
Fターム[4F074CC62]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (6,953) | 装置部材 (202) | 型 (152)
Fターム[4F074CC62]に分類される特許
61 - 80 / 152
ビーズ法ポリスチレン発泡体を用いた真空発泡断熱体及び芯材の製造方法とその方法による真空発泡断熱体
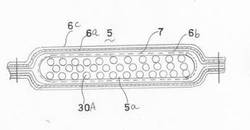
【課題】 従来断熱材として使用しているビーズ法ポリスチレンの発泡体は、独立気泡体構造であるため、通気性が全く無いために、それ自体の真空引きが不可能であったが、特別な加工技術を用いることなく、簡便な手段により真空引き可能な構造体のビーズ法ポリスチレン発泡体を用いた真空発泡断熱体及び芯材の製造方法とその方法による真空発泡断熱体を提供する。
【解決手段】 容器に発泡粒子を入れ、これを釜内の蒸気で加熱しV/W(嵩倍数)が20倍から50倍、好ましくは37倍の予備発泡ビーズ3を作り、これを金型に入れて加熱し所望の形状の芯材30とし、この芯材30を真空封止材6で被覆し真空引きをして溶着封止することにより真空発泡断熱体5が形成される。
(もっと読む)
シートパッド用発泡成形体及びシートパッド製造方法

【課題】バリ部除去後のシートパッドの外面形状にバラ付きが生じにくいシートパッド用発泡成形体及びシートパッド製造方法を提供する。
【解決手段】通気孔Tは、発泡成形体1の前面3及び後面4にそれぞれ設けられた凹部5,6により形成される。凹部5,6の底面同士の間がバリ部2となっている。バリ部2は、前面3及び後面4から通気孔T内に後退した位置に形成されている。バリ部2の周縁部に沿って比較的厚さの小さい薄肉部2aが形成されており、それよりも該バリ部2の中央側は、比較的厚さの大きい厚肉部2bとなっている。該薄肉部2aは、バリ部2の全周にわたって形成されている。発泡成形体1からシートバックを製造するに当っては、作業者が指を凹部5又は凹部6に差し入れ、バリ部2の厚肉部2bを押す。これにより、バリ部2の薄肉部2aに応力が集中して該薄肉部2aが破断し、バリ部2が発泡成形体1から分離する。
(もっと読む)
屋根用下地材に用いる断熱材用発泡性ポリスチレン系樹脂粒子及び屋根用下地材用断熱材
【課題】 樹脂粒子中に難燃剤を均一に含浸させることができ、発泡させた時に気泡の粗密がなく、90℃で168時間加熱した時の寸法変化率が±0.5%以内の耐熱性を有し、断熱性が優れるとともに、成形時のキャビティ内への充填性が優れ、成形時に粒子同士の熱融着性に優れていると共に、優れた難燃性を有する発泡成形品を得ることができる。
【解決手段】 ポリスチレン系樹脂粒子径の変動係数(CV値)が5〜15%であるポリスチレン系樹脂粒子を水性懸濁液中に分散させた後、発泡剤を含浸させる前又は含浸中に、可塑剤100重量部に対して粉末状の難燃剤2,2−ビス[4−(2,3−ジブロモアルコキシ)−3,5−ジブロモフェニル]−プロパン40〜300重量部を可塑剤に溶解させてなる難燃剤溶解液を上記水性懸濁液中に供給して、
上記ポリスチレン系樹脂粒子中に上記難燃剤を含浸させ発泡性ポリスチレン系樹脂粒子を用いて、予備発泡させ、
その予備発泡粒子を型内に充填して発泡させて得られたポリスチレン系発泡成形体であって、平均弦長が30〜380μmである。
(もっと読む)
発泡性ポリスチレン系樹脂粒子およびその製造方法
【課題】 樹脂粒子中に難燃剤を均一に含浸させることができ、発泡させた時に気泡の粗密がなく、成形時に粒子同士の熱融着性に優れていると共に、優れた難燃性を有する発泡成形品を得ることができる。
【解決手段】 水性懸濁液中に分散させたポリスチレン系樹脂粒子に発泡剤を含浸させる前又は含浸中に、可塑剤100重量部に臭素系難燃剤として2,2−ビス[4−(2,3−ジブロモアルコキシ)−3,5−ジブロモフェニル]−プロパン40〜300重量部を可塑剤に溶解させてなる難燃剤溶解液を、上記水性懸濁液中に供給して、上記ポリスチレン系樹脂粒子中に上記難燃剤を含浸させる。
(もっと読む)
ゴム印材及びその製造方法
【課題】スポンジゴム層と発泡ゴム層とが剥離するおそれがなく、反りを抑制可能で、スタンプ用印材として好適なゴム印材及びその製造方法を提供することを目的とする。
