
Fターム[4F072AL02]の内容
強化プラスチック材料 (49,419) | 予備成形品、成形品の用途 (4,498) | 一般成形品 (1,938) | 乗物又はその本体部品 (760)
Fターム[4F072AL02]に分類される特許
661 - 680 / 760
炭素繊維強化複合材料およびその成形物
【課題】 短時間での硬化が可能で、かつマトリックス樹脂と炭素繊維との接着性が良好である炭素繊維強化複合材料、および強度、弾性率、耐熱性に優れた成形物を提供する。
【解決手段】 (A)ラジカル重合性不飽和基およびエポキシ基を有する樹脂材料と、(B)サイジング剤が表面に付着した炭素繊維とを含有する炭素繊維強化複合材料;および、炭素繊維強化複合材料を硬化させてなる成形物。
(もっと読む)
成形用複合材及びそれを用いた成形体

【課題】 加熱加圧成形によっても3次元形状に加工が容易な成形用複合材を提供し、成形形状の制約が少なく、かつ耐衝撃性に優れた成形体を提供する
【解決手段】 少なくとも一部に引張強度が20cN/dtex以上の有機繊維を含む有機繊維糸条を長手方向に並行に配列した層と、少なくとも一部に引張強度が20cN/dtex以上の有機繊維を含む有機繊維糸条が前記層の有機繊維糸条の配列方向に直交した方向に並行に配列した層とを含む複数の有機繊維層をステッチ糸で一体化した多層多軸ステッチ布帛に、合成樹脂が付与されてなることを特徴とする成形用複合材及び該成形用複合材が複数枚重ね合わせられ、加熱加圧成形されてなることを特徴とする成形体。
(もっと読む)
プリプレグ、積層板及びプリント配線板
【課題】 加工性等を低下させることなく、耐熱性及び放熱性を向上できるプリプレグ及びその製造方法を提供する。
【解決手段】 繊維不織布の密度が0.3g/cm3未満になるように、繊維不織布にエポキシ樹脂がエマルジョンの状態で水に分散している液体を散布して、繊維不織布の複数の繊維の交差部をエポキシ樹脂により結合して基材を形成する。基材に熱硬化性樹脂と無機材料からなるフィラとを含むワニスを含浸する。
(もっと読む)
TFP法により単層又は複層の繊維プリフォームを製造する方法
本発明は、力の変動に適合するように配列された繊維ストランド2−8,18を用い、TFP法により、面倒な裏張り層がなく、実質的に所望の材料厚さ、及び所望の表面幾何学形状を有する単層又は複層の繊維プリフォーム1,17の製造方法に関し、柔軟性及び弾性を有する基体9,19、特に、エラストマーにより形成された基体9,19上に、繊維プリフォーム1,17を形成するために縫製ヘッドから導かれる固定糸10,11を用いて繊維ストランド2−8,18を載置し付着させる工程と、基体9,19から繊維プリフォーム1,17を持ち上げる工程とを備える。この方法で製造された繊維プリフォーム1,17は実質的に最適な、即ち、実質的に力の変動に適合した繊維配列を備え、繊維配列中に容易に判断できる欠陥を有しない。この結果、過度な機械的応力に耐えると同時に軽量である構成材を、例えば、引続くRTM法によって、創ることができる。 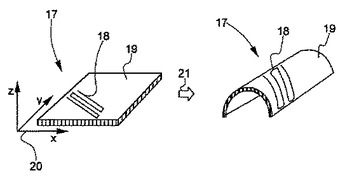 (もっと読む)
(もっと読む)
内装材及び成形材料の製造方法

【課題】本発明の課題は、剛性の高い内装材とすることのできる成形材料を提供することである。
【解決手段】疎水性繊維99.5〜50重量%と親水性繊維0.5 〜50重量%とを含む混合繊維集合体に熱硬化性合成樹脂を含浸せしめた成形材料中の熱硬化性合成樹脂を硬化してなる基材32と、該基材の表面に貼着されている表皮材33とからなり、該基材と該表皮材とは、接着面に点状に散在されている接着剤層34Aによって接着されているものを内装材とする。
(もっと読む)
低密度高強度コンポジット材料の製造方法
プラスチック材料をプリプレグ材料に貼り付ける少なくとも一回の工程と、続いて、そのプリプレグ材料に含まれる樹脂の架橋が誘導されるように、その中間材料をそのプラスチック材料のガラス転移温度に近い温度で加熱する工程と、を具備するコンポジット材料の製造方法。  (もっと読む)
