
Fターム[4F072AK14]の内容
強化プラスチック材料 (49,419) | 成形品の製造 (3,354) | 加圧成形 (872)
Fターム[4F072AK14]に分類される特許
21 - 40 / 872
難燃性複合材料、難燃性繊維強化複合材料およびそれらの製造方法、並びにエレベータのかご用部材
【課題】高い難燃性を有するとともに、軽量かつ高強度な難燃性複合材料、難燃性複合材料に用いられる難燃性繊維強化複合材料およびそれらの製造方法、並びに難燃性複合材料または難燃性繊維強化複合材料を用いたエレベータのかご用部材を得る。
【解決手段】繊維に樹脂を含浸させた難燃性繊維強化複合材料であって、樹脂は、臭素化不飽和ポリエステル樹脂および臭素化エポキシアクリレート樹脂の少なくとも一方を含み、水酸化アルミニウムおよび水酸化マグネシウムの少なくとも1つが分散されている。
(もっと読む)
プリプレグおよび炭素繊維強化複合材料
【課題】優れた力学特性と導電性を兼ね備えた炭素繊維強化複合材料を提供すること。
【解決手段】少なくとも、[A]連続した炭素繊維、[B]エポキシ樹脂組成物、[C]熱可塑性樹脂の粒子、および[D]導電性の粒子を含むプリプレグであって、[A]連続した炭素繊維が、X線光電子分光法で測定した全炭素原子と全酸素原子との原子数比[O/C]が0.12以下、[B]エポキシ樹脂組成物が180℃で2時間加熱せしめて得られる硬化物のガラス転移温度Tgが150℃以上であり、かつ、前記Tg以上の温度領域におけるゴム状平坦部剛性率G’(R)と30℃でのガラス状平坦部剛性率G’(30℃)が100≦G’(30℃)/G’(R)を満たすプリプレグである。
(もっと読む)
繊維強化熱可塑性樹脂成形品の製造方法、該製造方法で使用される金型、該製造方法で製造される成形品

【課題】連続繊維強化熱可塑性樹脂層と、不連続繊維強化熱可塑性樹脂層とが積層したシート材料を金型でプレス成形した際に、金型を問題なく開くことができ、バリの発生も抑制できる繊維強化熱可塑性樹脂成形品の製造方法と、該製造方法で使用される金型と、該製造方法で製造される成形品との提供。
【解決手段】連続繊維強化熱可塑性樹脂層の少なくとも片面の一部に、不連続繊維強化熱可塑性樹脂層が積層したシート材料をプレス成形し、繊維強化熱可塑性樹脂成形品を製造するための金型として、キャビティの外周縁には、上金型21と下金型22とを閉めた時に不連続繊維強化熱可塑性樹脂層のキャビティ外への流出を防止する枠状の堰部30が、連続繊維強化熱可塑性樹脂層をキャビティ外へと延出させる隙間Cを形成しつつ設けられている金型を用いる。
(もっと読む)
熱硬化性樹脂組成物、並びにこれを用いたプリプレグ、積層板及び多層プリント配線板
【課題】良好な樹脂硬化性、すなわちプリプレグ積層時に、高温かつ長時間の処理を必要とせず、且つワニスやプリプレグの硬化性や保存安定性が良好であり、耐薬品性、耐熱性、接着性に優れる樹脂組成物、及びこれを用いたプリプレグ、積層板、多層プリント配線板を提供する。
【解決手段】1分子中に少なくとも2個のN−置換マレイミド基を有するマレイミド化合物(a)と、1分子中に少なくとも2個の1級アミノ基を有するアミン化合物(b)を有機溶媒中で反応させて製造される不飽和マレイミド基を有する樹脂組成物(A)、熱硬化性樹脂(B)及び、イソシアネートマスクイミダゾールやエポキシマスクイミダゾールなどの変性イミダゾール化合物(C)を含有する熱硬化性樹脂組成物を使用する。
(もっと読む)
繊維強化複合材料から構成される成形体の製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される、外観や物性が優れた成形体を、成形時の基材の損失を極めて少なくして製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とから構成されるランダムマットであって、強化繊維が25〜3000g/m2の目付であり、下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、ランダムマット中の強化繊維全量に対する割合が20Vol%以上99Vol%以下であるものを用いて含浸〜成形を行う際、ランダムマット端部をオーバーラップさせることを特徴とする、繊維強化複合材料から構成される成形体の製造方法。
(もっと読む)
プリプレグ、基板および半導体装置
