
Fターム[4F100EJ17]の内容
Fターム[4F100EJ17]の下位に属するFターム
連続的加圧(連続式製造) (410)
断続的加圧(バッチ式製造) (137)
加圧気体 (27)
均圧化手段 (5)
Fターム[4F100EJ17]に分類される特許
161 - 180 / 1,469
積層体およびその製造方法
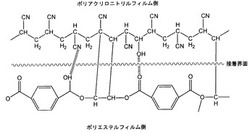
【課題】ポリアクリロニトリル樹脂フィルムとポリエステル樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、酸素非透過性、耐薬品性、保香性および強度に優れた積層体を提供する。
【解決手段】前記ポリアクリロニトリル樹脂フィルムおよび前記ポリエステル樹脂フィルムの少なくとも一部で、前記ポリアクリロニトリル樹脂フィルム中の原子と、前記ポリエステル樹脂フィルム中の原子との間に共有結合が形成されており、前記ポリアクリロニトリル樹脂フィルムおよび前記ポリエステル樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
ベニヤ板用生単板の含水率補正脱水方法

【課題】複数の生単板から水分を絞る際に含水率のばらつきを補正しつつ脱水できる方法を提供する。
【解決手段】 高含水率で方形に形成された多数枚のベニヤ板用生単板を上下に積層することにより4角柱状の積層状生単板とし、その積層状生単板の互いに対向する2側面が上下方向の小口集合面を形成するように、該積層集合体を上下の盤部材の間に位置させる。さらに上下の盤部材を相対的に接近移動させることにより、前記積層状生単板を押圧し、その押圧により各小口面から押し出された水が積層状生単板の上下方向の小口集合面を伝って下方に滴り落ちる状態で、積層状生単板に加えていた押圧力を解除又は緩和することにより、各ベニヤ板用生単板の小口面及び内部の繊維が原形方向へ拡がって負圧状態となるようにし、その負圧により該小口面から内部への吸引作用を生じさせて、相対的に繊維内の含水率が低い生単板の繊維内へ水を吸引させる。これによって含水率のばらつきが小さくなるように補正しつつ脱水する。
(もっと読む)
積層体およびその製造方法
【課題】ポリアクリロニトリル樹脂フィルムとポリアミド樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、かつ、酸素非透過性、耐薬品性、保香性、強度、ガスバリア性、耐ピンホール性に優れる積層体を提供する。
【解決手段】前記ポリアクリロニトリル樹脂フィルムおよび前記ポリアミド樹脂フィルムの少なくとも一部で、前記ポリアクリロニトリル樹脂フィルム中の原子と、前記ポリアミド樹脂フィルム中の原子との間に共有結合が形成されており、前記ポリアクリロニトリル樹脂フィルムおよび前記ポリアミド樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
積層体およびその製造方法
【課題】ポリアクリロニトリル樹脂フィルムとポリオレフィン樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、酸素非透過性、耐薬品性、保香性やヒートシール性にも優れた積層体を提供する。
【解決手段】前記ポリアクリロニトリル樹脂フィルムおよび前記ポリオレフィン樹脂フィルムの少なくとも一部で、前記ポリアクリロニトリル樹脂フィルム中の原子と、前記ポリオレフィン樹脂フィルム中の原子との間に共有結合が形成されており、前記ポリアクリロニトリル樹脂フィルムおよび前記ポリオレフィン樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
積層体およびその製造方法
【課題】ポリメチルペンテン樹脂フィルムとポリオレフィン樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、酸素非透過性、耐薬品性、保香性やヒートシール性にも優れた積層体を提供する。
【解決手段】前記ポリメチルペンテン樹脂フィルムおよび前記ポリオレフィン樹脂フィルムの少なくとも一部で、前記ポリメチルペンテン樹脂フィルム中の炭素原子と、前記ポリオレフィン樹脂フィルム中の炭素原子との間に共有結合が形成されており、前記ポリメチルペンテン樹脂フィルムおよび前記ポリオレフィン樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
成形用シート及びこれから得られる成形体
【課題】膨張成形性に優れ、得られる成形体が優れた寸法安定性、断熱性、吸音性等を有する成形用シート、及びこの成形用シートから得られる成形体の提供を目的とする。
【解決手段】本発明は、繊維素材、熱発泡性マイクロカプセル及びカチオン性定着剤を含有する熱発泡層を備える成形用シートであって、上記繊維素材が天然繊維及び多分岐形状を有する熱可塑性繊維を含み、上記熱発泡性マイクロカプセルの少なくとも一部が熱可塑性繊維に定着していることを特徴とする。当該成形用シートが抄紙工程及び70℃を超え95℃以下の加熱乾燥工程を経て得られているとよい。