(もっと読む)
3次元的に屈曲した繊維複合材料製の構造部材の製造方法
3次元的に屈曲した繊維複合材料製の構造部材の製造方法である。その構造部材は、曲げ荷重を支持するのに適した所定の断面形状を有し、少なくとも1つのウェブ部と該ウェブ部に接続した少なくとも1つのフランジ部とを備え、該フランジ部が0度配向の繊維を含んで成るものである。この製造方法は、
a)平坦形状であって少なくとも1つの平面内において屈曲可能な、ベースをなす繊維積層体を用意し、
b)用意した前記繊維積層体の一部分の上に、0度配向の繊維を含んで成る一軸配向の繊維積層体テープ材を配置して、該繊維積層体テープ材が、製造しようとする繊維複合材料製の構造部材の前記少なくとも1つのフランジ部に位置するようにし、
c)少なくとも1本の第1縫着線に沿って、前記繊維積層体テープ材を、ベースをなす前記繊維積層体に縫着することによって、一軸配向の前記繊維積層体テープ材を含んでいるフランジ部形成ストリップ材部分と一軸配向の前記繊維積層体テープ材を含んでいないウェブ部形成ストリップ材部分とを有する、平坦形状のプレハブ材としての繊維積層体ストリップ材を形成し、
d)平板形状のプレハブ材としての前記繊維積層体ストリップ材を作業平面の上に用意し、
e)プレハブ材としての前記繊維積層体ストリップ材を、製造しようとする3次元的に屈曲した繊維複合材料製の構造部材の目標形状に合わせて屈曲させ、
その際に、前記繊維積層体ストリップ材の前記フランジ部形成ストリップ材部分を、前記ウェブ部形成ストリップ材部分に対して角度を成すようにして前記作業平面から起立させて、少なくとも1本の屈曲軸心の周りに一軸的に屈曲させるようにし、該少なくとも1本の屈曲軸心は、前記0度配向の繊維の延在方向に対して垂直に、且つ、一軸配向の前記繊維積層体テープ材のテープ面に対して平行に延在する軸心であり、
更にその際に、前記繊維積層体ストリップ材の前記ウェブ部形成ストリップ材部分を実質的に前記作業平面内のみにおいて屈曲させ、それに伴って該ウェブ部形成ストリップ材部分の繊維配列がひずみ変形するようにし、
f)少なくとも1本の第2縫着線に沿って、プレハブ材としての前記繊維積層体ストリップ材を、少なくとも1つの平面内で屈曲した支持材に縫着し、前記第2縫着線は、前記フランジ部形成ストリップ材部分と前記ウェブ部形成ストリップ材部分との境界部分の前記ウェブ部形成ストリップ材部分の側だけに設定される縫着線であり、それによって、形状安定性を有し、製造しようとする繊維複合材料製の構造部材に合わせて3次元的に屈曲した第1の部分的繊維積層体プリフォームを形成する、
ことを特徴とする方法である。
(もっと読む)
繊維強化樹脂製の部材
【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
繊維強化複合材料用カチオン重合性樹脂組成物および繊維強化複合材料中間体
【課題】
高コストなオートクレーブなどによる加熱工程を必要とせず、活性エネルギー線で硬化可能でありながら、マトリックス樹脂と強化繊維との接着性を強固なものとし、それを硬化させてなる成形体にショートビーム強度などの優れた機械特性を付与することが出来る繊維強化複合材料用カチオン重合性樹脂組成物および繊維強化複合材料中間体を提供することにある。
【解決手段】
少なくとも次の構成要素(A)、(B)、(C)を含み、構成要素(A)と構成要素(B)との溶解性パラメーターSP値の差の絶対値が5を超えないことを特徴とする繊維強化複合材料用カチオン重合性樹脂組成物。
(A)カチオン重合性化合物
(B)熱可塑性樹脂
(C)カチオン重合開始剤
(もっと読む)
微細ポリアミドイミド繊維および/または微細ポリイミド繊維強化樹脂組成物
【課題】微細ポリアミドイミド繊維および/または微細ポリイミド繊維を各種の熱可塑性樹脂または未硬化の熱硬化性樹脂に分散混合した樹脂であって、各種樹脂との親和性に優れ、繊維の分散状態が均一であり、少量の含有量であるにも関わらず、靭性、可とう性、強度等の機械特性に優れ、成形性が良好で、成形後の外観が良好な成形体を与え得る繊維強化樹脂組成物を提供する。
