包含する。前記ベースベールは約35〜約400g/m2の単位面積当たり質量を有する。さらに前記ベースベールは、約20〜約200g/m2の量の発泡性バインダーで含浸されている。  (もっと読む)
(もっと読む)
無機繊維断熱吸音材用水性バインダー及び無機繊維断熱吸音材
【課題】ホルムアルデヒドを含有せず、硬化反応が速やかに進行して且つ短時間で完了し、得られるバインダー硬化物が優れた強度を有する無機繊維断熱吸音材用水性バインダー、及びそれを用いた無機繊維断熱吸音材を提供する。
【解決手段】エチレン性不飽和単量体を重合した酸価500〜900mgKOH/gのポリカルボン酸類と、アミノ基及び/又はイミノ基を有するアルコールを含有する架橋剤とを含み、ポリカルボン酸類中のカルボキシル基のモル数に対し、架橋剤中の水酸基とアミノ基とイミノ基との合計のモル数が、モル比で0.8〜1.5であり、ポリカルボン酸類中のカルボキシル基のモル数に対し、前記架橋剤中のアミノ基とイミノ基との合計のモル数が、モル比で0.2〜0.8である無機繊維断熱吸音材用水性バインダーを用いて、無機繊維断熱吸音材を成形する。
(もっと読む)
吹付可能なマイクロパルプ組成物
表面をコートするための組成物であって、この組成物は、ポリ尿素およびポリウレタンの群から選択された少なくとも1つのポリマーと、0.01〜200マイクロメートルの体積平均長さを有する、上記ポリマー中に分散されたパラアラミドマイクロパルプとを有する。 (もっと読む)
プリプレグ、基板および半導体装置
【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグは、厚さ25μm以下の繊維基材に樹脂材料を担持してなるプリプレグであって、該プリプレグの厚さ方向に対して前記繊維基材が偏在していることを特徴とする。また、本発明の基板は、上記に記載のプリプレグを積層して得られることを特徴とする。また、本発明の半導体装置は、上記に記載の基板を有することを特徴とする。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料用含浸ダイ及びそれを用いた製造方法
【課題】含浸ダイの繊維束のノズル切れを抑止し、高品質の長繊維強化熱可塑性樹脂成形材料の生産性の向上を図る。
【解決手段】含浸槽1内において強化繊維の繊維束4を引き取りながら溶融熱可塑性樹脂を含浸させて賦形ノズルで賦形する含浸ダイ100において、含浸槽内部を前記繊維束4の引取り方向と実質的に並行な仕切部材5によって賦形ノズルのピッチと実質的に同ピッチで区切り繊維束4を賦形ノズルに送られる単位で区分けする。
(もっと読む)
レール敷設用樹脂成形体、並びに、レール敷設用樹脂成形体の製造方法
【課題】 制振効果に優れるポリウレタン樹脂のレール敷設用成形体を提供することを課題とする。
【解決手段】 本発明のレール敷設用成形体1は、ポリオールとイソシアネートとを反応させて得られるポリウレタン樹脂部10と繊維部23を有し、レール敷設用成形体1には繊維部23が含有している。このポリオールは、水酸基価が80〜350mgKOH/gであり、官能基数が2.0〜3.5であり、ポリオールとイソシアネートとの混合比を、1:1.1〜1:0.4としたものである。そのため、ポリウレタン樹脂部10が、適度に軟らかく制振性を有し、適度に硬く強度や耐久性を有している。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造装置
【課題】下面材上を移送されるガラス繊維マットが、発泡原液組成物を吐出・注入される前に蛇行することを矯正容易なガラス繊維強化硬質ポリウレタンフォームの製造方法とその装置を提供する。
【解決手段】下面材1上に、ガラス繊維マット2を供給するガラス繊維マット供給工程と、供給されたガラス繊維マット2上に硬質ポリウレタンフォーム発泡原液組成物を供給する原液供給工程と、原液供給されたその上面に上面材を供給する上面材供給工程と、を有する。ガラス繊維マット供給工程と原液供給工程との間に配置された蛇行修正手段4により、下面材1上に供給されたガラス繊維マット2が幅方向左右にずれるのを矯正しつつ下流側に送給する。
(もっと読む)
クラッチディスクの製造方法
【課題】クラッチに用いられるクラッチフェーシング、圧力パッドそして摩擦パッドのようなクラッチに用いられる摩擦材を炭素複合材で製造できるようにする。
【解決手段】クラッチ用摩擦材の製造方法は、炭素繊維を第1熱処理温度で熱処理して黒鉛化処理する第1熱処理段階、樹脂を炭素繊維織物の上に撒布してプリプレグを製造するプリプレグの製造段階、前記プリプレグに炭素繊維と前記樹脂とを積層してプリフォームを製造するプリフォーム製造段階、前記プリフォームをプレスして成形体を製造する成形体の製造段階、前記成形体を第2熱処理温度で熱処理する第2熱処理段階、とからなる。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープ及びその製造方法
【課題】テープを材料に用いた炭素繊維強化熱可塑性樹脂(CFRTP)成型物が高い曲げ強度を示す広幅扁平形状の炭素繊維強化熱可塑性樹脂テープを製造する方法を提供する。
【解決手段】内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を130μm以下にし、下流側スリットノズル12の下流にテープ冷却手段64、66を設けた構成の装置を用いて製造する。
(もっと読む)
プリプレグの製造装置及びプリプレグ
【課題】圧縮方向に大きな負荷のかかる自動車用・航空機用の構造材料に適した極めて実用性に秀れたプリプレグを提供する。
【解決手段】フィラメントが集束した繊維束を一方向に引き揃えて成る繊維体若しくはフィラメントが集束した繊維束を経糸及び緯糸として織成して成る繊維体にマトリックス樹脂を積層した後、該マトリックス樹脂を加熱溶融させて前記繊維体に含浸させプリプレグを製造するプリプレグの製造装置であって、マトリックス樹脂を繊維体に強制的に含浸させるものである。
(もっと読む)
161 - 180 / 197
[ Back to top ]