
Fターム[4F074AB03]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 高分子材料の物性限定 (1,507) | 熱的性質 (424) | 融点 (212)
Fターム[4F074AB03]に分類される特許
101 - 120 / 212
積層微多孔性フィルム及びその製造方法
【課題】良好な透気性と、高い層間剥離強度とのバランスが優れた積層微多孔性フィルムを提供する。
【解決手段】以下の工程(1)〜(4)をこの順で含む、積層微多孔性フィルムの製造方法(ただし、TmBは、樹脂組成物Bの融点(℃)である):
(1)樹脂組成物Aから構成されるフィルムAと、樹脂組成物Aより融点の低い樹脂組成物Bから構成されるフィルムBを用意する工程、
(2)フィルムAとフィルムBを、それぞれ、−20℃〜(TmB−30)℃に保持した状態で、少なくとも一方向に1.05倍〜2.0倍に冷延伸する冷延伸工程、
(3)冷延伸されたフィルムAと、冷延伸されたフィルムBとを熱圧着して積層体を形成する工程、
(4)工程(3)において得られた積層体を、(TmB−30)℃〜(TmB−2)℃に保持した状態で、少なくとも一方向に1.0倍を超え5.0倍以下に熱延伸する熱延伸工程。
(もっと読む)
ポリオレフィン微多孔膜
【課題】優れた膜強度や透過性能を兼備したポリオレフィン微多孔膜を提供する。
【解決手段】ポリオレフィンのフィブリルから構成され、厚み方向に連通する細孔を有するポリオレフィン微多孔膜であって、該フィブリルの平均フィブリル径が40〜80nm、該細孔の平均孔径が15〜50nmであるポリオレフィン微多孔膜。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子の製造方法
【課題】 ポリプロピレン系樹脂型内発泡成形体を幅広い成形加工条件で、寸法性に優れかつ良好な表面性を有する型内発泡成形体を製造できるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 140℃以下の樹脂融点を有するポリプロピレン系樹脂(A)85重量%以上99重量%以下と160℃以上の樹脂融点を有するポリプロピレン系樹脂(B)1重量%以上15重量%以下を含んでなるポリプロピレン系樹脂組成物(X)を、示差走査熱量計法におけるポリプロピレン系樹脂(A)の融解ピークの終点温度+1℃以下の温度で、水系分散媒中にてアニーリングすることにより製造されることを特徴とするポリプロピレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
倍率バラツキの少ないポリオレフィン系樹脂予備発泡粒子およびその製造方法
【課題】 発泡倍率の倍率バラツキが大きくなりやすいとされている炭酸ガスを発泡剤として使用した場合において、発泡倍率の倍率バラツキの少ないポリオレフィン系樹脂予備発泡粒子を提供する。
【解決手段】 ポリオレフィン系樹脂100重量部に対して、親水性有機化合物0.01重量部以上10重量部以下を含有するポリオレフィン系樹脂組成物からなり、発泡剤として炭酸ガスを使用して得られるポリオレフィン系樹脂予備発泡粒子であり、下記式(1)で表される発泡倍率の倍率バラツキが10%以下であるポリオレフィン系樹脂予備発泡粒子。
倍率バラツキ(%)=(σm/Kav)×100 (1)
(式中、Kavは篩い分けしたときの各篩残発泡粒子の重量分率Wi、発泡倍率Kiから式:Kav=Σ(Ki×Wi)で求められる平均発泡倍率、σmは篩い分けしたときの各篩残発泡粒子の重量分率Wi、発泡倍率Kiから式:σm=√Σ{Wi×(Kav−Ki)2}で求められる標準偏差)
(もっと読む)
スチレン改質ポリオレフィン系樹脂粒子、発泡性樹脂粒子、予備発泡粒子及び発泡成形体

【課題】融着性と耐熱性を両方とも満足する発泡成型体を製造可能なスチレン改質ポリオレフィン系樹脂粒子を提供することを課題とする。