【解決手段】各種樹脂の繊維強化材において、その主体構成繊維として著しく微細なるポリアミドイミド繊維および/またはポリイミド繊維を混練することにより、少量であるにも関わらず機械特性及び成形性を著しく向上させることができる。
(もっと読む)
繊維織物及び複合材
【課題】賦形性、強度に優れ、且つ繊維織物の重ね合わせによって厚みを増した重ね合わせシートの生産効率を向上できる繊維織物、及びこの繊維織物を用いた繊維強化樹脂製の複合材を提供する。
【解決手段】繊維織物11は、複数の第1繊維束121からなる第1繊維層12と、複数の第2繊維束131からなる第2繊維層13と、複数の抜け止め糸141からなる抜け止め糸群14と、複数の拘束糸151からなる拘束糸群15とから構成されている。第1繊維層12と第2繊維層13とは、隣接して積層されている。第1繊維束121と第2繊維束131とは、45°の角度で斜交している。拘束糸151は、繊維織物11の厚み方向に第1繊維層12と第2繊維層13とを貫通しており、抜け止め糸141と拘束糸151とは、45°の角度で交差している。
(もっと読む)
熱可塑性長繊維複合材、その製造方法、およびそれから得られた製品
成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材である。この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。 (もっと読む)
エポキシ樹脂組成物、およびそれを含むプリプレグ
【課題】 本発明の課題は、エポキシ樹脂への相溶性が高く、かつエポキシ系マトリックス樹脂の硬化物の耐衝撃性や曲げ強度を強化することができるポリビニルアセタール、およびそのポリビニルアセタールを含むエポキシ樹脂組成物を提供すること、ならびにこのエポキシ樹脂組成物を補強繊維に含浸することにより、曲げ強度や引張り強度に優れるプリプレグを提供することである。
【解決手段】 エポキシ化合物、硬化剤、ならびに下記式で示される繰り返し単位A、BおよびCを含むポリビニルアセタール系樹脂を含む組成物であって、ポリビニルアセタール系樹脂における、繰り返し単位Aの含有率が50〜80mol%であって、繰り返し単位Bの含有率が15〜30mol%であって、繰り返し単位Cの含有率が0.1〜15mol%であることを特徴とする組成物。
【化1】
(もっと読む)
フィラメントワインディングによる部品製造における特定組成物の使用
【課題】フィラメントワインディング法による部品製造での組成物の使用。
【解決手段】(1)少なくとも一種の熱硬化性樹脂を含む少なくとも一種の配合物と、(2)上記配合物中に混和可能な少なくとも一種のレオロジー制御剤とを含む組成物の使用であって、上記レオロジー制御剤は上記組成物の剪断速度C1での高温状態と剪断速度C2での低温状態との粘度の差をファクターで少なくとも100にさせ(ここで、高温状態と低温状態との温度差は少なくとも30℃であり、剪断速度C1は剪断速度C2よりも大きい)且つ上記組成物を高温状態でニュートン挙動を示すようにする。  (もっと読む)
(もっと読む)
ハニカムコキュア用プリプレグおよび製造方法
【課題】スキン材に要求される諸特性を満たしながら、ハニカムとの自己接着性に優れそれによる取り扱い性に優れたプリプレグおよび軽量で力学特性の優れた品位の良好なハニカム積層複合材を提供すること。
【解決手段】次の構成要素[A]、[B]、[C]からなるハニカム自己接着用プリプレグであって、構成要素[C]が[A]より外表面側に配されており、表面のタック性が10N以上であるプリプレグである。
[A]:連続繊維からなる強化繊維
[B]:マトリックス樹脂
[C]:空隙を有しかつ連続形態を有する熱可塑性樹脂
また、構成要素[C]の引き出し張力を1〜50Nとする上記プリプレグの製造方法である。
(もっと読む)
樹脂成形品
【課題】
SMCと紙製のハニカム状シート材から成形される樹脂成形品であって、ホルムアルデヒドを含有せず、且つ特に表層のボイドの発生が抑制された樹脂成形品を提供する。
