
Fターム[4F072AH13]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 繊維の (197)
Fターム[4F072AH13]に分類される特許
81 - 100 / 197
繊維強化プラスチック材料
【課題】本発明の課題は、繊維強化材料の疲れ抵抗を改善することである。
【解決手段】本発明の課題は、マトリックス材料(3)、このマトリックス材料(3)中に埋め込まれた第1の繊維(1)、及び、やはりこのマトリックス材料(3)中に埋め込まれた充填片(2、6)を含有する繊維強化プラスチック材料であって、この充填片(2、6)が、繊維強化プラスチック材料中での割れ伝播を妨げるために第1の繊維(1)の間に配置されている繊維強化プラスチック材料により解決される。
(もっと読む)
炭素長繊維強化ポリアミド複合材料
【課題】平衡吸湿下でも高い剛性を有し、成形上がりで表層結晶化が進行し、生産性の高い、耐熱変形性を有する構造材用ポリアミド複合材料を提供する。
【解決手段】平均30mm以上の炭素長繊維(A)100質量部に対して、ヘキサメチレンテレフタルアミド共重合体(B)30〜250質量部、タルク、クレイ、周期表第1a属金属含有の有機化合物から選ばれた一種以上の結晶核剤(C)0.01〜10質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料である。
(もっと読む)
透明フィルム
【課題】小さい熱膨張係数を維持しつつ、透明性、表面平滑性、およびリタデーションの各特性を向上させることができる透明フィルムを提供する。
【解決手段】ガラス繊維の基材に透明樹脂が保持されている透明フィルムにおいて、ガラス繊維の縦糸または横糸の少なくともいずれか一方の撚りが0.3回/インチ以下であることを特徴とする。
(もっと読む)
ケースの製造方法、及びケース
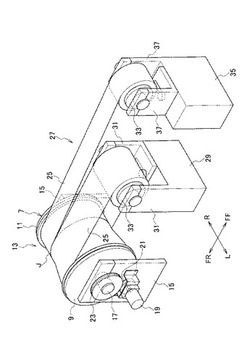
【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
プリプレグ繊維製造方法およびプリプレグ繊維製造装置

【課題】ボイドの発生を防止または抑制させたプリプレグ繊維製造方法を提供する。
【解決手段】プリプレグ繊維50の製造装置100は、搬送される繊維束10を拡幅し、開繊する拡幅ローラ12と、開繊した繊維束を挿通させるための、並列する複数のスリットを有する含浸用部材14と、を備える。含浸用部材14は、スリットに挿通させた開繊繊維束のそれぞれに樹脂液を連続的に吐出し、含浸させる樹脂液吐出孔を有し、開繊された繊維束が複数の開口部に挿通される際に、該開繊された繊維束に対して樹脂液を供給する樹脂液供給部とを備えたことを特徴とするプリプレグ繊維製造装置である。
(もっと読む)
繊維補強全芳香族ポリエステル樹脂成形体
【課題】 強度、弾性率、耐衝撃性、耐熱性、および振動減衰性を高い次元で兼ね備える繊維補強樹脂成形体を提供する。
【解決手段】 400℃以上の温度で実質的に不融であり、かつ破断強度が10cN/dtex以上である高強力繊維により補強された全芳香族ポリエステル樹脂成形体。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】プリフォームを三次元繊維構造体で構成した場合に、形状保持性及び繊維束のほつれ防止性を付与するバインダ繊維が繊維強化複合材料の成形型に貼り付くことによる脱型不良の発生を防止する。
