
Fターム[4F074CC62]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (6,953) | 装置部材 (202) | 型 (152)
Fターム[4F074CC62]に分類される特許
101 - 120 / 152
連続気泡を有する多孔質ゴム印材とその製造方法
【課題】ゴムの引張強度を損ねることなく、ゴム硬度を上昇させた、連続気泡を有する多孔質ゴム印材を提供し、かつ、悪臭による環境問題を生じることなく、前記の多孔質ゴム印材を製造する方法を提供すること。
【解決手段】原料ゴムと、原料ゴム100部に対して0.1〜100部配合したABS系樹脂と、加硫剤と、充填剤と、水溶性微粉末とを混練してマスターバッチを得る工程と、前記マスターバッチを金型内で加熱硬化させる加硫工程と、加硫後に水溶性微粉末を洗除する工程、とからなる製造方法によって得られる連続気泡を有する多孔質ゴム印材であって、JIS K 6253に準拠して測定したゴム硬度が、60以上であって、JIS K 6251に準拠して測定した引張強度が、1.1MPa以上であることを特徴とする、連続気泡を有する多孔質ゴム印材。
(もっと読む)
ポリプロピレン系樹脂発泡粒子の製造方法、ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂型内発泡成形体
【課題】 無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
(もっと読む)
粒状体の接着方法および有害物質除去フィルタとこれを用いた有害物質除去フィルタユニット
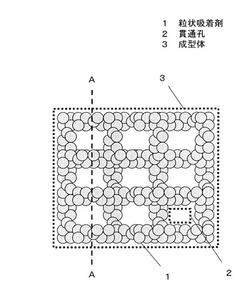
【課題】接着強度に優れ、粒状体の機能性を最大限に活用できる粒状体の接着方法が必要とされている。
【解決手段】本発明の粒状体の接着方法は、粒状体の表面を被覆するとともに粒状体同士を連結しているホットメルト樹脂膜8に、微細孔9を形成することによって流体透過性を持たせることを特徴とする。粒状体をホットメルト樹脂膜8が被覆しているので接着強度が大きく、ホットメルト樹脂膜8が流体透過性を有しているので流体の粒状体への到達や粒状体からの流体の放出が促進され、粒状体の吸着容量を最大限に活用できる粒状体の接着方法である。
(もっと読む)
熱可塑性エラストマー組成物発泡体の製造方法
【課題】発泡セルの微細性および発泡セルの均一性に優れるスチレン系熱可塑性エラストマー組成物発泡体を射出発泡成形により製造する方法を提供すること。
【解決手段】下記成分(A)、成分(B)および成分(C)を含有し、成分(A)100重量部あたり、成分(B)の含有量が5〜150重量部であり、成分(C)の含有量が5〜300重量部である熱可塑性エラストマー組成物と発泡剤とを、射出成形機により射出成形用金型のキャビティーに射出し、射出完了後4秒以上保持し、次に、キャビティー壁面を予め設定した位置まで移動させることによりキャビティーの容積を拡大させる熱可塑性エラストマー組成物発泡体の製造方法。
(A):芳香族ビニル化合物ブロックと共役ジエン化合物ブロックとを有するブロック共重合体の水素添加物
(B):プロピレン系樹脂
(C):鉱物油軟化剤
(もっと読む)
精密形状付与多孔質粒子
精密形状付与複合材料及びこれらの複合材料の製造方法が開示されている。本開示の方法は、前駆体組成物を、少なくとも1つの連続表面及び複数の空洞を有する生産工具上に導入して、空洞の少なくとも一部を前駆体組成物で充たすことを含み、その際、前駆体組成物が硬化によって、空洞に対応する形状を有する組成物を形成し、それにより、次の(a)10m2/g以上又は(b)5kダルトン以上を含む多孔性を有する、複数の、個々の、精密形状付与粒子を形成することからなる。精密形状付与粒子は、少なくとも1つのほぼ平坦な側面を有する。精密形状付与粒子は、容器内に閉じ込めて、クロマトグラフィー用途に使用することができる。 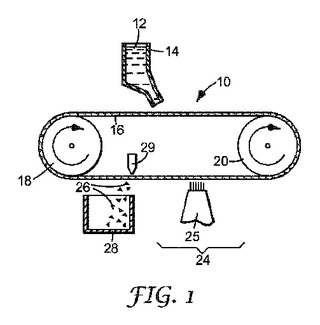 (もっと読む)
