
Fターム[4F074CC62]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (6,953) | 装置部材 (202) | 型 (152)
Fターム[4F074CC62]に分類される特許
81 - 100 / 152
熱可塑性樹脂発泡粒子およびその製造方法
【課題】水を発泡剤として用いる熱可塑性樹脂発泡粒子の製造方法において、発泡粒子の気泡の不均一化や気泡の微細化を起こさず、また型内発泡成形を行った際に、融着性が良好で、かつ表面性が良好で、寸法精度の高い型内発泡成形体が得られる熱可塑性発泡粒子の提供。
【解決手段】密閉容器内に熱可塑性樹脂粒子を水系分散媒に分散させ、熱可塑性樹脂粒子の軟化温度以上の温度まで加熱した後、分散媒である水を発泡剤として密閉容器の内圧よりも低い圧力域に放出する熱可塑性樹脂発泡粒子の製造方法において、前記熱可塑性樹脂粒子として、熱可塑性樹脂100重量部に対し、0.05重量部以上2重量部以下の炭素数3以上6以下でかつ水酸基を3個以上有する多価アルコール、および発泡核剤を含んでなる熱可塑性樹脂組成物を用いる。
(もっと読む)
発泡性粉末状熱可塑性ポリウレタン樹脂組成物、並びにそれを用いた二層構造を有するシート状ポリウレタン樹脂成形物及びその製造方法
【課題】 優れた粉体流動性を有する発泡性粉末状熱可塑性ポリウレタン樹脂組成物を使用することにより、ソフトな触感を有し、耐摩耗性、機械物性等に優れ、成形物の軽量化、低コスト化を実現し、意匠性の高い非発泡層と発泡層の二層構造を有するシート状ポリウレタン樹脂成形物を提供する。
【解決手段】 発泡性粉末状熱可塑性ポリウレタン樹脂組成物(A)を構成する粉末状熱可塑性ポリウレタン樹脂(A1)の体積平均粒径が110〜300μmであり、かつ100μm未満の粒子の含有量が40質量%以下、かつ30μm未満の粒子の含有量が5質量%以下、かつ20μm未満の粒子の含有量が2質量%以下であることを特徴とする発泡性粉末状熱可塑性ポリウレタン樹脂組成物、及びそれを用いた非発泡層と発泡層の二層構造を有するシート状ポリウレタン樹脂成形物により解決する。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子の製造方法
【課題】 ポリプロピレン系樹脂型内発泡成形体を幅広い成形加工条件で、寸法性に優れかつ良好な表面性を有する型内発泡成形体を製造できるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 140℃以下の樹脂融点を有するポリプロピレン系樹脂(A)85重量%以上99重量%以下と160℃以上の樹脂融点を有するポリプロピレン系樹脂(B)1重量%以上15重量%以下を含んでなるポリプロピレン系樹脂組成物(X)を、示差走査熱量計法におけるポリプロピレン系樹脂(A)の融解ピークの終点温度+1℃以下の温度で、水系分散媒中にてアニーリングすることにより製造されることを特徴とするポリプロピレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子
【課題】無機ガス発泡剤を使用した場合でも、高発泡倍率であり、かつ、表面美麗で寸法収縮率が小さい発泡成形体を与えるポリプロピレン系樹脂予備発泡粒子を提供する。
【解決手段】耐圧容器内に、ポリプロピレン系樹脂粒子を水系分散媒に分散させ、発泡剤として無機ガスを導入し、ポリプロピレン系樹脂粒子の軟化温度以上の温度まで加熱、加圧した後、耐圧容器の内圧よりも低い圧力域に放出して得られるポリプロピレン系樹脂予備発泡粒子が、ポリプロピレン系樹脂100重量部に対し、(a)結晶水の脱水開始温度が200℃以上である無機物質0.001重量部以上0.5重量部以下、(b)脂肪酸アミド0.005重量部以上0.5重量部以下、(c)珪酸塩化合物0.0001重量部以上0.5重量部以下、(d)3価の有機リン系化合物0.005重量部以上0.5重量部以下、を含んでなるポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
発泡部材及びその製造方法
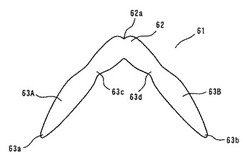
【課題】養生テープにより確実に固定でき、被保護部材(柱、壁など)の角部を保護するのに好適な発泡部材を提供する。
【解決手段】
発泡部材61は、頂部2およびこの頂部2からL字状に延出した2つの側壁部63A,63Bを備えており、これらの側壁部63A,63Bを、側壁部63A,63Bの幅方向の途中部から端部63a,63bに向かって厚みが薄くなる形態で形成する。そして、この発泡部材61では、側壁部63A,63Bの内壁に湾曲状の凹部63c,63dが形成しているとともに、頂部62の外壁に、逆三角形状の凹部62aが形成している。なお、凹部62aの深さは、頂部62(又は発泡部材)の厚みに対してごくわずかである。
