
Fターム[4F072AJ02]の内容
強化プラスチック材料 (49,419) | 予備成形品製造の付属操作、装置 (2,156) | 加熱、乾燥の対象 (1,131) | 補強材 (65)
Fターム[4F072AJ02]に分類される特許
21 - 40 / 65
布で覆われた歯付きベルトおよびこれを備える駆動システム
PPS繊維を含む布によって覆われた歯付きベルト(1)が、開示される。特に、ベルトは、PPS繊維から作製された少なくとも1つのヤーンを含む横糸および縦糸のヤーンの少なくとも1つを含む。有利には、本発明のベルトは、油と連続的に接触する用途においてエンジン・ブロックの内部で使用される。 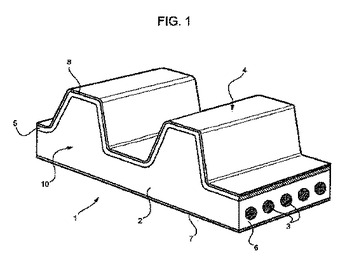 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物の製造方法
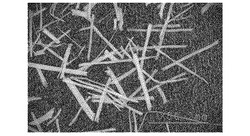
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、原料繊維を裁断する裁断工程と、熱可塑性樹脂と裁断繊維とを混練し、混合する混合工程と、を備え、裁断繊維は、裁断装置が有する目開き0.5〜2mmのスクリーンを通過し、且つ真直状である。
(もっと読む)
粒子強化繊維強化重合体複合材料
粒子で強化されかつ繊維で強化された複合材料は、繊維領域および繊維間の中間層領域を含有する。前記繊維領域は多数の繊維を含有していて、それらの少なくとも一部は1番目の基礎重合体配合物および1番目の多数の強化用粒子を含有する1番目の重合体組成物の中に位置する。前記中間層領域は、前記1番目の多数の強化用粒子および2番目の多数の強化用粒子の中の少なくとも一方および2番目の基礎重合体配合物を含有する2番目の重合体組成物を含有する。1番目および2番目の多数の強化用粒子の例にはそれぞれコアシェルゴムおよびポリイミドが含まれ得る。前記1番目の多数の強化用粒子の濃度を高くすると当該複合材料の熱特性、例えば高温に長時間さらされた後の重量損失などの如き熱特性が維持されながら当該複合材料が示すじん性が向上し得る。更に、前記強化用粒子の相対的位置によって複合材料の機械的特性、例えば衝撃後圧縮(CAI)強度などが影響を受けることも見いだした。 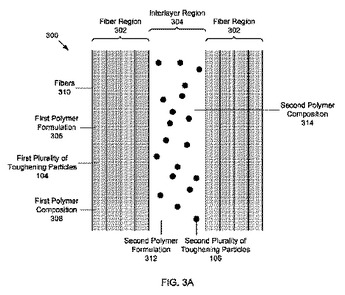 (もっと読む)
(もっと読む)
複雑形状プリフォームの製造方法

【課題】繊維強化織物等を高精度でかつ効率良く載置する方法。
【解決手段】マトリックス樹脂があらかじめ含浸されていない繊維強化織物の表面に樹脂粒子を付与した強化繊維基材からなるプリフォームの製造方法であって、前記強化繊維基材をテープ状とし、前記テープを巻き付けたクリール10から前記テープを間欠的に繰り出すとともに、繰り出された前記テープが所定の形状に沿うように、所定の間隔で点状または線状に加熱融着することを繰り返すプリフォームの製造方法。
(もっと読む)
繊維複合材料の製造方法
【課題】本発明の目的は、引っ張り強度、曲げ強度に優れた繊維複合材料を得ることにある。
【解決手段】セルロース繊維がマトリックス樹脂中に分散して含有される繊維複合材料の製造方法であって、該セルロース繊維と該マトリックス樹脂を含む溶融樹脂組成物を伸長流動混合することを特徴とする繊維複合材料の製造方法。
(もっと読む)
ガラス繊維及びそれを用いたポリカーボネート樹脂成形体