【解決手段】(A)密度[d(kg/m3)]が910以上950以下、(B)190℃、2.16kg荷重で測定したメルトフローレート[MFR(g/10分)]が0.1以上20以下、(C)末端ビニル数が1000炭素原子当たり0.2個以下、(D)160℃で測定した溶融張力[MS160(mN)]とMFRの関係が、MS160>90−130×log(MFR)を満足、(E)190℃で測定した溶融張力[MS190(mN)]とMS160の関係が、MS160/MS190<1.8を満足、(F)連続昇温溶出分別法による溶出温度−溶出量曲線にピークが2個以上存在、の要件を満足するポリオレフィン系樹脂を含むスチレン改質ポリオレフィン系樹脂粒子により上記課題を解決する。
(もっと読む)
発泡用熱可塑性エラストマー組成物、その発泡成形体、その複合成形体および自動車用インストゥルメントパネル
【課題】充分な発泡性が得られ、かつ、成形品の外観が良好な発泡用熱可塑性エラストマー組成物を提供する。
【解決手段】部分的または完全に架橋されたエチレン・α−オレフィン・非共役ポリエン共重合体ゴム(A)10〜45重量%、エチレン・α-オレフィン共重合体(B)5〜32重量%、DSCで得られる融点が40〜170℃であるポリプロピレン(C)10〜40重量%、ゴム用軟化剤(D)10〜45重量%及びアイソタクティックプロピレン系重合体(E)1〜30重量%(成分(A)〜(E)の合計は100重量%)を含有する発泡用熱可塑性エラストマー組成物。
(もっと読む)
ポリプロピレン系樹脂発泡粒子
【課題】 ポリプロピレン系樹脂発泡粒子の型内発泡成形法において、型内発泡成形体の内部の融着と表面の融着が均一な融着を示すポリプロピレン系樹脂発泡粒子を提供すること。
【解決手段】 100℃で1時間加熱した後の嵩密度W100(g/L)と23℃で24時間放置した後の嵩密度W23(g/L)の比(W100/W23)が1.10以上1.50以下である事を特徴とするポリプロピレン系樹脂発泡粒子。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子、及びポリプロピレン系樹脂型内発泡成形体
【課題】ポリプロピレン系樹脂予備発泡粒子の型内発泡成形において、低い加熱蒸気圧で生産でき、寸法収縮率が小さく、かつ表面美麗性の高い型内発泡成形体が得られるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】メタロセン系重合触媒で重合されたポリプロピレン系樹脂を基材樹脂とするポリプロピレン系樹脂予備発泡粒子。ポリプロピレン系樹脂が下記の要件(a)〜(c)を有するポリプロピレン系樹脂予備発泡粒子。(a)プロピレン構造単位が90〜100モル%、エチレン及び/又は炭素数が4以上のα−オレフィン構造単位が0〜10モル%存在すること、(b)13C−NMRで測定した、全ポリピレン挿入中のプロピレンモノマー単位の2,1−挿入及び1,3−挿入に基づく位置不規則単位の合計量が0.5モル%未満であること、(c)メルトフローレートが0.5g/10min以上100g/10min以下であること。
(もっと読む)
微多孔性膜、微多孔膜の製造方法および使用方法
本発明は、電池セパレータフィルムとしての使用に好適な微多孔性高分子膜に関する。本発明は、かかる膜の作製方法、電池セパレータとしてかかる膜を含む電池、かかる電池の製造方法、およびかかる電池の使用方法にも関する。  (もっと読む)
(もっと読む)
微多孔膜を製造するための冷却ロールアセンブリおよび微多孔膜の製造方法
ポリオレフィン混合物を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリ。当該冷却ロールアセンブリは、押出物に接触し押出物を受け取る位置に配置された上流ロールであって外表面粗さ≦1.0sを有する上流ロール;および、押出物に接触し上流ロールから押出物を受け取るための位置に配置された少なくとも1つの下流ロールであって外表面粗さ≧5.0sを有する下流ロール、を含む。微多孔膜を製造するための方法も提供する。 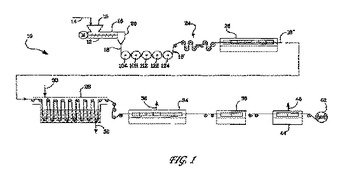 (もっと読む)