(もっと読む)
ポリプロピレン系射出発泡体、および、その製造方法
【課題】従来の射出発泡装置を用いて製造でき、比較的に高発泡倍率かつセルの状態が良好であり十分な圧縮強さのポリプロピレン系射出発泡体を提供する。
【解決手段】ポリプロピレン系樹脂と発泡材料とを含有する混合物を溶融混練した後、型締した金型のキャビティ内に充填し、コアバックにより発泡させる。金型の高熱伝導率により混合物を冷却して固化し、脱型し、所定の寸法で発泡倍率が3倍以上のポリプロピレン系射出発泡体を得る。ポリプロピレン系樹脂は、以下のAおよびBを満たすものである。(A)測定温度210℃、剪断速度1216s-1の条件でのキャピラリーフローテストにおいて、バーグレー補正における圧力補正値が4MPa以上である。(B)メルトフローレート(MFR)が0.5g/10分以上である。
(もっと読む)
エネルギー吸収材に適用できるスチレン系樹脂予備発泡粒子
【課題】 軽量かつ優れたエネルギー吸収材として適用しうる発泡成形体が容易に得られる、スチレン系樹脂予備発泡粒子を提供すること。
【解決手段】 スチレン系樹脂組成物からなるスチレン系樹脂粒子に発泡剤を含浸し、予備発泡して得られるスチレン系樹脂予備発泡粒子において、該スチレン系樹脂予備発泡粒子の中心を含む断面が、気泡径が100μm以上からなる中心部と、気泡径が100μm未満である表層部からなり、該中心部はスチレン系樹脂予備発泡粒子の直径の80%以上95%以下であり、中心部の平均気泡径が200μm以上1000μm以下であるスチレン系樹脂予備発泡粒子。
(もっと読む)
難燃性ポリオレフィン系樹脂予備発泡粒子、その製造方法、および、難燃性ポリオレフィン系樹脂型内発泡成形体
【課題】 自動車用部材などに好まれる黒色を有しつつ、型内成形性、表面外観などを損ねることなく、従来のカーボンブラックを用いた黒色の型内発泡成形体と比べ燃えにくく、燃焼性規格に適合可能なポリオレフィン系樹脂型内発泡成形体を製造しうる難燃性ポリオレフィン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリオレフィン系樹脂100重量部に対し、黒色の酸化鉄粒子1重量部以上15重量部以下を含んでなるポリオレフィン系樹脂組成物を基材樹脂とする難燃性ポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
熱可塑性樹脂発泡体
【課題】 本発明は、耐熱性、耐薬品性、低透湿性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れ、さらには建築資材用途に求められる難燃性に合致した、厚肉の熱可塑性樹脂発泡体であり、特に、ポリスチレン樹脂発泡体では満たすことのできない、耐熱性や耐薬品性に対する要求を満たす熱可塑性樹脂発泡体を提供する。
【解決手段】 N−アルキル置換マレイミド単位0.04重量%以上30重量%未満、芳香族ビニル単位40〜75重量%およびシアン化ビニル単位10〜33重量%からなる(3単位の合計が100重量%)熱可塑性樹脂組成物を発泡させてなる熱可塑性樹脂発泡体であって、熱可塑性樹脂組成物100重量部に対し、5%熱重量減少開始温度が230℃以上、かつ融点もしくは軟化点が150℃以上である臭素系難燃剤を3〜15重量部含有してなるものであり、発泡体の厚みが10〜150mmであることを特徴とする、熱可塑性樹脂発泡体。
(もっと読む)
熱可塑性樹脂発泡体
【課題】 本発明は、耐熱性、成形性、低透湿性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れ、さらには建築資材用途に求められる難燃性に合致した、厚肉の熱可塑性樹脂発泡体であり、特に、熱溶融アスファルトに対する短時間耐熱性や、140℃での長時間耐熱性に優れる熱可塑性樹脂発泡体を提供する。
【解決手段】 N−アルキル置換マレイミド単位30〜50重量%、芳香族ビニル単位40〜60重量%およびシアン化ビニル単位10〜20重量%からなる(3単位の合計が100重量%)熱可塑性樹脂組成物を発泡させてなる熱可塑性樹脂発泡体であって、熱可塑性樹脂組成物100重量部に対し、5%熱重量減少開始温度が270℃以上、かつ融点もしくは軟化点が150℃以上である臭素系難燃剤を3〜15重量部含有してなるものであり、発泡体の厚みが10〜150mmであることを特徴とする、熱可塑性樹脂発泡体。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法