(もっと読む)
発泡成形用熱可塑性樹脂、発泡成形用熱可塑性樹脂組成物、発泡成形体および履き物
【課題】フィルムに成形した際にFEを多く含み、フィルムとして使用できないような熱可塑性樹脂の新たな用途を提供する。
【解決手段】厚み30μmのフィルムにした場合に、最大長さ0.5mm以上のフィッシュアイ(FE)の個数が、50個/m2以上である発泡成形用熱可塑性樹脂。前記発泡成形用熱可塑性樹脂と、発泡剤とを含む発泡成形用熱可塑性樹脂組成物。前記発泡成形用熱可塑性樹脂組成物を発泡せしめてなる発泡成形体。前記発泡成形用熱可塑性樹脂、架橋剤および熱分解型発泡剤を、前記架橋剤および化学型発泡剤が分解しない温度で溶融混合して、発泡成形用熱可塑性樹脂組成物を製造する方法。
(もっと読む)
表面に図示記号を有する超吸収性発泡体
超吸収性発泡体は、乾燥発泡体の総重量に対して、少なくとも1質量%の無機粉末固体を含み、少なくとも1つのその表面に図示記号を有する。前記発泡体は、対応する量の無機固体を含有する発泡モノマー混合物を、少なくとも1つのその内壁表面に図示記号を有する成形型の中で重合することを特徴とする方法により得ることができる。 (もっと読む)
生分解性成形物

【課題】複雑な形状を有していても十分な強度を実現でき、かつ少なくとも十分な耐水性も実現する上に、非常に良好な生分解性を発揮することができ、さらに吸湿強度に優れた、デンプンを主成分とした生分解性成形物を提供する。
【解決手段】生分解性成形物としてのどんぶり型容器(10a)は、デンプンを主成分とする容器本体(11a)の表面に、変性ポリエステルからなる生分解性プラスチックを主成分とし、少なくとも疎水性を有する被覆フィルム(12)を貼り付けてなっている。上記容器本体(11a)は、ハイアミロースデンプンおよび水を含むスラリー状またはドウ状の成形用原料、あるいはデンプン、ポリビニルアルコール、および水を含むスラリー状またはドウ状の成形用原料を水蒸気発泡させることによって成形されたものである。
(もっと読む)
熱可塑性樹脂の型内発泡成形装置及び成形方法
【課題】熱可塑性樹脂の発泡成形体、特にポリ乳酸を主原料とする発泡成形体の成形において、コスト的なデメリットや、生産性の低下を防止しつつ、成形性を向上し得る熱可塑性樹脂の型内発泡成形装置及び成形方法を提供する。
【解決手段】熱可塑性樹脂からなる予備発泡粒子を金型11、12のキャビティ13内において加熱して発泡させ、成形体を成形する熱可塑性樹脂の型内発泡成形装置10であって、金型11、12として耐圧金型を用い、金型11、12のチャンバー23、27に二酸化炭素を設定圧力で且つ設定時間だけ加圧供給する二酸化炭素供給手段35を設け、キャビティ13への予備発泡粒子の充填後、二酸化炭素供給手段35によりキャビティ13内に二酸化炭素を加圧供給して、予備発泡粒子に二酸化炭素を圧入してから、予備発泡粒子を加熱して発泡させた。
(もっと読む)
含油摺動材およびすべり軸受
【課題】軟質相手材を摩耗させることなく、かつ優れた寸法精度あるいは回転精度を有するすべり軸受および含油摺動材を提供する。
【解決手段】相手材と摺動する摺動面が合成樹脂層2の一面に形成され、該合成樹脂層2の反摺動面に金属焼結体3で形成されてなる潤滑油供給層を有するすべり軸受1であって、上記合成樹脂層2が連通孔を有する充填剤を配合した樹脂組成物を射出成形してなり、上記連通孔を有する充填剤は、一次粒子が集合して真球状シリカ粒子を形成した連続孔を有する球状多孔質シリカであり、該球状多孔質シリカの平均粒子径が 0.5〜100 μmである。
(もっと読む)