【解決手段】
紙製のハニカム状シート材1の両側に架橋型のアクリル樹脂を含有するアクリル樹脂組成物を無機繊維マットに含浸させた内層用シートモールディングコンパウンド2を配置する。前記各内層用シートモールディングコンパウンド2の少なくとも一方の外側に架橋型のアクリル樹脂を含有するアクリル樹脂組成物を無機繊維ペーパーに含浸させた外層用シートモールディングコンパウンド3を配置する。そしてこれらを加熱積層成形する。これにより、樹脂成形品はホルムアルデヒドを含まず、また成形時には無機繊維ペーパーがアクリル樹脂組成物を保持して表層の多孔質化が防止される。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】
取扱性が良好であり、特にゴルフシャフト等の管状体に適用した場合の製品の強度とフィーリングに優れた繊維強化複合材料を得るためのプリプレグを提供する。
【解決手段】
次の構成要素[A]と構成要素[B]からなることを特徴とするプリプレグ。
[A]引張強度が3.8〜5.5GPaであり、引張弾性率が180〜220GPaであり、そして引張伸度が2〜3%である炭素繊維束。
[B]エポキシ当量が1700以上の2官能エポキシ樹脂を、全エポキシ樹脂100重量%に対し、20〜50重量%含有するエポキシ樹脂組成物。
(もっと読む)
プリフォーム用バインダー組成物、プリフォーム用強化繊維基材、プリフォームの製造方法および繊維強化複合材料の製造方法
【課題】
本発明は、強化繊維の体積含有率が高く、且つ、衝撃後圧縮強度に優れた繊維強化複合材料のレジン・トランスファー・モールディングによる製造方法に用いるプリフォーム用バインダー組成物およびそれからなるプリフォーム用強化繊維基材を提供せんとするものである。
【解決手段】
本発明のプリフォーム用バインダー組成物は、バインダー組成物であって、該組成物が、温度200℃、剪断速度1000s−1における剪断粘度が200〜1000Pa・sであることを特徴とするものである。また、本発明のプリフォーム用強化繊維基材は、かかるプリフォーム用バインダー組成物を強化繊維に付与してなることを特徴とするものである。
(もっと読む)
繊維強化熱可塑性樹脂の成形方法
【課題】 大型或いは複雑な形状の成形物を含む種々の形状の成形物の製造に適用可能であり、熱可塑性樹脂と強化用繊維との界面におけるボイドの発生を充分なレベルまで抑制することが可能で、かつ、高温・高圧力を必要とせずに成形が可能な、繊維強化熱可塑性樹脂の注入成形方法を提供する。
【解決の手段】 1分子中にエポキシ基を2つ有する化合物(A)と、1分子中にフェノール性水酸基を2つ有する化合物(B)とを、それぞれ溶融状態で、予め強化用繊維が内部に配置された型内に注入し、前記強化用繊維に含浸させる工程(I)、及び、前記強化用繊維に含浸された前記化合物(A)と化合物(B)とを、前記型内において重付加反応により直鎖状に重合させ、前記化合物(A)と化合物(B)とが重合してなる熱可塑性樹脂を成形する工程(II)を有する繊維強化熱可塑性樹脂の成形方法。
(もっと読む)
繊維強化熱可塑性樹脂の引抜成形方法
【課題】 エポキシ樹脂を使用した引抜成形でありながら、繊維強化熱硬化性樹脂では困難なリユース、リサイクル及び2次加工が可能となる繊維強化熱可塑性樹脂を製造する引抜成形方法を提供する。
【解決の手段】 1分子中にエポキシ基を2つ有する化合物(A)と、1分子中にフェノール性水酸基を2つ有する化合物(B)とを予め強化用繊維に含浸させる工程(I)、及び、前記化合物(A)と化合物(B)とが含浸された前記強化用繊維を金型に引き込みつつ引き抜きながら前記金型を介して加熱し、前記化合物(A)と化合物(B)とを重付加反応により直鎖状に重合させ、前記化合物(A)と化合物(B)とが重合してなる熱可塑性樹脂を成形する工程(II)を有することを特徴とする繊維強化熱可塑性樹脂の引抜成形方法。
(もっと読む)
661 - 680 / 760
[ Back to top ]