
Fターム[4F072AJ02]の内容
強化プラスチック材料 (49,419) | 予備成形品製造の付属操作、装置 (2,156) | 加熱、乾燥の対象 (1,131) | 補強材 (65)
Fターム[4F072AJ02]に分類される特許
41 - 60 / 65
繊維ウェブに含浸させる装置及び方法
本開示は、繊維ウェブに含浸させる装置及び方法に関する。装置は一般に、液面を有するある体積の液状硬化性樹脂と、このある体積の樹脂中に少なくとも部分的に沈められた、液状硬化性樹脂で飽和させた繊維ウェブロールとを含む。この装置は、繊維ウェブが、液面よりも下方で繊維ウェブロールから離れて樹脂含浸繊維ウェブを形成するように、液状硬化性樹脂で飽和させた繊維ウェブロールを巻き戻すように、構成されている。  (もっと読む)
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
樹脂成形体用補強繊維基材および繊維強化樹脂成形体
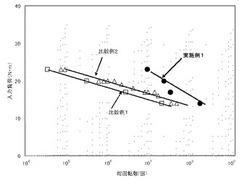
【課題】補強繊維の化学構造及び補強繊維基材の形態を特定することにより、機械特性、特に疲労寿命の向上を図った繊維強化樹脂成形体を提供する。
【解決手段】短繊維が抄造により所定形状に附形された補強繊維基材とする。そして、補強繊維がポリパラフェニレンテレフタルアミドの短繊維を必須成分として含む。好ましくは、第2成分として、メタ系アラミドの短繊維を必須成分として含む。ポリパラフェニレンテレフタルアミドの短繊維配合量は、45〜95質量%であることが好ましい。繊維強化樹脂成形体は、上記樹脂成形体用補強繊維基材を熱硬化性樹脂と複合したものである。
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 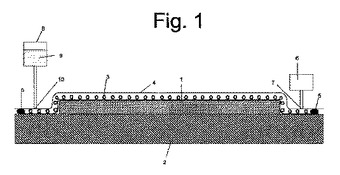 (もっと読む)
(もっと読む)
成型ハニカムの製造方法及びそれにより製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムは、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する高弾性率繊維とを含む複数のシートから、拡張したセルを有するハニカムを形成する工程と、
b)ハニカムを熱硬化性樹脂で含浸する工程と、
c)熱硬化性樹脂を硬化または部分的に硬化して、硬化または部分的に硬化したハニカムを形成する工程と、
d)硬化または部分的に硬化したハニカムを、接着剤の平行な線の面に垂直な方向にプレスして、熱硬化性樹脂の少なくとも一部を破断する工程と、
e)プレスしたハニカムを、接着剤の平行な線の面に垂直な方向に引き離して、破断点を有するハニカムを形成する工程と、
f)破断点を有するハニカムを、モールド内または型上で、曲げる、成型する、または成形する工程と、
g)ハニカムを加熱して、熱可塑性材料を破断点まで流す工程と、
h)モールドまたは型の形状を実質的に保持するためにハニカムを冷却する工程と
を含む方法に関する。
本発明はまた、この方法により製造された成型ハニカムであって、25パーセント未満のハニカムセルが、180度を超える凹角を有するハニカムに関する。
(もっと読む)
ゴム補強用ガラス繊維およびそれを用いた伝動ベルト

【課題】耐熱ゴムに埋設して伝動ベルトとした際に、伝動ベルトに優れた耐水性と耐熱性を与えるゴム補強用ガラス繊維およびそれを用いた伝動ベルトを提供する。
【解決手段】伝動ベルト1を作製する際に、母材ゴムに埋設して使用するゴム補強用ガラス繊維であって、複数本のガラス繊維フィラメントを集束させたガラス繊維コードにクロロフェノール−ホルムアルデヒド縮合物とビニルピリジン−スチレン−ブタジエン共重合体とクロロスルホン化ポリエチレンとを含有する1次被覆層を形成し、その上層にクロロスルホン化ポリエチレン、有機ジイソシアネート化合物およびメタクリル酸亜鉛とを含有する2次被覆層を設けてなるゴム補強用ガラス繊維。
(もっと読む)
強化繊維積層体およびその製造方法
【課題】成形体にした際に優れた表面品位を得ることができる一方向強化繊維基材の利点を維持しつつ、取扱い性や賦形性、成形の際の樹脂含浸性を大幅に改善可能な、強化繊維積層体およびその製造方法を提供する。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維基材が2層重ねられ、該2層の一方向強化繊維基材が、層間に介在された熱可塑性樹脂からなる結着材で互いに固着され、該2層の一方向強化繊維基材を一体的に扱うことが可能な強化繊維積層体、およびその製造方法。