PTFE多孔体を使用したシール材
【課題】肌理の細かく表面が平滑で寸法精度が良好なPTFE多孔体を得ることができ、且つPTFE多孔体の気孔率を容易に制御することができる技術によって、使用するに充分な硬度、柔軟性及び弾性を得ることできるシール材を提供すること。
【解決手段】気孔率が5%以上で、示差走査熱量測定(DSC)による結晶融解曲線において焼成状態(完全焼成)の吸熱ピークのみを有し、または、焼成状態(完全焼成)の吸熱ピークを明確にならない程度に有し、非延伸のPTFE多孔体を使用したシール材。気孔の形状が、特定の方向に配向しているシール材。PTFE粉末と、ジカルボン酸粉末と有機溶剤を含む造孔剤とを混合してPTFE混合体とし、該PTFE混合体を所定形状に成形した後、上記造孔剤を除去することによって気孔を設けたPTFE多孔体を使用したシール材。
(もっと読む)
難燃性ポリスチレン
(i)発泡ポリスチレン又は発泡性ポリスチレンのビーズ又は粒子と、(ii)発泡性防炎剤と、(iii)耐火性結合剤とを含み、(i)と(ii)と(iii)との総質量を基準に(i)の質量が20〜75質量%である組成物が開示されている。前記耐火性結合剤が金属、ケイ酸塩、金属アルミン酸塩、金属アルミノケイ酸塩及びゼオライトから選択される無機材料で、好ましくはケイ酸ナトリウム水溶液である。難燃性ポリスチレンの製造方法も開示されている。 (もっと読む)
ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体
【課題】 ポリプロピレン系樹脂予備発泡粒子の型内成形において、低加熱成形にて成形可能であり、短時間の乾燥で内倒れを解消し得、なおかつ良好な表面美麗性が優れるため、ポリプロピレン系樹脂が本来有する耐熱性、耐溶剤性、断熱性、緩衝性を全く阻害することなく、低コストで型内成形体を容易に得ることができるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 180℃での動的粘弾性測定における角振動数1rad/sでのtanδが1.0以上3.0以下であるポリプロピレン系樹脂を基材樹脂として、示差走査熱量計法による測定で2つの融解ピークを有し、該2つの融解ピークのうち、高温側融点に基づく融解ピーク熱量の融解ピーク全体熱量に対する比率が10〜70%であることを特徴とするポリプロピレン系樹脂発泡粒子。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子、その製造方法、および、型内発泡成形体
【課題】 ポリプロピレン系樹脂が本来から有する耐熱性、耐溶剤性、断熱性、緩衝性を保持しながらも、複雑な形状の型内成形において、短時間の乾燥で、内倒れを解消し得、なおかつ良好な表面美麗性、特に薄肉形状の部位の美麗性が優れ、さらに従来よりも低い成形時加熱蒸気圧で型内成形体を得ることができるポリプロピレン系樹脂予備発泡粒子を提供することにある。
【解決手段】 ポリプロピレン系樹脂100重量部に対し、脂肪酸アミド化合物0.05〜5重量部、石油樹脂および/またはテルペン系樹脂1〜20重量部を含んでなるポリプロピレン系樹脂組成物を基材樹脂とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
スチレン系樹脂押出発泡体およびその製造方法
【課題】 本発明は、優れた断熱性能を有し、かつ、建築資材、産業資材に適正な圧縮強度を有するスチレン系樹脂押出発泡体を提供する。
【解決手段】 炭素数が3〜5の飽和炭化水素および塩化アルキルを含む発泡剤を用いて、特定の3方向平均気泡径および厚み方向気泡異方化率を有する気泡構造とすることにより、優れた断熱性能を有し、かつ、建築資材、産業資材に適正な圧縮強度を有するスチレンスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子および型内発泡成形体