【課題】薄膜化に対応することが可能であり、かつプリプレグの両面に異なる用途、機能、性能または特性等を付与することができるプリプレグ、及び上記プリプレグを有する基板および半導体装置を提供する。
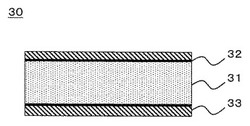
【解決手段】プリプレグ10は、シート状基材1のコア層11と、前記コア層の一方面側に形成される第1樹脂層2および他方面側に形成される第2樹脂層3とを有し、第1樹脂層上に導体層を形成して使用されるプリプレグであって、前記第1樹脂層を構成する第1樹脂組成物と、前記第2樹脂層を構成する第2樹脂組成物が異なることを特徴とする。また、基板は、上記に記載のプリプレグを積層して得られることを特徴とする。また、半導体装置は、上記に記載の基板を有することを特徴とする。
(もっと読む)
繊維強化複合材料から構成される成形体の無駄のない製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される、外観や物性が優れた成形体を、成形時の基材の損失を極めて少なくして製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とから構成されるランダムマットであって、強化繊維が25〜3000g/m2の目付であり、下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、ランダムマット中の強化繊維全量に対する割合が20Vol%以上99Vol%以下であるものを用いて、含浸〜成形を行い、かつ、嵌合金型にて成形を行うことを特徴とする、繊維強化複合材料から構成される成形体の製造方法。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物、成形品及び成形品の製造方法
【課題】機械的強度が良好でレーザー溶着特性に優れた熱可塑性樹脂組成物を提供する。
【解決手段】少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
(もっと読む)
表面が平滑で均一な厚みを有する成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
表面が平滑で、
均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする成形体。
(もっと読む)
均一な厚みを有する薄肉成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する薄肉成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される薄肉成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
1.5mm以下の均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする薄肉成形体。
(もっと読む)
繊維強化基材
【課題】熱可塑性樹脂をマトリクスとした繊維強化複合材料であり、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
(もっと読む)
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
炭素繊維複合材料及びその製造方法並びに義肢補綴装置用ライナー
【課題】
カーボンナノファイバーを用いた炭素繊維複合材料及びその製造方法並びに義肢補綴用ライナーを提供する。
【解決手段】
本発明にかかる炭素繊維複合材料の製造方法は、工程(a)と、工程(b)と、工程(c)と、を含む。工程(a)は、シリコーンゴムに平均直径が0.4nm〜230nmのカーボンナノファイバーを混練して第1の混合物を得る工程である。工程(b)は、第1の混合物をロール間隔が0.1mm以下のオープンロールで3分〜10分間混練して第2の混合物を得る工程である。工程(c)は、第2の混合物をロール間隔が0.5mm以下のオープンロールで薄通しを行って炭素繊維複合材料を得る工程である。
(もっと読む)
繊維強化基材