【課題】 ポリカーボネート樹脂と同程度の屈折率を有し、紡糸温度が低く、かつ、作業温度範囲が広いガラス繊維を提供すること、また、該ガラス繊維を含む透明性に優れたガラス繊維強化ポリカーボネート樹脂成形体を提供することを目的とする。
【解決手段】 全質量基準で、SiO2の含有率が50〜54%、Al2O3の含有率が7〜12%、CaOとBaOとの合計含有率が16〜32%、La2O3の含有率が3〜15%、ZnOの含有率が4〜10%であるガラス組成を有する、ガラス繊維、及び該ガラス繊維の含有率が、全質量基準で、5〜40%であるポリカーボネート樹脂組成物を成形してなるガラス繊維強化ポリカーボネート樹脂成形体。
(もっと読む)
複合炭素繊維基材、プリフォームおよび炭素繊維強化プラスチックの製造方法
【課題】賦形性に優れて、成形後の耐衝撃性に優れる複合強化繊維基材を提供することにある。また、前記の複合強化繊維基材を使用して、繊維配向が乱れず、ハンドリング性および成形されたときに耐衝撃性に優れるプリフォームを提供すること
【解決手段】強化繊維からなるシート状の強化繊維基材の少なくとも片面に、短繊維からなる不織布が積層され、該不織布を形成する短繊維が該強化繊維基材に貫通することにより、該強化繊維基材と該不織布が一体化されていることを特徴とする複合強化繊維基材。
(もっと読む)
プリプレグシート
【課題】本発明は、自動車用駆動モータの製造に要する手間の増大を抑制しつつ絶縁信頼性を向上させることを課題としている。
【解決手段】自シート状基材の両面側に熱硬化性接着剤層が形成されているプリプレグシートであって、自動車用駆動モータのステータコアまたはロータコアのスロット内壁面に一面側の熱硬化性接着剤層を接着させ、且つ他面側の熱硬化性接着剤層を前記スロット内の導体コイルの表面に接着させて用いられ、前記導体コイルを形成させるためのU字状のセグメントをその脚部を複数本束ねた状態で1つのスロット内に挿入させるべく前記他面側を前記脚部に加熱接着させた後に、前記脚部を束ねた状態で前記一面側をスロット内壁面に加熱接着させ得るように、一面側の熱硬化性接着剤層を形成する熱硬化性樹脂組成物の熱硬化反応開始温度が、他面側の熱硬化性接着剤層を形成する熱硬化性樹脂組成物の熱硬化反応開始温度よりも高温であることを特徴とするプリプレグシートを提供する。
(もっと読む)
熱可塑性樹脂組成物
【課題】 特に衝撃強度の優れた成形体が得られる熱可塑性樹脂組成物の提供。
【解決手段】 (A)第1ペレットと(B)第2ペレットを含有する熱可塑性樹脂組成物であって、前記(A)第1ペレットが、(A-1)熱可塑性樹脂と(A-2)有機及び/又は無機充填剤(但し、無機充填剤にはガラス繊維は含まれない)を含有するものであり、前記(B)第2ペレットが、(B-1)熱可塑性樹脂と(B-2)長さが4〜15mmのガラス繊維からなり、前記熱可塑性樹脂により、前記ガラス繊維が一体化されたガラス繊維束である。
(もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 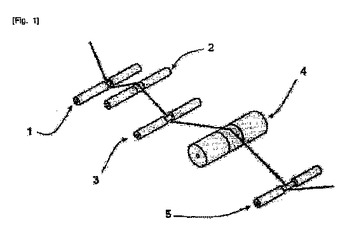 (もっと読む)
(もっと読む)
ポリマーマトリックスの複合物の改善された加工