【課題】発泡剤に含まれているクエン酸ナトリウムの分解残渣が金型の内面に堆積することを防止することが可能な熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】発泡剤が添加された熱可塑性樹脂20を加熱する加熱工程と、加熱され溶融した熱可塑性樹脂20を固定金型12及び可動金型14の間に形成されたキャビティ16内に射出する射出工程と、可動金型14を固定金型12から所定の距離だけ離間させることでキャビティ16内に射出された熱可塑性樹脂20を発泡させる発泡工程と、を有する熱可塑性樹脂発泡成形体30の製造方法であって、前記発泡剤に含まれている炭酸水素ナトリウム及びクエン酸ナトリウムの重量比が、1:0.1〜0.2であることを特徴とする。前記発泡剤は、ステアリン酸リチウムを含むことが好ましい。
(もっと読む)
帯電防止性に優れた熱可塑性樹脂発泡体
【課題】 本発明は、優れた帯電防止性を有し、耐熱性、表面性、成形性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れる、建築資材用途に適正な厚肉の耐熱性熱可塑性樹脂発泡体、特に、スチレン樹脂発泡体では満たすことのできない耐熱性に優れる耐熱性熱可塑性樹脂発泡体を提供する。
【解決手段】 N−アルキル置換マレイミド単位0.04〜50重量%、芳香族ビニル単位40〜75重量%およびシアン化ビニル単位10〜33重量%からなる(3単位の合計が100重量%)熱可塑性樹脂組成物を発泡させてなる熱可塑性樹脂発泡体であって、該熱可塑性樹脂組成物100重量部に対して、カチオン系帯電防止剤、両性帯電防止剤および非イオン系帯電防止剤よりなる群から選ばれる少なくとも1種である帯電防止剤3〜30重量部を配合してなるものであり、発泡体の厚みが10〜150mmであることを特徴とする、帯電防止性に優れた熱可塑性樹脂発泡体。
(もっと読む)
発泡成形体および発泡成形体の製造方法
【課題】耐衝撃性に優れた発泡成形体とその製造方法を提供すること。
【解決手段】強化繊維と樹脂成分とを含有する樹脂組成物とからなる発泡成形体であって、前記強化繊維は、ポリアルキレンテレフタレートおよび/またはポリアルキレンナフタレンジカルボキシレートからなるベース繊維(A−I)と、該ベース繊維(A−I)100重量部あたり0.1〜10重量部の、前記ベース繊維(A−1)の表面に付着した収束剤(A−II)を含有する表面処理繊維(A)を含有し、前記樹脂成分は、不飽和カルボン酸および/または不飽和カルボン酸誘導体で変性されたポリオレフィン樹脂である変性ポリオレフィン樹脂(B)を含有する発泡成形体であって、発泡倍率が1.3〜5倍であることを特徴とする発泡成形体。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子およびそれを用いたポリプロピレン系樹脂発泡成形体
【課題】 肉厚が薄い部分と厚い部分を併せてもつような複雑な形状の発泡成形体についても、表面性、融着、ヒケ、変形、寸法性を良好なままに維持しながらも、成形サイクルを短縮できて、生産性の向上が可能なポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 代表的には、水添石油樹脂0.5重量%以上5重量%以下を含んでなり、該ポリプロピレン系樹脂組成物の融点が143℃以上146℃以上であり、メルトインデックスが6g/10分以上8g/10分以下であるポリプロピレン系樹脂組成物を基材樹脂とすることを特徴とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
帯電防止性スチレン系樹脂発泡成形体及びその製造方法
【課題】スチレン系樹脂粒子に易揮発性発泡剤及び界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことでスチレン系発泡成形体を製造する方法で、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られる成形方法を提供する。
【解決手段】スチレン系樹脂粒子に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで型内発泡成形を行なうに際し、型内発泡後の冷却工程を行なった後に、更に水処理工程を行なうことで上記の課題を解決する。
(もっと読む)
ポリプロピレン系押出発泡成形体およびその製造方法