【解決手段】プリフォームは組糸12及び芯糸13で組織された三次元ブレイディング11で構成され、組糸12は連続繊維の繊維束14の外側にバインダ繊維15が螺旋状に巻き付けられた糸条16で形成されている。バインダ繊維15は三次元ブレイディング11の内部に位置し、かつ繊維束14に融着している。繊維束14に対するバインダ繊維15の巻き付けピッチは、組糸12が三次元ブレイディング11の表面に露出する部分12aの長さより大きく、かつ、バインダ繊維15が三次元ブレイディング11の内部側にのみ位置する巻き付け状態となるように設定されている。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】プリプレグの製造においてボイドの発生を抑制することである。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
(もっと読む)
硬化性エポキシ樹脂組成物及びこれから製造された複合材
強化材とエポキシ樹脂組成物とを含んだ硬化性エポキシ樹脂複合材組成物、及び、そのような組成物から複合材を調製する方法;ここにおいて少なくとも1種のアルカノールアミンと前記少なくとも1種のスチレン化フェノールの組合せは、少なくとも1種のエポキシ樹脂と少なくとも1種のアルカノールアミン硬化剤との反応速度を上昇させるとともに、前記エポキシ樹脂組成物の硬化による複合材の熱的及び機械的特性を維持するのに十分な量で、前記エポキシ樹脂組成物中に存在する。 (もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】 長繊維強化熱可塑性樹脂ペレットの製造方法において、ペレット溶解時に強化繊維が容易に解けて成形品中に強化繊維を均等に分散させることができるペレットを生産性良く製造する。
【解決手段】
本発明の長繊維強化熱可塑性樹脂ペレット1の製造方法は、溶融された熱可塑性樹脂5浴中に含浸させられた複数の強化繊維束3に対して、強化繊維束3同士を撚り合わせながら熱可塑性樹脂5浴中から引き抜くことで強化繊維の周りに熱可塑性樹脂5が被覆されたストランド8を形成し、ストランド8を所定長さに切断してペレット1を得るものであり、熱可塑性樹脂の溶融粘度をメルトフローレート=500〜1500g/10minに調整し、ストランド8の引き抜き方向に対する強化繊維束3の撚り角θを0°<θ≦50°として、ストランド8を引き抜くことを特徴とするものである。
(もっと読む)
繊維複合材料
【課題】補強材としてピリドビスイミダゾール繊維を含有する繊維複合材料であって、耐衝撃性に優れた繊維複合材料を提供する。
【解決手段】本発明の繊維複合材料は、ピリドビスイミダゾール繊維と樹脂硬化物とを含有する繊維複合材料であって、前記ピリドビスイミダゾール繊維の繊維表面の二乗平均粗さが30nm以下であり、JIS K7085(1993)に準拠して測定した全吸収エネルギーにおいて、繊維質量当たりの全吸収エネルギーが7J/(kg/m2)以上であることを特徴とする。
(もっと読む)
薄層シート
【課題】補強材としてピリドビスイミダゾール繊維を含有する薄層シートであって、より品質の高い薄層シートを提供する。
【解決手段】本発明の薄層シートは、繊維表面の二乗平均粗さが30nm以下であるピリドビスイミダゾール繊維と、樹脂とを含有することを特徴とする。繊維表面の二乗平均粗さが小さい、すなわち、繊維表面が平滑であれば、繊維を一軸方向に揃えて並べる際に、繊維間の隙間をより低減することができる。そのため、より品質の高い薄層シートが得られる。
(もっと読む)
三次元隆起構造部を含む繊維強化ポリウレタン成形品
本発明は、リブ、支柱またはドームのような構造部を有する繊維強化ポリウレタン成形品に関し、この構造部も繊維強化されている。 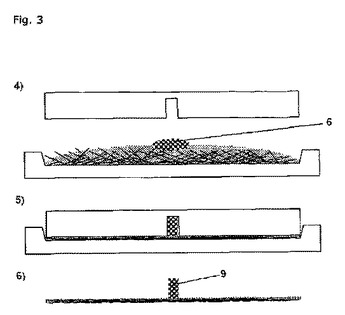 (もっと読む)
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】 連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とする。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