(もっと読む)
複合材部品の製造方法
複合材部品を製造する方法において、部品成形環境(3)にプリフォーム(5)を装填する工程と、この環境を、溶液中または懸濁液中に触媒材料を運んだ溶媒で満たす工程と、この液体(6)を型から排出し、それによりプリフォームおよびまたは成形環境の内表面に、触媒材料の残留物を残存させる工程と、成形環境を加熱し、その加熱後または加熱と同時に、このような条件下で、プリフォームおよびまたは成形環境の表面にカーボンナノチューブの構造物を成長させるように、炭素を含んだガス(7)を導入する工程と、炭素を含んだガスを除去する工程と、プリフォームとカーボンナノチューブの構造物を通過して樹脂が分散する成形環境に液状の樹脂材料(9)を導入し、樹脂が硬化されまたは固定されたら、完成した複合材部品を形成する工程とを含む。 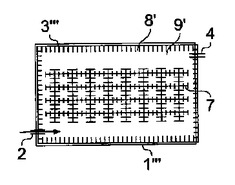 (もっと読む)
(もっと読む)
熱接着用基材、およびそれを用いたプリフォーム
【課題】接着性および加工性に優れた熱接着用基材に関するものであり、各種部材、特にポリカーボネート樹脂部材のホットメルト接着性に優れた熱接着用基材、およびそれを用いたプリフォームを提供する。
【解決手段】1種または2種以上のポリエステル樹脂からなり、融点Tmが120℃≦Tm≦180℃であって、温度(Tm+10)℃で直径20mmのパラレルプレートによる発生トルク0.005Jにおける溶融粘度η1が500≦η1≦2,000Pa・sであるポリエステル樹脂を含む熱可塑性樹脂組成物からなる熱接着用基材であって、目付が5〜100g/m2である、ポリエステル樹脂またはポリカーボネート樹脂を含む部材の接着に用いられる熱接着用基材。
(もっと読む)
半芳香族ポリアミド複合物品およびその調製方法
ポリアミド組成物と強化繊維とを含むとともに4mmの厚さを有する試験片上で5mm/分の速度でISO方法527−2:1993によって測定したときに少なくとも約16GPaの引張弾性率を有する第1の構成要素と、ポリアミド組成物を含む第2の構成要素と、第1の構成要素と第2の構成要素との間の任意の結合層とを含む半芳香族ポリアミド複合物品。第1の構成要素および/または第2の構成要素のポリアミド組成物は半芳香族ポリアミド組成物である。第1の構成要素上に半芳香族ポリアミド組成物を射出成形および/または射出圧縮成形することにより第2の構成要素は調製される。 (もっと読む)
プリプレグ及びプリント配線板用金属張り基板
【課題】低誘電率及び低誘電損失で表される優れた高周波特性と、高い耐ヒートサイクル性を発揮することができるプリプレグ及びプリント配線板用金属張り基板を提供する。
【解決手段】プリプレグは、グラフト共重合体(a)のシート状成形物(A)と、シート状繊維強化材(b1)に熱可塑性樹脂(b2)を含浸せしめてなる樹脂含浸シート状繊維強化材(B)とを熱圧着して作製される。グラフト共重合体(a)は、非極性α−オレフィン系単量体又は非極性共役ジエン系単量体の単量体単位からなるランダム又はブロック共重合体60〜85質量部に芳香族系ビニル単量体15〜40質量部をグラフト重合してなるものである。熱可塑性樹脂(b2)は、非極性α−オレフィン系単量体又は非極性共役ジエン系単量体の単量体単位60〜90質量%と芳香族系ビニル単量体単位10〜40質量%からなるランダム又はブロック共重合体である。
(もっと読む)
繊維強化熱可塑性樹脂
本発明は、エアレイドセルロース繊維材料を含む繊維強化熱可塑性樹脂、ならびにその使用に関する。 (もっと読む)
耐熱性複合材の硬化前処理方法および耐熱性複合材成形品
【課題】 少なくともサイジング剤に起因するボイドの発生を抑えることができる耐熱性複合材の硬化前処理方法および耐熱性複合材成形品を提供する。
【解決手段】 耐熱性複合材に含まれるサイジング剤を熱硬化処理前に除去する方法であって、サイジング剤は揮発するが耐熱性複合材は硬化しない温度(たとえば、約260℃)に該耐熱性複合材を加熱することによってサイジング剤を除去する。
(もっと読む)
高性能リグノセルロース繊維複合材料の製造方法
本発明は、熱可塑性マトリックスに分散したリグノセルロース繊維を有し、一方、一般的に平均繊維長が0.2mm未満にならないよう維持する複合材料の製造方法に関する。方法は、繊維を分離し、微小繊維を生成する為の、攪拌機を使用した繊維の分解温度未満の温度でのリグノセルロース繊維の脱繊維、次に成形可能な熱可塑性物質複合体を得る為に繊維を機械的混合により熱可塑性マトリックス内へ分散させ、続いて、前記複合体の射出、圧縮、押出、又は圧縮押出成形を含む。当該方法は少なくとも約55MPaの引っ張り強度、少なくとも80MPaの曲げ強度、少なくとも約2GPaの剛性、少なくとも約20J/mのノッチ付き衝撃強度、少なくとも約100J/mのノッチ無し衝撃強度を有する高性能の複合材料を生産する。本発明の複合材料は、自動車の、航空宇宙の、電子工学の、家具、スポーツ用品、室内装飾材料及び他の構造的適用に非常に適している。 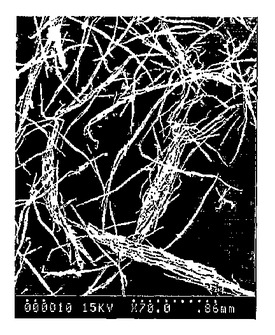 (もっと読む)
