
Fターム[4F072AH13]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 繊維の (197)
Fターム[4F072AH13]に分類される特許
21 - 40 / 197
積層シート連続体の製造方法、積層シート連続体、プリプレグ、積層板およびプリント配線板
【課題】繊維基材に供給された液状状態または半固形状態の樹脂組成物を加熱して積層シート連続体を製造する際に、積層シート連続体をできる限り小さいものとしてその加熱を行なうことができる積層シート連続体の製造方法、かかる積層シート連続体の製造方法により製造された積層シート連続体、かかる積層シート連続体から得られたプリプレグおよび積層板、かかるプリプレグを用いて得られたプリント配線板を提供すること。
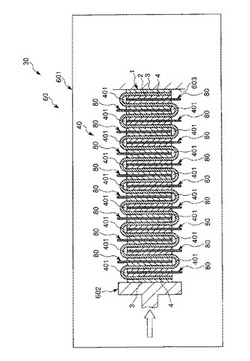
【解決手段】積層シート連続体の製造方法は、繊維基材2と、繊維基材2の両面にそれぞれ形成された第1の樹脂層3および第2の樹脂層4とを備え、欠損部401で切断可能な積層シート連続体40を製造する方法である。この方法は、繊維基材2の両面にそれぞれ、樹脂組成物を半固形状態で供給する供給工程と、欠損部401で折り曲げて畳んで、その折畳み状態で、半固形状態の樹脂組成物を加熱する加熱工程とを有する。
(もっと読む)
ガラス織布、透明ガラス繊維複合樹脂シート、表示体装置および太陽電池

【課題】本発明の課題は、ガラス繊維複合樹脂シートに対して、「縦方向および横方向の線膨張係数の均等性」、および「さらなる透明性」を付与することができるガラス織布を提供することにある。
【解決手段】本発明に係るガラス織布150は、複数の第1ガラス繊維束151aおよび複数の第2ガラス繊維束151bを備える。第1ガラス繊維束は、第1方向に配向する。第2ガラス繊維束は、平面視において第1方向と略直交する方向に沿って第1ガラス繊維束に織り込まれている。そして、このガラス織布において、単位幅当たりの第2ガラス繊維束中のガラス成分の断面積に対する単位幅当たりの第1ガラス繊維束中のガラス成分の断面積の比は、1.04以上1.40以下である。
(もっと読む)
繊維強化複合材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる繊維強化複合材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を供給する工程(I−1)、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を加熱溶融させて溶融液とする工程(II−1)、該成分(A)に該成分(B)の溶融液を含浸させる工程(III−1)、該成分(B)を加熱重合させることにより、ポリフェニレンエーテルエーテルケトン(B’)とする工程(IV−1)を有してなる繊維強化複合材料の製造方法であって、該工程(II−1)で用いられる該成分(B)の融点が270℃以下である繊維強化複合材料の製造方法。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
熱可塑等方性プリプレグ
【課題】等方性の繊維強化熱可塑性プリプレグを加熱成形する際に、等方性を維持したまま加熱基材を流動させることで、トリミングの必要の無い複雑形状の成形物を提供する。
【解決手段】繊維長10mm超100mm以下の強化繊維と熱可塑性樹脂とから構成され、強化繊維が実質的に2次元ランダムに配向したマットであり、それを板状に成形し、熱可塑等方性プリプレグとしたときに面配向度が90%以上となるランダムマット、およびこれを積層し板状に成形した熱可塑等方性プリプレグ。
(もっと読む)
繊維強化樹脂成形用材料
【課題】常温においても複雑形状への賦形が可能な強化繊維束を一方向に引き揃えた強化繊維を含む繊維強化樹脂成形用材料料を提供する。
【解決手段】強化繊維束を一方向に引き揃えた強化繊維シートの少なくとも一方に、熱可塑性樹脂からなる不織布を当接させ、ガラス転移温度(Tg)以上融点(Tm)未満の温度域で加圧することにより一体化されたことを特徴とする繊維強化樹脂成形用材料。
(もっと読む)
金属張積層板の製造方法
【課題】
高周波特性に優れ、電子部品の実装信頼性が高いプリント配線板の製造に好適に用いられる金属張積層板の製造方法を提供する。
【解決手段】
シクロオレフィンポリマーと充填材とを含むワニスを繊維強化材に含浸してなり、レジンフローが0.1〜1%の範囲にあるプリプレグを提供する工程(1)、及び前記プリプレグの片面又は両面に金属箔を重ね、加熱加圧成形する工程(2)を有する金属張積層板の製造方法。
(もっと読む)
プリプレグの製造方法
【課題】厚いプリプレグであっても、マトリックス樹脂を良好にかつ速やかに含浸させることのできる製造方法を提供する。
【解決手段】複数の強化繊維を引き揃えてシート状繊維束とし、複数本の前記シート状繊維束を引き揃えて、かつ横方向に隣接する側端部同士を重ね合わせて配列して強化繊維シートとし、前記強化繊維シートに樹脂組成物を含浸させてプリプレグを得る、プリプレグの製造方法は、低粘度の樹脂組成物を用いても、強化繊維基材の繊維束どうしの密着力が向上するために繊維方向への引き裂かれ耐性が上がり、プリプレグの形態保持性が良いプリプレグを製造できる。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