(もっと読む)
送出可能な繊維材料
【課題】セルロース木材パルプ繊維は、多くの材料においてフィラーおよび/または強化材および/または改質材を提供する。
【解決手段】上面および下面ならびに六角形の外周12〜22を有するセルロース木材パルプ繊維の単一または複数の小片10を用いて、この繊維、繊維束またはこれらの混合物を熱可塑性樹脂材料、セメント材料、熱硬化性樹脂材料と混合して形成したブレンド体であり、ここで、該六角形は、完全に等辺のものから完全に非対称のものまで、どのようなものでもよい、ブレンド体。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、原料繊維を裁断する裁断工程と、熱可塑性樹脂と裁断繊維とを混練し、混合する混合工程と、を備え、裁断繊維は、裁断装置が有する目開き0.5〜2mmのスクリーンを通過し、且つ真直状である。
(もっと読む)
プリプレグおよびその製造方法
【課題】 耐衝撃性に優れた複合材料を与え、単純かつ容易に製造でき、表面のタック保持性に優れるプリプレグを提供することにある。
【解決手段】
次の構成要素[A]、[B]、[C]からなり、構成要素[C]が片面または両面の表層近傍に局在化したプリプレグと、構成要素[A]に構成要素[B]を含浸し、ベースプリプレグを得、ついでベースプリプレグに構成要素[C]を散布した後、加熱加圧して製造するプリプレグの製造方法である。
[A]:長繊維からなる強化繊維
[B]:マトリックス樹脂
[C]:繊維長が10〜25mmである熱可塑性樹脂の短繊維
(もっと読む)
プリント配線板用プリプレグの製造方法及びプリント配線板用プリプレグ製造装置
【課題】プリプレグの両面の樹脂膜の膜厚をそれぞれの面で制御することができ、プリプレグの内部に気泡が残存せず、生産性のよいプリント配線板用プリプレグの製造方法、及び、プリント配線板用プリプレグ製造装置を提供することを目的とする。
【解決手段】長尺に形成された基材シート3を長手方向に搬送して基材シート3の両面に樹脂液4を連続的に塗工する工程を有するプリント配線板用プリプレグの製造方法において、第1塗工装置1aの塗工先端部2で押圧をかけて基材シート3を屈曲させた状態で基材シート3の片面を塗工した後、第2塗工装置1bの塗工先端部2で押圧をかけて基材シート3を屈曲させた状態で基材シート3の反対面を塗工する。第1塗工装置1a及び第2塗工装置1bとしては、ダイコーター又はロールコーターを使用することができる。
(もっと読む)
ピリドビスイミダゾール繊維を用いたプレプレグ
【課題】ポリベンザゾール繊維のように優れた耐熱性、難燃性、低線膨張係数を有し、後加工性に優れ、かつ低吸湿性のピリドビスイミダゾール繊維を用いたプレプレグの提供。
【解決手段】ピリドビスイミダゾール繊維の表層部(表面〜1μm)から得られた電子線回折図において、赤道方向プロファイルにおける結晶(200)面由来の回折ピーク面積をS1、結晶(110)面、(210)面および(400)由来の回折ピーク面積をS2としたとき、S2/S1が0.1〜1.5を満足するピリドビスイミダゾール結晶の存在状態であり、かつ、原子間力顕微鏡で測定される繊維表面の平均自乗粗さが20nm以下であるピリドビスイミダゾール繊維を用いたプレプレグ。
(もっと読む)
繊維基材と、この繊維基材の製造方法と、その使用
本発明はストリップ(strip)、ラップまたはブレード(braids)の形にすることができる繊維基材、例えば織布、フェルト、不織布に関するものである。本発明基材にはカーボンナノチューブ(CNT)を含む有機ポリマーまたは有機ポリマーの混合物を予備含浸する。本発明の別の対象はこの基材の製造方法と、三次元機械的部品の製造でのその使用にある。 (もっと読む)
81 - 100 / 197
[ Back to top ]