
Fターム[4F072AH41]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 繊維への樹脂の含浸(←塗布) (2,341) | 走行する基材周囲に塗布剤槽を設けたもの (37)
Fターム[4F072AH41]に分類される特許
1 - 20 / 37
プリプレグの製造方法
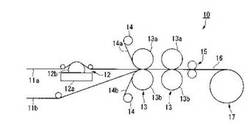
【課題】プリプレグを硬化させて繊維強化複合材料とした際に、外観に白点や色斑といった不具合を与えないプリプレグの製造方法を提供する。
【解決手段】強化繊維シート(I)11aの一面に、マトリクス樹脂(B)に固体微粒子(C)を分散させたマトリクス樹脂組成物(D)を塗布する工程12、該マトリクス樹脂組成物を塗布した面に強化繊維シート(II)11bを重ねる工程、マトリクス樹脂組成物(D)を強化繊維シート(I)及び(II)に、マトリクス樹脂組成物(D)中の固体微粒子(C)の分散濃度を変化させながら含浸させる工程、からなるプリプレグの製造方法。
(もっと読む)
成形材料およびそれを用いた成形品の製造方法
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィドプレポリマー(B)0.1〜40重量%からなる複合体に、熱可塑性樹脂(C)10〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料、およびそれを用いた成形品の製造方法。
(もっと読む)
成形材料およびその製造方法
【課題】射出成形を行う際に強化繊維の成形品中への分散が良好であり、優れた耐熱性、力学特性を有する成形品を容易に環境汚染なく製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィド(B)0.1〜15重量%からなる複合体に、熱可塑性樹脂(C)35〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料およびその製造方法。
(もっと読む)
扁平形状繊維強化プラスチック線材シートの製造方法、及び、扁平形状繊維強化プラスチック線材シート

【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材シートの製造方法を提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束を複数本、所定の強さにて緊張させて強化繊維束の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板の間に固定用繊維材3と共に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を硬化させる工程を有して扁平形状繊維強化プラスチック線材シート1を製造する。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
四フッ化エチレン樹脂被覆ガラス繊維織布
【課題】十分な柔軟性を有するとともに発塵性の低いPTFE樹脂被覆ガラス繊維織布を得ることを課題とする。
【解決手段】ガラス繊維織布12に四フッ化エチレン樹脂を塗布し、その塗布された四フッ化エチレン樹脂を乾燥し、加熱処理して得られることを特徴とする、ヒーター断熱材用耐熱カバー基材用の四フッ化エチレン樹脂被覆ガラス繊維織布11。
(もっと読む)
プリプレグ及びその製造方法とこれを用いたプリント配線板
【課題】本発明は、熱伝導性に優れ、安価で加工性に優れ、多層形成時の配線埋め込み性を満足するプリプレグおよび基板を提供することを目的とするものである。
【解決手段】プリプレグ1は芯材3と、この芯材3に含浸されたコンポジット材4とからなり、コンポジット材4は半硬化状態の樹脂体6とその樹脂体中に分散された無機フィラー5とからなり、コンポジット材4のプリプレグ1中の割合が55体積%以上95体積%以下であり、かつ、コンポジット材中の無機フィラー5の割合が35体積%以上65体積%以下であり、前記無機フィラーが、酸化マグネシウム等の無機フィラーとであって、そのメディアン径が1μm以上10μm以下、BET比表面積が0.1m2/g以上2.0m2/g以下であり、かつ、湿潤分散剤を1種類以上含んでいること、さらに望ましくは有機珪素化合物を1種類以上含んでいることで、熱伝導性と加工性を高める。
(もっと読む)
プリプレグの製造方法