【課題】 表面に凹凸形状を有する型内発泡成形体において、成形に使用する金型の凹凸形状を良好に転写し得ることを可能にするポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 180℃での動的粘弾性測定における角振動数1rad/sでの貯蔵弾性率が200〜1000Paであるポリプロピレン系樹脂を基材樹脂とするポリプロピレン系樹脂予備発泡粒子であり、1個当りの重量が0.5〜3.0mgであり、示差走査熱量計法による測定で2つの融解ピークを示し、該2つの融解ピークのうち、高温側に現われる融解ピーク熱量の融解ピーク全体熱量に対する比率が10〜50%であることを特徴とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
ポリ乳酸発泡体の製造方法
含浸されたCO2のレベルを低下させることを可能にしながらPLA樹脂ビーズに、CO2を含浸させることおよびビーズが発泡することを防ぐ温度および圧力に、含浸されたビーズを保つことを含む膨張したポリ乳酸(PLA)樹脂ビーズの組成物の生成方法。この方法は、予膨張温度で、ビーズを予め膨張させることを含むことができる。予膨張に直ちに続いて、または所望の貯蔵期間後に、この方法は、型内に予め膨張させたビーズを導入すること、そして、予膨張に使用された温度より高い温度の適用によって、型内でビーズをさらに膨張させ、そして溶融させることを含むことができる。好ましい成型された生産物は、成型されたブロックおよび付形された成型された生産物、特に包装材料を形成するように適合されたブロックを含む。他の好ましい成型された生産物は、二つ折りの容器、ポット、箱、ボール、カップ、平皿およびトレイを含む容器等の日用品目を含む。 (もっと読む)
発泡フルオロポリマー物品
本発明は、発泡性熱可塑性ポリマー組成物から製造される物品を開示する。物品の発泡性組成物は、部分結晶性溶融加工性パーフルオロポリマーおよび発泡成核パッケージを含む。物品の発泡性組成物は、均一な発泡セルサイズを有し、発泡セルの少なくとも90%の発泡セルサイズが50マイクロメートル以下である。発泡成核パッケージは、パーフルオロポリマーと発泡成核パッケージの合計質量の0.1〜10質量%の範囲である。 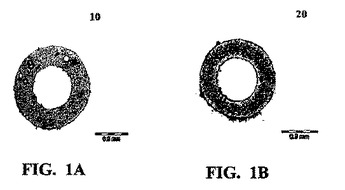 (もっと読む)
(もっと読む)
ポリオレフィン微多孔膜及びその製造方法
【課題】耐圧縮性、電解液注入性、機械的特性、透過性及び耐熱収縮性に優れたポリオレフィン微多孔膜を提供する。
【解決手段】超高分子量ポリエチレンの含有率が5質量%以下のポリエチレンを用いてゲル状成形物を形成し、これを延伸し、洗浄し、再び1.1〜1.8倍の倍率で延伸し、熱処理することにより得られ、水銀圧入法により求めた孔径分布曲線が少なくとも二つの極大を示す構造を有するポリオレフィン微多孔膜。
(もっと読む)
膨張方向が制御可能なマルチセグメント膨張性ポリマー組成物
膨張性ポリマー組成物を用いて、構造要素に含まれるキャビティを補強するか又はこのキャビティに種々の遮断性を施す。このポリマー組成物は、2つ以上の異なるセグメントを含み、これらのセグメントは連結されていてもよく、連結されていなくてもよい。加熱した際に少なくとも1つのセグメントが別のセグメントよりも先に膨張する。最初に膨張するセグメントは、後に膨張するセグメントの膨張に対する物理的な障壁を形成し、これによって、後に膨張するセグメントの膨張が、少なくとも1方向において制限を受ける。この方法により、キャビティ内での膨張したポリマーの位置を、容易かつ経済的にコントロールできる。 (もっと読む)
101 - 120 / 152
[ Back to top ]