(もっと読む)
積層体の製造方法
【課題】オートクレーブを用いない大気圧下のオーブン成形であっても、樹脂枯れ、ピンホールの発生、未含浸部分の発生が抑えられたスキン材を形成できる積層体の製造方法を提供する。
【解決手段】補強繊維からなる基材(A)11と、基材(A)11の一方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(B)12と、基材(A)11の他方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(C)13とを有し、樹脂フィルム(B)12および樹脂フィルム(C)13の熱硬化性樹脂の一部が基材(A)11に含浸したプリプレグ10であって、基材(A)11への熱硬化性樹脂の含浸率が、10〜60%であり、樹脂フィルム(B)12の重さX(g/m2)と樹脂フィルム(C)13の重さY(g/m2)とが、下記式(1)の関係を満足するプリプレグ10をスキン材に用いる。0.3≦X/Y≦0.7・・・(1)
(もっと読む)
合成皮革及びその製造方法
【課題】天然皮革に近い微細なシボ形状を有し、且つ、耐摩耗性に優れた天然皮革、及びその簡易な製造方法を提供する。
【解決手段】基材上に、接着層、及び、表皮層を、この順に設けた合成皮革であって、該表皮層が断面形状において下記条件(1)〜(3)を満たすシボを表面に有する合成皮革。
(1)シボの断面形状において、凸部及び凹部における曲率半径Rが0.01mm〜0.30mmである。
(2)シボの断面形状において、凸部の内角が100°〜130°である。
(3)シボの断面形状において、凹部の開口直径が40μm〜100μmであり、且つ、凹部の深さが50μm〜150μmである。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
貼付材及び貼付材を用いた貼付方法
【課題】貼付箇所が目立つことなく、例えば、柔軟な紙、皮革、プラスチック、ゴム、フィルム、肌等の被着体の動きに追従することができる貼付材を提供するものである。
【解決手段】基材上に剥離層、受像層をこの順に積層し、前記受像層上に白色印刷、カラー印刷をした印刷シートと、紙に水溶性剥離層、ホットメルト接着層を設けた接着層転写シートを用意して、印刷シートのカラー印刷面と接着層転写シートのホットメルト接着層面と重ね合せて、加圧加熱することにより印刷シートと接着層転写シートを接着させて接着層付き印刷シートを作製する。キャリア層/基材層/粘着剤層/セパレータ層の4層構造を有する伸縮貼付材を作製する。接着層付き印刷シートと伸縮貼付材を用いた、セパレータ層/粘着剤層/基材層/剥離層/受像層/白色印刷層/カラー印刷層/ホットメルト接着層/水溶性剥離層/紙の少なくとも10層からなる貼付材。
(もっと読む)
難燃性樹脂組成物並びにこれを用いたプリプレグ及び積層板
【課題】多量の水酸化物や低融点ガラスを使用することなく、絶縁性や耐熱性などを有すると共に、特に難燃性に優れ、電子部品等に好適に用いられる熱硬化性樹脂組成物並びにこれを用いたプリプレグ及び積層板を提供する。
【解決手段】芳香環を有する樹脂(A)と、シリコーン縮合体(B)を必須成分とする樹脂組成物であって、シリコーン縮合体(B)が、フェニル基とアルコキシ基とを有する化合物で、縮合反応率が90%以上であり、且つ、70℃で固体である難燃性樹脂組成物並びにこれを用いたプリプレグ及び積層板である。
(もっと読む)
易開封性共押出複合フィルム、医療用包装袋および医療用包装体
【課題】剥離の際に糸引き現象などを引き起こすことがない医療用包装袋を提供する。
【解決手段】基材層22に積層された凝集破壊層18と、該凝集破壊層の表面に積層されたシーラント層20とを有し、該シーラント層20を形成する樹脂についてメルトフローレートが3g/10分〜10g/10分の範囲内にあり、凝集破壊層18は、メルトフローレートが0.5g/10分以上3g/10分未満であるポリエチレンと、ポリブテンとを含有し、該凝集破壊層18を構成するポリエチレン100重量%に対してポリブテンを20〜50重量%の範囲内の量で含有してなり、加熱下に加圧することにより該シーラント層20が交絡を有する繊維集合体40中に含浸可能に形成され、該繊維集合体40から引き剥がす際に該凝集破壊層18の層内剥離により剥離可能にされていることを特徴としている。
(もっと読む)
金属張積層板の製造方法
【課題】絶縁層のガラス転移温度を改善し、ボイドを含まぬ、均一な膜厚を有する金属張積層板の製造方法を提供する。
【解決手段】特定の真空積層方法と特定の硬化方法を組み合わせることにより、上記課題が達成できる。金属箔又は金属膜付きフィルムの間に、プリプレグを配置して真空積層する金属張積層板の製造方法において、積層時の真空度が0.001〜0.40kPa、積層時の加圧が1〜16kgf/cm2、積層時の加熱温度が60〜160℃、加熱時間が10〜300秒であり、プリプレグを熱硬化させる温度が150〜250℃、熱硬化時間が30〜300分であり、前記プリプレグが硬化性樹脂組成物とシート状繊維基材を含有し、硬化性樹脂組成物含有が30質量%以上75質量%以下である。