成形プレプレグおよびプレプレグのレイアップ並びにそれらから形成されるレイアップおよび複合物からの揮発成分含量の減少のためのシステムおよび方法が開示される。一種または複数の成形プレプレグまたはプレプレグのレイアップが囲い内に入れられ、成形プレプレグまたはプレプレグのレイアップの少なくとも一面に隣接して非凝縮ガスの流れが導入されて、成形プレプレグまたはプレプレグのレイアップからの揮発成分の除去の速度および/または完全性を速める。成形プレプレグまたはプレプレグのレイアップは更に熱、真空および外圧を受けて、揮発成分の除去を容易にすることができる。本方法で揮発物が減少させられた、成形プレプレグおよびプレプレグのレイアップは更に熱、外圧および/または真空を使用して団結化されることができる。有益なことには、加工期間中に、減少されたマトリックス・ブリードおよび減少された繊維の移動を達成して、製造時間を短縮し、部品の品質を改善することができる。  (もっと読む)
(もっと読む)
反応性ポリマープリプレグを作成するための装置及び方法
反応性ポリマーが予備含浸された強化材料を製造する方法及び装置であり、反応性熱硬化性樹脂の実質的に固体粒子の不揮発性の組成物を周囲温度で多孔質基材の表面に適用し、最初に、反応性熱硬化性樹脂の粒子の第一の部分を溶融する。反応性熱硬化性樹脂の粒子の第一の部分が、多孔質基材の少なくとも1つの層の隙間に流入し、実質的に不揮発性の組成物の残部は、固体で残される。強化材料の供給ロールと、ドレープ性のあるポリマーが予備含浸された強化材料の受取ロールと、フィーダーロールから強化材料をその上に載せるコンベアベルトと、実質的に不揮発性の組成物を20g/m2〜約2,000g/m2程度沈着させるための粒子沈着ホッパーとからなるドレープ性のあるポリマー予備含浸樹脂強化材料を製造する装置である。 (もっと読む)
エポキシ樹脂組成物
【課題】多層プリント配線板等の絶縁層形成に好適な樹脂組成物であって、該樹脂組成物を熱硬化して得られる絶縁層を形成した場合に、該絶縁層が低熱膨張率であり、絶縁層表面に低粗度で均一な粗化面を形成でき、該粗化面に形成される導体層の密着性に優れる樹脂組成物の提供。
【解決手段】(A)エポキシ樹脂、(B)シアネートエステル樹脂、(C)イミダゾール化合物とエポキシ樹脂とのアダクト体及び(D)金属系硬化触媒、を含有することを特徴とする樹脂組成物。
(もっと読む)
熱硬化性成形材料及び低比重成形体
【課題】耐酸性、耐アルカリ性に優れ、電気絶縁性の良好な熱硬化性樹脂成形材料およびそれを成形してなる低比重成形体を提供する。
【解決手段】(A)不飽和ポリエステル樹脂及び/又はエポキシエステル樹脂、(B)反応性希釈剤、(C)低収縮剤、(D)水酸化アルミニウム、(E)平均粒径80〜150μmの無機質バルーン、(F)ガラス繊維、および(G)硬化促進剤を含む熱硬化性樹脂成形材料およびそれを成形してなる低比重成形体である。
(もっと読む)
補強用コードおよびそれを用いたゴム製品
【課題】ゴムとの接着性がさらに高く、且つ、被覆膜の形成工程における環境負荷が小さい補強用コードを提供することを目的とする。
【解決手段】本発明の補強用コードは、ゴム製品を補強するための補強用コードであって、補強用繊維と、補強用繊維の表面に設けられた被覆膜とを含んでいる。被覆膜は、水性接着剤を補強用繊維に塗布して乾燥させることによって形成された被覆膜である。水性接着剤は、カルボキシル変性水素化ニトリルゴムおよびカルボキシル変性ニトリルゴムから選ばれる少なくとも何れか一方のゴムのラテックスと、架橋剤とを含んでおり、且つ、前記水性接着剤におけるレゾルシン−ホルムアルデヒド縮合物の含有量は、固形分質量比で、前記ゴム100質量部に対して0〜2質量部である。
(もっと読む)
成形体の製造方法
【課題】 成形体中の材料として使用される再生ポリフェニレンスルフィドの比率を高めても、ポリフェニレンスルフィド成形体が本来有する機械特性、耐熱性、耐薬品性、寸法安定性に優れるという特性を保持した、成形体の製造方法を提供する。