(もっと読む)
ポリプロピレン系発泡フィルム
【課題】空冷インフレーション成形により得られ、均一微細な発泡セルよりなり、外観、成形性に優れるポリプロピレン系発泡フィルムを提供する。
【解決手段】特定の(i)〜(vi)の要件を満たすプロピレン系重合体(X)10〜100重量%と、プロピレン系重合体(Y)0〜90重量%とを混合してなる重合体混合物100重量部に対し、発泡剤を0.05〜6.0重量部配合したプロピレン系樹脂組成物を、プロピレン系樹脂組成物を、空冷インフレーション成形により成形してなるポリプロピレン系発泡フィルム。
(もっと読む)
難燃性ポリオレフィン系樹脂予備発泡粒子、その製造方法、および、難燃性ポリオレフィン系樹脂型内発泡成形体
【課題】 自動車用部材などに好まれる黒色を有しつつ、型内成形性、表面外観などを損ねることなく、従来のカーボンブラックを用いた黒色の型内発泡成形体と比べ燃えにくく、燃焼性規格に適合可能なポリオレフィン系樹脂型内発泡成形体を製造しうる難燃性ポリオレフィン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリオレフィン系樹脂100重量部に対し、黒色の酸化鉄粒子1重量部以上15重量部以下を含んでなるポリオレフィン系樹脂組成物を基材樹脂とする難燃性ポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
ポリプロピレン系発泡延伸フィルム
【課題】均一微細発泡セルを有し、延伸することによっても発泡セルの破壊がなく、外観に優れ、真珠様光沢を有し、リサイクル性に優れた無架橋タイプのポリプロピレン系発泡延伸フィルムを提供する。
【解決手段】 特定の(i)〜(vi)の要件を満たすプロピレン系重合体(X)10〜100重量%と、プロピレン系重合体(Y)0〜90重量%とを混合してなる重合体混合物100重量部に対し、発泡剤を0.05〜6.0重量部配合したプロピレン系樹脂組成物を、少なくとも一方向に延伸させることよって得られるポリプロピレン系発泡延伸フィルムなど。
(もっと読む)
押出発泡成形用樹脂組成物およびそれを用いた発泡体
【課題】高倍率であっても、均一微細な発泡セルを有する高独立気泡構造体を得るのに適した押出発泡成形用樹脂組成物、ならびにそれを用いて得られる緩衝性、外観および耐臭気性に優れる発泡体を提供する。
【解決手段】25℃でp−キシレンに不溶となる成分(A)と溶解する成分(B)から構成され、且つ(i)GPCで測定する重量平均分子量(Mw)が10万〜100万であり、(ii)熱p−キシレンに不溶な成分が0.3重量%以下であり、(iii)伸長粘度の測定における歪硬化度(λmax)が2.0以上であり、(iv)MFR(230℃、2.16kg荷重)が0.1〜20g/10分であり、(v)メルトテンションテスターの測定の230℃における溶融張力(MT)が5g以上であるプロピレン系重合体(X)と発泡剤とを配合してなる押出発泡成形用樹脂組成物および発泡体など。
(もっと読む)
密閉容器に収納されたポリ乳酸系樹脂発泡粒子およびその使用

【課題】60〜100℃の水で加熱することで発泡成形体を得ることのできる結晶化度が30%以下でかつ連続気泡率が30%以下のポリ乳酸系樹脂発泡粒子を、任意の場所でかつ任意のときに発泡成形処理できるようにする。
【解決手段】結晶化度が30%以下でかつ連続気泡率が30%以下のポリ乳酸系樹脂発泡粒子10を密閉容器20内に封入する。それを成形用型30と共に1つの組み合わせ体40とし、物流および保管に供する。この組み合わせ体40は、教材、玩具や雑誌の付録等として有効に用いることができる。
(もっと読む)
新規生分解性脂肪族ポリエステル系樹脂発泡粒子成形体
【課題】 本発明の目的は、通気性や通水性、さらには生分解性を有する脂肪族ポリエステル系樹脂発泡粒子成形体を提供すること。
【解決手段】 L/Dが1.2以上、且つ5.0以下の柱状形状である脂肪族ポリエステル系樹脂発泡粒子を用いてなる脂肪族ポリエステル系樹脂発泡粒子成形体を用いて、通気性や通水性、さらには生分解性を必要とする、植生トレーなどの用途に用いること。