(もっと読む)
樹脂ワニス、プリプレグ、金属張積層板、プリント配線板及び半導体装置
【課題】誘電特性に優れ、導体層との密着性及び回路埋め込み性に優れ、ボイドの発生がなく、スジ状のムラ等の外観不良がない絶縁層を作製することができる樹脂ワニスを提供する。
【解決手段】エポキシ樹脂及びビスマレイミド化合物を含有する熱硬化性樹脂と、固形分中60〜85質量%の割合で含有する充填材とを含む熱硬化性樹脂組成物を、ケトン系溶剤に含有させたことを特徴とする、樹脂ワニス。
(もっと読む)
難燃性樹脂組成物並びにこれを用いたプリプレグ及び積層板
【課題】多量の水酸化物や低融点ガラスを使用することなく、絶縁性や耐熱性などを有すると共に、特に難燃性に優れ、電子部品等に好適に用いられる熱硬化性樹脂組成物並びにこれを用いたプリプレグ及び積層板を提供する。
【解決手段】芳香環を有する樹脂(A)と、シリコーン縮合体(B)を必須成分とする樹脂組成物であって、シリコーン縮合体(B)が、フェニル基とアルコキシ基とを有する化合物で、縮合反応率が75%以上であり、且つ、20℃で固体である難燃性樹脂組成物並びにこれを用いたプリプレグ及び積層板である。
(もっと読む)
加飾成形品
【課題】表面に多様な柄が形成され、しかも基材層の加飾層への滲み出し防止も可能な簡単な構成な加飾成形品を実現する。
【解決手段】加飾成形品40において、基材層2の上面に構成される目止め層3と加飾層4は、特定の形状に切り欠きされており、基材層2、目止め層3及び加飾層4が加圧成形により一体化された際に、この切り欠きされた切欠部5に、基材層2の成形材料6が押し出されて充填され、基材層2の成形材料6が表面に露出した基材表面部7と、切り欠きされていない加飾層4の加飾表面部8とによって柄が形成され、しかも基材表面部7と加飾表面部8は段差なく形成されている。
(もっと読む)
耐スクラッチ性仕上げによるトップ層を有するセキュリティ書類および/または有価書類
【課題】耐スクラッチ性被覆物のための組成物、従って対応して完成したセキュリティ書類および/または有価書類および該セキュリティ書類および/または有価書類の製造方法を見出すこと。
【解決手段】上記目的は、特に互いに協調的なアクリレートまたはメタクリレート単位を有するラッカー組成物から製造される耐スクラッチ性被覆物により達成された。
(もっと読む)
FRP強化資材
【課題】軽量で機械的強度が高く耐候性に優れ、しかも、形状加工、搬送及び施工が容易で作業労力を軽減できるばかりでなく、修繕箇所に優れた美観を付与することができるFRP強化資材を提供する。
【解決手段】 ライニング基材として自然木を使用し、繊維強化樹脂層の上に設けられたトップコート樹脂層とにより構成する。とくに、自然木の繊維質に防腐剤を注入添加し、FRP樹脂を含浸あるいは塗布して硬化させたFRP(繊維強化樹脂)層を形成する。建築物用資材の代表的な加工形状としては、(a)板状、(b)角材、(c)丸太、(d)太鼓落とし、(e)二つ割り等が挙げられる。
(もっと読む)
積層材
【課題】環境条件が変化した場合の寸法変化を防止でき、低コスト化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、複数枚の非圧縮の針葉樹単板W(W1,W2,W3,W4,W5,W6)が互いの木目の長さ方向が直交するように6枚積層接着され、かつ、表面塑性加工材SPWに接合される接合側針葉樹単板W6以外の針葉樹単板W1,W2,W3,W4,W5の厚みを2mm〜4mmの範囲内にすると共に、接合側針葉樹単板W6は切削加工されてその厚みを針葉樹単板W1,W2,W3,W4,W5の厚みの1/4〜3/4の範囲内とした内層合板IPWを、その切削加工された面の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
積層材
【課題】傷跡や凹みが付き難く、十分な強度や剛性を有し、製品化後に周囲環境条件の変化に対する寸法形状変化の防止、低コスト化及び製造の容易化、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、厚みを2mm〜4mmの範囲内とした針葉樹単板を圧密加工して気乾比重を0.6以上とした塑性加工板材1または2以上からなり厚みを1mm以上とした塑性加工単板PWと各単板Wの厚みを2mm〜4mmの範囲内とした複数の非圧縮の針葉樹単板Wが接合面において互いの木目の長さ方向が直交するように複数枚積層接着された内層合板IPW2を、表面塑性加工材SPWに接合される接合側単板の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
161 - 180 / 1,469
[ Back to top ]