【課題】面内方向において等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維6と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が5%以上70%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、50〜1000重量部である複合基材。
(もっと読む)
炭素長繊維強化ポリプロピレン成形品
【課題】曲げ強度や耐熱変形性の高い構造材用プリプレグ成形品を得る。
【解決手段】
炭素長繊維を40〜75質量%含有し、示差走査熱量計のヒートフロー曲線が150℃〜170℃の間に2つ以上の吸熱ピークもつポリプロピレンを25〜60質量%含有する炭素長繊維強化ポリプロピレンを成形してなることを特徴とする炭素長繊維強化ポリプロピレン成形品。
(もっと読む)
高融点難燃剤結晶とその製造方法、該難燃剤含有エポキシ樹脂組成物、該組成物を用いたプリプレグ及び難燃性積層板
【課題】吸湿、吸水性を大幅に低減し、高温耐熱性、高温信頼性に優れ、線膨張率を下げた難燃剤含有エポキシ樹脂組成物を提供する。
【解決手段】次式(1)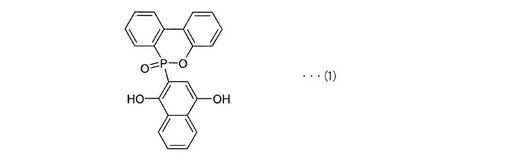
で表され、示差熱・熱重量測定によって測定される溶け始め温度が280℃以上であり、かつ融点が291℃以上である高融点難燃剤結晶を得ることができる高融点難燃剤結晶の製造方法、および未硬化のエポキシ樹脂に、該高融点難燃剤結晶からなる難燃剤粉末を分散させた難燃剤含有エポキシ樹脂組成物。
(もっと読む)
プリプレグ及びプリント配線板
【課題】ボイドの発生を抑制することができる程度の成形性を有しながら、加熱加圧成形時に基材から樹脂組成物が必要以上に流出するのを抑制することができるプリプレグを提供する。
【解決手段】プリント配線板用プリプレグ1は、130℃での最低溶融粘度が100000〜800000Poiseであり、かつ、130℃での1分当たりに対する、対数換算した溶融粘度の比率である傾きの値が0.5〜2.0である樹脂組成物を基材に含浸して形成されている。
(もっと読む)
熱硬化性樹脂組成物、その硬化物、活性エステル樹脂、半導体封止材料、プリプレグ、回路基板、及びビルドアップフィルム
【課題】低誘電率、低誘電正接、優れた耐熱性および難燃性を兼ね備え電子部品用途に好適な硬化物を与える活性エステル樹脂、熱硬化性樹脂組成物、及びそれからなる半導体封止材料、回路基板、ビルドアップフィルムを提供すること。
【解決手段】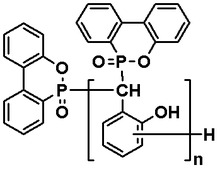
(nは1以上の整数)と芳香族モノ及び/又はジカルボン酸のエステル樹脂(A)および、(A)を硬化剤とするエポキシ樹脂組成物、該組成物の硬化物、該硬化物からなる半導体封止材料、回路基板、およびビルドアップフィルム。
(もっと読む)
熱硬化性樹脂組成物、白色プリプレグ、白色積層板及びプリント配線基板
【課題】 発光ダイオードを実装するためのプリント配線基板として使用する白色積層板、金属箔張り白色積層板、及び積層して該白色積層板、該金属箔張り白色積層板を製造するための白色プリプレグに特に好適に用いることができる熱硬化性樹脂組成物を提供すること。
【解決手段】 脂肪族構造を有するイソシアネートから合成されたイソシアヌレート型ポリイソシアネート(a1)と脂肪族構造を有するトリカルボン酸無水物(a2)とを反応させて得られるカルボキシル基含有ポリイミド樹脂(A1)のカルボキシル基をモノエポキシ化合物(A2)で反応させて得られる酸価が70KOHmg/g以下のポリイミド樹脂(A)と、エポキシ樹脂(B)と、硬化剤(C)を含有することを特徴とする熱硬化型樹脂組成物。
(もっと読む)
相容化樹脂の製造法、熱硬化性樹脂組成物、プリプレグ及び積層板
【課題】低熱膨張性、銅箔接着性、耐熱性、難燃性、銅付き耐熱性(T-300)、誘電特性、ドリル加工性の全てに優れる熱硬化性樹脂組成物、及びこれを用いたプリプレグ、積層板及び配線板を提供する。
【解決手段】シアネート化合物と末端に水酸基を有するシロキサン樹脂及びエポキシ樹脂を特定の反応率に反応させる相容化樹脂の製造方法、該方法により製造された相容化樹脂(A)とトリメトキシシラン化合物により表面処理された溶融シリカ(B)を含有する熱硬化性樹脂組成物、及びこれを用いたプリプレグ、積層板及び配線板である。
(もっと読む)
21 - 40 / 872
[ Back to top ]