(もっと読む)
長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法
【課題】 湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる、長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法を提供する。
【解決手段】 本発明の長繊維樹脂成形体1は、母材樹脂部10と、長繊維11とを有しており、母材樹脂部10が長繊維11によって補強されている。また、長繊維樹脂成形体1は熱可塑性樹脂12を有しており、熱可塑性樹脂12は、長繊維11と母材樹脂部10との間に介在している。そのため、長繊維樹脂成形体1を熱可塑性樹脂12が軟化する温度まで加熱した状態で湾曲させることにより、湾曲させた状態で長繊維11に発生する残留応力を小さくすることができる。
(もっと読む)
プリプレグの製造装置及びプリプレグ
【課題】圧縮方向に大きな負荷のかかる自動車用・航空機用の構造材料に適した極めて実用性に秀れたプリプレグを提供する。
【解決手段】フィラメントが集束した繊維束を一方向に引き揃えて成る繊維体若しくはフィラメントが集束した繊維束を経糸及び緯糸として織成して成る繊維体にマトリックス樹脂を積層した後、該マトリックス樹脂を加熱溶融させて前記繊維体に含浸させプリプレグを製造するプリプレグの製造装置であって、マトリックス樹脂を繊維体に強制的に含浸させるものである。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 樹脂含浸性が高く生産性に優れた長繊維強化熱可塑性樹脂成形材料の製造方法を提供すること。
【解決手段】 連続した強化繊維束を含浸ダイに導入し、溶融した熱可塑性樹脂中に浸漬させて、ノズルから引き抜く繊維強化熱可塑性樹脂成形材料の製造方法であって、強化繊維束を、該強化繊維束の引き抜き方向と順方向に熱風が流れている予熱室を通過させて予熱処理したのち、含浸ダイへ導入させる。熱風は、温度が(熱可塑性樹脂の溶融温度−100)〜(熱可塑性樹脂の溶融温度+10)℃であり、風速は10〜120m/minであり、風量は1〜8m3/minであることが好ましい。
(もっと読む)
プリフォーム用バインダー組成物、プリフォーム用強化繊維基材、プリフォームの製造方法および繊維強化複合材料の製造方法
【課題】
本発明は、強化繊維の体積含有率が高く、且つ、衝撃後圧縮強度に優れた繊維強化複合材料のレジン・トランスファー・モールディングによる製造方法に用いるプリフォーム用バインダー組成物およびそれからなるプリフォーム用強化繊維基材を提供せんとするものである。
【解決手段】
本発明のプリフォーム用バインダー組成物は、バインダー組成物であって、該組成物が、温度200℃、剪断速度1000s−1における剪断粘度が200〜1000Pa・sであることを特徴とするものである。また、本発明のプリフォーム用強化繊維基材は、かかるプリフォーム用バインダー組成物を強化繊維に付与してなることを特徴とするものである。
(もっと読む)
樹脂によりプレプレグする方法およびその方法により製造される新規なプレプレグ
実質上気孔を有しないプレプレグを形成する方法が開示される。本発明の方法によれば、強化材料は含浸用樹脂の温度より上の温度まで加熱される。形成されるプレプレグは実質上気孔を有しないし、そして有用な製品に成形されるとき長時間の圧密を必要としない。 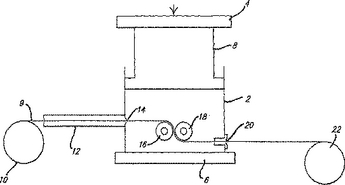 (もっと読む)
(もっと読む)
プリプレグの製造方法及びプリプレグ
【課題】 繊維基材に高い含浸性で液状樹脂を含浸させることができるプリプレグの製造方法、および、この方法により得られるプリプレグを提供する。
【解決手段】 長尺状の繊維基材に液状樹脂を含浸させるプリプレグの製造方法であって、上記液状樹脂中に浸漬した含浸ロール表面に上記繊維基材を接触させて移送するとともに、上記液状樹脂を上記繊維基材の移送方向に対して20〜60度の角度で、上記含浸ロールの内部と外部表面との間を流動させることを特徴とする、プリプレグの製造方法。
(もっと読む)
41 - 60 / 65
[ Back to top ]