プリプレグの製造方法
【課題】厚みがあるプリプレグを製造する場合でも、繊維基材に樹脂を十分に含浸でき、ドレープ性を有するプリプレグを低コストで製造する方法を提供する。
【解決手段】連続繊維からなる、第一の繊維基材(A1)および第二の繊維基材(A2)で、液状の樹脂組成物が付着した、連続繊維からなる第三の繊維基材(A3)を挟み、該第三の繊維基材(A3)に付着した樹脂組成物を第一の繊維基材(A1)および第二の繊維基材(A2)に含浸させる、プリプレグの製造方法。
(もっと読む)
プリプレグの製造方法
【課題】厚みがあるプリプレグを製造する場合でも、繊維基材に樹脂を十分に含浸でき、ドレープ性を有するプリプレグを低コストで製造する方法を提供する。
【解決手段】連続繊維からなる繊維基材で液状の樹脂組成物を挟み込み、該樹脂組成物を繊維基材に含浸させる、プリプレグの製造方法。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】
優れた成形性を有するプリプレグを提供し、また、それを用いて、機械特性、難燃性に優れた繊維強化複合材料を提供することにある。
【解決手段】
環式ポリアリーレンスルフィドを少なくとも50重量%以上含み、かつ重量平均分子量が10,000未満であるポリアリーレンスルフィドプレポリマーと、0価遷移金属化合物または低原子価鉄化合物とを含有することを特徴とする樹脂組成物を強化繊維に含浸せしめてなるプリプレグであり、かかるプリプレグ中の前記ポリアリーレンスルフィドプレポリマーを含有する樹脂組成物を重合せしめて得られる繊維強化複合材料である。
(もっと読む)
高意匠性ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維が25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、マットの繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
成形材料およびその製造方法
【課題】射出成形を行う際に強化繊維の成形品中への分散が良好であり、優れた耐熱性、力学特性を有する成形品を容易に環境汚染なく製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィド(B)0.1〜15重量%からなる複合体に、熱可塑性樹脂(C)35〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料およびその製造方法。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
エポキシ樹脂組成物およびそれを用いた繊維強化複合材料
【課題】繊維強化複合材料用のマトリックス樹脂として、高い弾性率および高い耐熱性示す樹脂硬化物を与えるエポキシ樹脂組成物、ならびにこれを用いた高い引張強度および圧縮強度を示す繊維強化複合材料を提供する。
【解決手段】成分(A)、(B)および(C)を含んでなるエポキシ樹脂組成物であり、成分(A)は、脂環式構造を含有するエポキシ樹脂であり、成分(B)は、ナフタレン骨格を有する2官能エポキシ樹脂であり、成分(C)は、分子内に3個以上のエポキシ基を有するエポキシ樹脂からなる。
(もっと読む)
繊維強化熱可塑性樹脂複合材料、その製造方法、及び、その製造装置
【課題】母材が熱可塑性樹脂である、強度向上した繊維強化樹脂複合材料、製造方法、及び、その製造装置を提供する。
【解決手段】強化用繊維によって強化された合成樹脂である繊維強化樹脂複合材料であって、熱可塑性樹脂によって形成された管状材12と、その内側に配設された束状の強化用繊維15からなる第1の紐状材10と、束状の強化用繊維からなる第2の紐状材20とが組まれて形成された組物である素材が、加熱加圧された後に冷却されて形成されている。
(もっと読む)
扁平形状繊維強化プラスチック線材シートの製造方法、及び、扁平形状繊維強化プラスチック線材シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材シートの製造方法を提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束を複数本、所定の強さにて緊張させて強化繊維束の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板の間に固定用繊維材3と共に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を硬化させる工程を有して扁平形状繊維強化プラスチック線材シート1を製造する。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
樹脂含浸シート及び金属箔付き樹脂含浸シート積層体の製造方法
【課題】樹脂含浸シート間の密着性に優れる金属箔付き樹脂含浸シート積層体を与える樹脂含浸シートを提供する。
【解決手段】熱可塑性樹脂が繊維シートに含浸されてなり、225℃で30分熱処理したときの減量割合が6.8〜10質量%である樹脂含浸シートとする。熱可塑性樹脂としては、液晶ポリエステルが好ましく用いられる。樹脂含浸シートは、熱可塑性樹脂と溶媒とを含む液状組成物を、繊維シートに含浸した後、溶媒を除去することにより得ることが好ましい。
(もっと読む)
21 - 40 / 197
[ Back to top ]