【解決手段】本発明のゴム印材の製造方法は、原料ゴム、加硫剤及び水溶性粉末を含有するスポンジゴム層用ゴム組成物と、原料ゴム、加硫剤及び熱膨張性マイクロカプセルを含有する発泡ゴム層用ゴム組成物とをそれぞれシート状に成形した後、互いに重ね合せた状態で金型内で加熱し、熱膨張性マイクロカプセルを膨張させることにより発泡ゴム層用ゴム組成物を発泡させ、その発泡圧力によってスポンジゴム層用ゴム組成物と発泡ゴム層用ゴム組成物とを互いに圧接させて一体に加硫接着させることによって積層体1を形成し、積層体1を洗浄液で洗浄することにより、スポンジゴム層用ゴム組成物中の水溶性粉末を溶解除去してスポンジゴム層2を形成することを特徴とする。
(もっと読む)
熱可塑性樹脂連続気泡発泡シートとその製造方法
【課題】 通液性を有し、均一な連続気泡構造、つまり均一な気泡、気孔を有し、シート形態に捻れのない熱可塑性樹脂連続発泡シートを得ることを課題とする
【解決手段】 気泡の長径が1μm以上1000μm以下、短径が1μm以上1000μm以下であり、かつ気泡の長径が気泡の短径より大きく、気孔の長径が1μm以上1000μm以下であり気泡の長径より小さく、気孔の短径が1μm以上1000μm以下であり気泡の短径より小さく、かつ、連続気泡率が95%以上100%以下、密度が0.1g/cm3以上0.5g/cm3以下である熱可塑性樹脂連続気泡発泡シート。
(もっと読む)
変成シリコーン樹脂軟質発泡体及び該発泡体からなる寝具
【課題】柔軟性が高く、かつ低密度である変成シリコーン樹脂軟質発泡体を提供する。
【解決手段】分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰返し単位がオキシアルキレン系単位からなる数平均分子量が15000以上の重合体(B)、ヒドロシリル化触媒(C)、分子鎖中に少なくとも1個のアルケニル基と、少なくとも1個のヒドロキシル基を有する化合物(D)、分子鎖中にアルケニル基を有さない活性水素基含有化合物である発泡剤(E)を含んでなる液状樹脂組成物を硬化してなる、密度が150kg/m3以下である変成シリコーン樹脂軟質発泡体。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子の製造方法
【課題】 発泡倍率が高く、かつセルのバラツキが無いポリプロピレン系樹脂予備発泡粒子を製造し得るポリプロピレン系樹脂粒子を提供すること
【解決手段】 コモノマー量が4.0重量%未満であるポリプロピレン系樹脂80重量%以上99重量%以下、コモノマー量が4.0重量%以上であるポリプロピレン系樹脂1重量%以上20重量%以下を含んでなるポリプロピレン系樹脂100重量部に対し、親水性化合物0.01重量部以上10重量部以下を含有するポリプロピレン系樹脂組成物を基材樹脂とすることを特徴とするポリプロピレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
発泡成形用熱可塑性樹脂組成物、これを用いた発泡成形体及び発泡成形体の成形方法
【課題】微細な発泡セル構造を発現し、発泡成形体の部位によらず発泡セルの大きさが均一であり、機械的性能にも優れる発泡成形体を成形することができる発泡成形用熱可塑性樹脂組成物、これを用いた発泡成形体及び発泡成形体の成形方法を提供すること。
【解決手段】発泡成形用熱可塑性樹脂組成物は、ゴム質重合体(a)を基準とした熱シクロヘキサン溶解量が1〜99質量%であるゴム強化スチレン系樹脂(A)5〜90質量%と、スチレン系樹脂(B)0〜85質量%と、芳香族ポリカーボート樹脂(C)10〜90質量%と、成分(A)〜(C)の合計100質量部に対し化学発泡剤(D)0.1〜5質量部とからなり、成分(A)〜(C)の合計100質量%に対するゴム質重合体(a)の割合が3〜50質量%である。第2型部3と第1型部2との間のキャビティ41A内に、溶融した熱可塑性樹脂組成物60を充填し、コアバック射出成形を行う。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子