【課題】連続的にプリプレグを製造する場合であっても、全体にわたって外観性状の良好なプリプレグを得ることができるプリプレグの製造方法を提供すること。
【解決手段】本発明のプリプレグの製造方法は、繊維からなるシート状基材に、液晶ポリエステル及び溶媒を含む組成物を供給する工程と、組成物が供給されたシート状基材を、当該組成物を含む状態でのシート状基材の厚さよりも間隔が狭められた一対のロール間を通過させる工程と、一対のロール間を通過した後のシート状基材から、組成物に含まれる溶媒の少なくとも一部を除去して、シート状基材に液晶ポリエステルが含浸したプリプレグを得る工程とを有する。
(もっと読む)
脂肪族ポリエステル樹脂ペレットおよびそれらを成形してなる成形体
【課題】脂肪族ポリエステル樹脂の耐熱性と耐衝撃性を改善し、尿素ホルマリン系樹脂による表面処理を有するビニロン繊維を配合することで、環境負荷が低く、しかも機械的強度に優れた脂肪族ポリエステル樹脂ペレットを提供する。
【解決手段】脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を配合した脂肪族ポリエステル樹脂組成物であって、ビニロン繊維が尿素ホルマリン系樹脂で表面処理された平均繊維長1〜15mmで平均繊維径が15〜30μmのビニロン繊維フィラメントが200〜10000本の束からなることを特徴とする脂肪族ポリエステル樹脂ペレット。
(もっと読む)
SMCの収納装置
【課題】SMCシートを収納部にうまくつづら折り状に折り重ねることのできるSMCの収納装置を提供する。
【解決手段】下端が揺動端となって揺動する揺動アーム1と、揺動端に設けられSMCシートSを揺動方向の両側から押さえる押さえ部2と、を備え、SMCシートSをつづら折り状に折り重ねて収納するためのSMCの収納装置Aである。揺動アーム1を下方に延長自在でその延長時に揺動端となる先端に押さえ部2を有する延長アーム3を設けた。
(もっと読む)
炭素繊維強化熱可塑性樹脂ペレットの製造方法および装置
【課題】本発明は、炭素繊維束に含浸させた低粘度熱可塑性樹脂の外周を高粘度熱可塑性樹脂でコーティングし、樹脂ペレットに形成した後に炭素繊維束と樹脂とが分離しないようにし、高品位の樹脂ペレットを得ることを目的とする。
【解決手段】複数本の炭素繊維を集束した炭素繊維束(A)を連続的に供給し、その周囲に溶融状態の低粘度熱可塑性樹脂(D)を供給して炭素繊維束(A)の内部に含浸させ、次いで溶融状態の高粘度熱可塑性樹脂(E)を供給して外周を覆い、次に、低粘度熱可塑性樹脂(D)および高粘度熱可塑性樹脂(E)を冷却固化し、その後、所定長に切断する方法と構成である。
(もっと読む)
反応性ポリマープリプレグを作成するための装置及び方法
反応性熱可塑性樹脂を常温下で多孔質基材の表面に適用することで、反応性ポリマー予備含浸強化材料を製造する方法及び装置である。多孔質基材には、反応性熱可塑性樹脂の粒子の一部を溶融させて含浸させる。反応性熱可塑性樹脂の一部は、多孔質基材の表面の隙間に流入し、硬化性の熱可塑性樹脂の残部は、硬いまま残される。補強材料の供給ロールと、ドレープ性のあるポリマー予備含浸樹脂補強材料の受取ロールと、フィーダーロールから補強材料を上に受け取るコンベアベルトと、反応性熱可塑性粒子を240〜470g/m2程度沈着させるための粒子沈着用ホッパーとからなるポリマー予備含浸樹脂補強材料を製造する装置。 (もっと読む)
炭素繊維強化成形材料の製造方法並びにそれにより得られる炭素繊維強化成形材料及び成形品
【課題】 軽量化及び高剛性化を望む近年のニーズの高まりを受け、樹脂組成物の炭素繊維への含浸性に特に優れ、高度の表面平滑性や機械的特性を発揮できる成形材料を、煩雑な操作や高コストを必要とせずとも効率的かつ安定的に生産できる製造方法、並びに、このような製造方法により得られる成形材料及びその成形品を提供する。
【解決手段】 熱硬化性樹脂組成物と炭素繊維とを含む炭素繊維強化成形材料を製造する方法であって、上記製造方法は、相対する一対のメインロール間に上記熱硬化性樹脂組成物及び炭素繊維を通過させた後、上記メインロールに隣接して上記メインロールと同方向に回転する掻き取りロールで掻き取る工程を含む炭素繊維強化成形材料の製造方法である。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置
【課題】連結された回巻体の切り替え失敗を引き起こすことなく、含浸ダイに対して強化用繊維束を長時間にわたり連続して供給できるようにした、長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置を提供すること。