【解決手段】 平均径2〜7mmを有する繊維状充填材強化ポリフェニレンスルフィド製成形体粉砕物(a)100重量部に対し、繊維状充填材強化ポリフェニレンスルフィド組成物ペレット(b)100〜400重量部を配合し、射出成形機に供し、射出成形を行う成形体の製造方法。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置
【課題】連結された回巻体の切り替え失敗を引き起こすことなく、含浸ダイに対して強化用繊維束を長時間にわたり連続して供給できるようにした、長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置を提供すること。
【解決手段】連結された回巻体11,12から順に強化用繊維束Rを取り出し、その際に、非回転式外取り法で繊維束Rを取り出すに際し、回巻体11,12の内側に芯ガイド120を挿入し、回巻体11,12の上方に取出しガイド110を設け、各回巻体11,12について、平面視において取出しガイド110と当該回巻体の軸心点Cとを結ぶ直線の延長線が当該回巻体の外周円と交わる点を最遠点Pと称すると、軸心点Cと最遠点Pとを含む鉛直面に直交する方向から見ての正面視において、最遠点Pから斜め上方へ延びる強化用繊維束パスラインと当該回巻体の軸心線CLとのなす取り出し角θが45°以下となるようにする。
(もっと読む)
フィラメントワインディング成形品の製造方法
【課題】 熱硬化樹脂の繊維材料への含浸性、室温での作業性及び生産性に優れ、且つ、粉落ち、形状崩れ等のない外観性に優れた成形品を与えるフィラメントワインディング成形方法を提供する。
【解決手段】 シクロオレフィンモノマー及びヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒を含んでなる重合性組成物を、強化繊維に含浸させてなる樹脂成分含有強化繊維をマンドレルに巻き付けて加熱することを特徴とするフィラメントワインディング成形品の製造方法。
(もっと読む)
ポリプロピレン繊維を含む複合材料および成形体
【課題】 有機重合体マトリックス中に、耐熱性、強度に優れるポリプロピレン繊維を含む、耐熱性、力学的特性、耐久性に優れる複合材料及び成形体の提供。
【解決手段】 7cN/dtex以上の繊維強度と共に、(i)DSCによる吸熱ピーク形状が10℃以下の半価幅を有するシングル形状で、融解エンタルピー変化量(△H)が125J/gあるDSC特性及び(ii)単繊維繊度が0.1〜3dtexで表面に大径の隆起部と小径の非隆起部が繊維軸に沿って交互に存在してなる平均間隔が6.5〜20μmで平均高さが0.35〜1μmの凹凸を有するという凹凸特性の一方又は両方を備えるポリプロピレン繊維を有機重合体マトリックス中に含む複合材料並びに当該複合材料からなる成形体。
(もっと読む)
プリフォームの製造方法
【課題】繊維に含有されているサイジング剤やカップリング剤を利用して、立体形状の三次元繊維構造体から成るプリフォームの形態保持性を容易に確保することができるプリフォームの製造方法を提供する。
【解決手段】プリフォームの製造方法は、反応性の表面処理剤により表面処理された繊維束を一方向に配列して形成した繊維束層を積層して少なくとも2軸配向の平板状の積層繊維群を形成する連続繊維配列工程と、平板状の積層繊維群にその厚さ方向に結合糸としての厚さ方向糸を挿入する厚さ方向糸挿入工程とを備えている。さらに、積層繊維群を加圧手段を用いて加圧変形させて三次元繊維構造体とする加圧変形工程と、三次元繊維構造体を加熱処理する加熱処理工程とを備えている。
(もっと読む)
21 - 40 / 65
[ Back to top ]