【課題】 複雑な形状を含む様々な形状のポリプロピレン系樹脂型内発泡成形体を幅広い成形加工条件で、良好な表面性かつ内倒れの小さい型内発泡成形体を容易に製造できるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 メルトインデックスが3g/10min以上20g/10min以下であるポリプロピレン系樹脂を基材樹脂とする、ポリプロピレン系樹脂予備発泡粒子であって、示差走査熱量計を用い、40℃から200℃まで10℃/分の速度で昇温し、ひきつづいて200℃から40℃まで10℃/分の速度で冷却、再度40℃から200℃まで10℃/分の速度で昇温して得られる、樹脂融点が145℃未満であって、樹脂融点から融解終了温度までの融解熱量の樹脂融解熱量全体に対する割合である高温融解熱量比率が20%以上であり、かつ樹脂の曲げ弾性率が800MPa以上であることを特徴とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
樹脂発泡体の製造方法
【課題】連続気泡を有し、表面に開口する気泡が形成されている樹脂発泡体を容易に、かつ高い設計自由度で製造することができる樹脂発泡体の製造方法を提供する。
【解決手段】発泡体の製造方法は、熱可塑性樹脂と、発泡剤と、熱可塑性樹脂の融点よりも高い融点を有する可溶性粒子23とを含む樹脂材料を溶融し、混練した後に、キャビティ13に射出して充填する工程と、樹脂材料が充填されたキャビティ13の容積を拡大することにより樹脂材料を発泡させて樹脂発泡体21を形成する工程と、樹脂発泡体21を、可溶性粒子23を溶解させる液体25中に浸漬することにより、可溶性粒子23を溶解させる工程とを備えている。
(もっと読む)
発泡性スチレン系樹脂粒子
【課題】 含有されるスチレン系モノマー量が極めて少ないにも関わらず、優れた発泡性を有し、発泡成形体にした際に良好な機械的強度および外観を有する発泡性スチレン系樹脂粒子を、生産性を悪化させることなく提供する。
【解決手段】 発泡性スチレン系樹脂粒子の重量平均分子量Mwが20万以上32万未満、かつ、重量平均分子量Mwと数平均分子量Mnの比Mw/Mnが2.2以上2.9未満とすることにより、含有するスチレン系モノマーが1000ppm未満でありながら、上記特性を有する発泡性スチレン系樹脂粒子を得ることができる。さらに、該発泡性スチレン系樹脂粒子は、重合転化率が60%未満までの重合温度を80℃以上100℃未満とし、重合転化率が60%以上85%未満の間に重合温度を100℃以上130℃未満へ昇温を開始し、その後重合温度を100℃以上130℃未満で維持する懸濁重合にて製造することにより、効率的に得ることができる。
(もっと読む)
発泡性スチレン系樹脂粒子
【課題】 含有されるスチレン系モノマー量が極めて少ないにも関わらず、優れた発泡性を有し、発泡成形体にした際に良好な機械的強度および外観を有する発泡性スチレン系樹脂粒子を、生産性を悪化させることなく提供する。
【解決手段】 発泡性スチレン系樹脂粒子の重量平均分子量Mwが20万以上32万未満、かつ、重量平均分子量Mwと数平均分子量Mnの比Mw/Mnが2.2以上2.9未満とすることにより、含有するスチレン系モノマーが1000ppm未満でありながら、上記特性を有する発泡性スチレン系樹脂粒子を得ることができる。さらに、該発泡性スチレン系樹脂粒子は、重合転化率が60%未満までの重合温度を80℃以上100℃未満とし、重合転化率が60%以上85%未満の間に重合温度を100℃以上130℃未満へ昇温を開始し、その後重合温度を100℃以上130℃未満で維持する懸濁重合にて製造することにより、効率的に得ることができる。
(もっと読む)
発泡性レゾール型フェノール樹脂成形材料およびその製造方法ならびにフェノール樹脂発泡体
【課題】 特に改善された外観を有し、しかも、密度35kg/m3以下においても、標準的な密度である40kg/m3程度の発泡体の有する力学的性能と比較して実用上問題のない程度の低下に抑えられ、かつpHが高く、良好な腐食防止性を有するフェノール樹脂発泡体を与え得る発泡性フェノール樹脂成形材料、および該成形材料を用いてなるフェノール樹脂発泡体を提供する。
【解決手段】 液状レゾール型フェノール樹脂、発泡剤、整泡剤、酸硬化剤および添加剤を含む発泡性レゾール型フェノール樹脂成形材料であって、前記添加剤が、平均粒子径80μm以下の含窒素架橋型環式化合物である発泡性レゾール型フェノール樹脂成形材料、および該成形材料を発泡硬化させてなるフェノール樹脂発泡体である。