【解決手段】連結された回巻体11,12から順に強化用繊維束Rを取り出し、その際に、非回転式外取り法で繊維束Rを取り出すに際し、回巻体11,12の内側に芯ガイド120を挿入し、回巻体11,12の上方に取出しガイド110を設け、各回巻体11,12について、平面視において取出しガイド110と当該回巻体の軸心点Cとを結ぶ直線の延長線が当該回巻体の外周円と交わる点を最遠点Pと称すると、軸心点Cと最遠点Pとを含む鉛直面に直交する方向から見ての正面視において、最遠点Pから斜め上方へ延びる強化用繊維束パスラインと当該回巻体の軸心線CLとのなす取り出し角θが45°以下となるようにする。
(もっと読む)
プルトルージョン成形方法
【課題】 シクロオレフィン樹脂成分の強化繊維への含浸性に優れ、しかも機械的強度と耐熱性に優れる成形品を与えるプルトルージョン成形方法を提供する。
【解決手段】 シクロオレフィンモノマー、ヘテロ環構造含有の配位子を有するルテニウム化合物である重合触媒、架橋剤、重合反応遅延剤及び架橋助剤を含んでなる硬化性組成物をアクリル系炭素繊維からなる連続炭素繊維に含浸させた後、硬化させるプルトルージョン成形方法。
(もっと読む)
フィラメントワインディング成形品の製造方法
【課題】 熱硬化樹脂の繊維材料への含浸性、室温での作業性及び生産性に優れ、且つ、粉落ち、形状崩れ等のない外観性に優れた成形品を与えるフィラメントワインディング成形方法を提供する。
【解決手段】 シクロオレフィンモノマー及びヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒を含んでなる重合性組成物を、強化繊維に含浸させてなる樹脂成分含有強化繊維をマンドレルに巻き付けて加熱することを特徴とするフィラメントワインディング成形品の製造方法。
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における、繊維に樹脂を付着させる樹脂付着装置であって、特に、液滴噴射方式の樹脂付着装置において、樹脂を繊維に噴射した後に、樹脂の主剤及び硬化剤を撹拌混合することで、主剤及び硬化剤の撹拌混合不良を防止する。
【解決手段】繊維3を搬送する搬送装置10と、搬送装置10により搬送される繊維3の表面に向けて、樹脂6の主剤21、及び硬化剤22を噴射する液滴噴射装置11と、繊維3の表面に付着した樹脂6の主剤21、及び硬化剤22を撹拌する撹拌装置12と、を具備し、撹拌装置12は、樹脂6の主剤21、及び硬化剤22が液滴噴射装置11から噴射される位置より下流側に設置されている、樹脂付着装置7である。
(もっと読む)
繊維強化複合材料成形システム
【課題】繊維強化複合材料成形システムにおいて、設備の大型化を抑制して繊維束の拡幅量をより大きくすることである。
【解決手段】繊維に樹脂を含浸し、樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形システム10であって、繊維束14を開繊する開繊ユニット42を備え、開繊ユニット42は、繊維束14をねじ状溝46に通して開繊する開繊部44を有している。なお、開繊ユニット42は、開繊部44を加熱するヒータ等を有することが好ましい。
(もっと読む)
引抜成形品の製造方法、および該製造方法により得られた成形品
【課題】本発明は、速硬化性のみならずマトリックスと繊維強化材との接着性にも優れる、引抜成形に好適に用い得る樹脂組成物を提供することを目的とする。
【解決手段】本発明の引抜成形品の製造方法は、エポキシ樹脂(A)、エポキシ樹脂用硬化剤(B)、(メタ)アクリレート(C)、(メタ)アクリレート用硬化剤(D)、および有機親和性を有する層状珪酸塩(E)を含む樹脂組成物と繊維強化材とを用いて引抜成形することを特徴とする。
(もっと読む)
繊維ウェブに含浸させる装置及び方法
本開示は、繊維ウェブに含浸させる装置及び方法に関する。装置は一般に、液面を有するある体積の液状硬化性樹脂と、このある体積の樹脂中に少なくとも部分的に沈められた、液状硬化性樹脂で飽和させた繊維ウェブロールとを含む。この装置は、繊維ウェブが、液面よりも下方で繊維ウェブロールから離れて樹脂含浸繊維ウェブを形成するように、液状硬化性樹脂で飽和させた繊維ウェブロールを巻き戻すように、構成されている。  (もっと読む)
(もっと読む)
1 - 20 / 37
[ Back to top ]