(もっと読む)
ポリプロピレン系発泡フィルム
【課題】空冷インフレーション成形により得られ、均一微細な発泡セルよりなり、外観、成形性に優れるポリプロピレン系発泡フィルムを提供する。
【解決手段】25℃でp−キシレンに不溶となる成分(A)と溶解する成分(B)から構成され、且つ(i)GPCで測定する重量平均分子量(Mw)が10万〜100万であり、(ii)熱p−キシレンに不溶な成分が0.3重量%以下であり、(iii)伸長粘度の測定における歪硬化度(λmax)が2.0以上であり、(iv)MFR(230℃、2.16kg荷重)が0.5〜20g/10分であるプロピレン系重合体(X)10〜100重量%と、プロピレン系重合体(Y)0〜90重量%とを混合してなる重合体混合物100重量部に対し、発泡剤を0.05〜6.0重量部配合したプロピレン系樹脂組成物を、空冷インフレーション成形により成形してなるポリプロピレン系発泡フィルムなど。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子および該ポリプロピレン系樹脂予備発泡粒子より得られるポリプロピレン系樹脂型内発泡成形体
【課題】 安価製造プロセスである押出発泡法で得られるポリプロピレン系樹脂予備発泡粒子であって、型内成形時の融着性と低収縮性のバランスが良好であることから肉厚な形状にも成形し得るポリプロピレン系樹脂予備発泡粒子および、該ポリプロピレン系樹脂予備発泡粒子から得られるポリプロピレン系樹脂型内発泡成形体を提供すること。
【解決手段】 ポリプロピレン系樹脂を含んでなる基材樹脂および発泡剤を押出機に供給し、混練および冷却した後、細孔ダイを通じて低圧領域に押出し、細断して得られるポリプロピレン系樹脂予備発泡粒子にあって、該ポリプロピレン系樹脂予備発泡粒子の示差走査熱量計法による結晶融解測定で融点ピークの半値幅が20℃以上であることを特徴とする、ポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
ポリプロピレン系樹脂発泡粒子の製造方法
【課題】 二次発泡能力に優れる発泡粒子を与えるMw/Mnが小さいポリプロピレン系樹脂であって親水性物質が添加された樹脂を原料樹脂として使用し、水を発泡剤として製造された発泡粒子であって、表面性、融着性及び低収縮性を兼ね備えた発泡成形体を与える発泡粒子の製造方法を提供すること。
【解決手段】 耐圧容器内に重量平均分子量と数平均分子量の比が5.0以下であるポリプロピレン系樹脂粒子を水系分散媒に分散させ、ポリプロピレン系樹脂粒子の軟化温度以上の温度まで加熱、加圧した後、耐圧容器の内圧よりも低い圧力域に放出する、水を発泡剤とする発泡倍率が20倍以上のポリプロピレン系樹脂発泡粒子の製造方法において、前記ポリプロピレン系樹脂粒子が分子量600以下の親水性物質を含んでなり、発泡直後のポリプロピレン系樹脂発泡粒子中の含水率が0.7重量%以上10重量%以下であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 優れた融着性と収縮回復性を有する型内発泡成形体を与える、二段発泡法によるポリプロピレン系樹脂発泡粒子を用いる型内発泡成形体の製造方法提供すること、特に30倍以上の高発泡倍率であって優れた融着性と収縮回復性を有する型内発泡成形体を与えるポリプロピレン系樹脂型内発泡成形体の製造方法を提供すること。
【解決手段】 共重合成分としてエチレンを3〜6重量%含むポリプロピレン系樹脂を基材樹脂とし、発泡倍率が5倍以上18倍以下であり、平均気泡径が500μm以下で且つ下記式(1)を満たすもとのポリプロピレン系樹脂発泡粒子をさらに発泡させて得られる、もとの発泡粒子より高発泡倍率を有するポリプロピレン系樹脂発泡粒子を用いることを特徴とするポリプロピレン系樹脂型内発泡成形体の製造方法。
平均気泡径(μm)≧230−8×発泡倍率 (1)
(もっと読む)
101 - 120 / 212
[ Back to top ]