【課題】従来の押出発泡装置を用いて製造でき、高発泡倍率かつ表面外観の良好なポリプロピレン系押出発泡成形体およびその製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と発泡材料とを含有する混合物を押出機内で溶融混練した後、ダイ150から押出発泡させた押出発泡体を、結晶化する前に金型成形して冷却固化し、所定の寸法のポリプロピレン系押出発泡成形体を得る。ポリプロピレン系樹脂は、以下のAおよびBを満たし、低圧領域に押出発泡した際、ダイ出口近傍でダイクリアランスが最小となる部位におけるダイ壁面の見かけの剪断速度が10s-1以上1000s-1以下であり、発泡倍率が3倍以上である。(A)測定温度210℃、剪断速度1216s-1の条件でのキャピラリーフローテストにおいて、バーグレー補正における圧力補正値が4MPa以上である。(B)メルトフローレート(MFR)が0.5g/10分以上である。
(もっと読む)
射出発泡体の製造方法
【課題】簡単な構成で外観不良を防止できる射出発泡体の製造方法を提供する。
【解決手段】樹脂と発泡材料と溶融混練した混合物を、金型のランナの断面積の20%以上250%以下の断面積に設計したサイドゲート145を介して、型締した金型のキャビティ144内に充填し、コアバックにより発泡させる。ゲートの位置の融通性があるサイドケートによりゲートマークが外観に現れず、ランナ143からゲートを介してキャビティに円滑に注入する状態となり、気泡によるスワールマークやあばたなどの発生を防止できる。サイドゲートの形状を所定の形状に設定する簡単な構成で、発生する気泡による痕跡が残らないように金型を加熱する必要もなく、外観が良好な射出発泡体を提供できる。
(もっと読む)
発泡性ポリスチレン系樹脂粒子及びその製造方法、並びに、予備発泡粒子及び発泡成形品
【課題】 本発明は、成形サイクルが短く且つ成形直後において表面硬度の高い発泡成形品を得ることができる発泡性ポリスチレン系樹脂粒子を提供する。
【解決手段】 本発明の発泡性ポリスチレン系樹脂粒子は、ポリスチレン系樹脂粒子100重量部にブタン4.5〜10重量部及びプロパン0.7〜2.7重量部を含有する発泡剤を含浸させてなることを特徴とするので、発泡成形サイクルが短いと共に、発泡性ポリスチレン系樹脂粒子を用いて得られた発泡成形品はその発泡直後においても優れた表面硬度を有しており粘着性フィルムなどの貼着作業も円滑に且つ確実に行なうことができる。
(もっと読む)
帯電防止性熱可塑性樹脂発泡成形体とその製造方法、帯電防止性熱可塑性樹脂発泡成形体製造用成形型及び帯電防止性熱可塑性樹脂発泡成形体製造用成形装置
【課題】予備発泡粒子が水蒸気に接触した場合にカチオン系帯電防止剤の流亡が少なくなり、低コストで帯電防止特性に優れた発泡成形体を得ることが可能な技術の提供。
【解決手段】熱可塑性樹脂粒子に発泡剤を含ませ、少なくとも粒子表面にカチオン系帯電防止剤を付着させた発泡性熱可塑性樹脂粒子を用意し、該発泡性熱可塑性樹脂粒子を加熱し発泡させて予備発泡粒子を作製し、次いで該予備発泡粒子を、所望の成形体形状と合致するキャビティを有する成形型の該キャビティ内に充填し、成形型のベントホールを通してキャビティ内に水蒸気を流して加熱し、予備発泡粒子を膨張・融着させる型内発泡成形を行って発泡成形体を製造する方法において、成形型の発泡成形体が接触する成形面の面積に占めるベントホールの開口面積の割合である開口率を0.5%〜1.0%の範囲として型内発泡成形を行うことを特徴とする帯電防止性熱可塑性樹脂発泡成形体の製造方法。
(もっと読む)
スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法ならびに該製造方法から得られるスチレン改質ポリエチレン系樹脂予備発泡粒子、および、スチレン改質ポリエチレン系樹脂発泡成形体
【課題】 スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法において、ポリエチレン系樹脂粒子にスチレン系単量体を含浸、重合させる際にポリエチレン系樹脂粒子同士が付着しにくいスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法を提供すること。
【解決手段】 ポリエチレン系樹脂粒子を含む水性懸濁液にスチレン系単量体を添加することによりポリエチレン系樹脂粒子にスチレン系単量体を含浸、重合させて得られるスチレン改質ポリエチレン系樹脂粒子を発泡させるスチレン改質ポリエチレン系樹脂予備発泡粒子を製造する方法において、ポリエチレン系樹脂粒子が、エチレン−酢酸ビニル共重合体を樹脂温度230℃以上280℃以下で押し出し、水中カット方式により作製されたポリエチレン系樹脂粒子であるスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
81 - 100 / 152
[ Back to top ]