(もっと読む)
発泡性レゾール型フェノール樹脂成形材料およびフェノール樹脂発泡体
【課題】強度に優れ、かつ収縮の少ないフェノール樹脂発泡体を与える発泡性フェノール樹脂成形材料、および前記特性を有するフェノール樹脂発泡体を提供する。
【解決手段】液状レゾール型フェノール樹脂、発泡剤、整泡剤および酸硬化剤を含む発泡性レゾール型フェノール樹脂成形材料において、添加剤としてアンモニウム化合物が混合されていることを特徴とする発泡性レゾール型フェノール樹脂成形材料である。
(もっと読む)
熱可塑性エラストマー組成物、並びにこれを用いた発泡体及びその製造方法
【課題】化学架橋によらない3次元網目構造を有し、流動性、軟化材保持性、発泡性、弾性回復性及び柔軟性に優れた熱可塑性エラストマー組成物を提供する。
【解決手段】本発明の熱可塑性エラストマー組成物は、油展エチレン系共重合体(A)からなるマトリックス中において、結晶性ポリエチレン系樹脂(B)及び特定のブロックを有する水添ブロック共重合体(C)が3次元網目構造を形成している熱可塑性エラストマー組成物であり、油展エチレン系共重合体(A)のエチレン系共重合体が、デカリン溶媒中135℃で測定した極限粘度[η]が、5.5〜9.0dl/gであり、且つ重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)の値が、3以下のものである。
(もっと読む)
改善された断熱能力を備えた発泡性ビニル芳香族ポリマーの組成物、それを製造するプロセス、及びそれから得られる発泡品
50〜100質量%の1種以上のビニル芳香族モノマー及び0〜50質量%の少なくとも1種の共重合可能なモノマーを重合することによって得られるマトリックス;ポリマー(a)に対して計算して1〜10質量%の、ポリマーマトリックス中に組み込まれる発泡剤;ポリマー(a)に対して計算して0〜25質量%の、0.5乃至100μmの平均直径を有し、ASTM D−3037/89に従って測定して5乃至200m2/gの範囲の表面積を有するカーボンコークスを含む充填剤;ポリマー(a)に対して計算して0.05〜10質量%の、1乃至30μmの範囲の粒子平均直径(サイズ)、ASTM D−3037/89に従って測定して5乃至500m2/gの範囲の表面積、及び1.5乃至5g/cm3の範囲の密度を有する粒子形態の発泡グラファイト、を含む発泡性ビニル芳香族ポリマー。 (もっと読む)
多孔質材料を用いた発泡成形品の製造方法
【課題】マイクロ波を照射することで繊維強化材と一体化した発泡成形品を製造するにあたって、曲げ強度に優れており、繊維強化材が発泡成形品の表面層付近に配置されることで繊維強化材による補強効果が十分に発揮され、かつ、良好な寸法安定性を有する発泡成形品を製造すること。
【解決手段】湿潤状態の多孔質材料を準備する第一工程、前記湿潤状態の多孔質材料に、熱硬化性樹脂を含浸させる第二工程、成形型内に、熱硬化性樹脂を含浸した多孔質材料、及び、繊維強化材を封入する第三工程、第三工程の後、前記成形型の外側からマイクロ波を照射して、前記熱硬化性樹脂の発泡・硬化及び成形を行うことで、発泡成形品を形成する第四工程、及び、前記成形型から前記発泡成形品を取り出す第五工程を含む、発泡成形品の製造方法。
(もっと読む)
シンタクチックフォームの製造方法
【課題】製造コストの低減を図る上で有利なシンタクチックフォームの製造方法を提供する。
【解決手段】熱硬化性樹脂が含浸されたマイクロバルーンMが収容されたモールド20を加熱用のオーブンに入れ、該オーブンの雰囲気温度を制御することにより、モールド20内のマイクロバルーンMに含浸された熱硬化性樹脂を加熱硬化させることでシンタクチックフォームを得る。この際、モールド20内で熱硬化性樹脂Rが硬化する反応を続けている間に、マイクロバルーンMに含浸させたものと同一の液状の熱硬化性樹脂Rをモールド20内に注入するようにした。これにより、モールド20内において中心部分の熱硬化性樹脂Rが硬化収縮して体積が減少することで不足した周辺部分の熱硬化性樹脂Rを補うことができる。
(もっと読む)
樹脂発泡成形体
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
61 - 80 / 152
[ Back to top ]