
Fターム[4F201AB25]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 添加剤、配合剤 (1,838) | 形状 (224) | 短繊維、ウイスカー (198)
Fターム[4F201AB25]に分類される特許
181 - 198 / 198
押出製品の補強体としてのウェットユース・チョップドストランドガラス
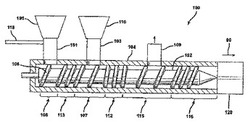
【課題】押出工程でウェットユース・チョップドストランド(WUCS)ガラス繊維を使用して、強化押出熱可塑性樹脂製品を成形する技術を提供することにある。
【解決手段】スクリュウ押出方法でウェットユース・チョップドストランドガラス(WUCS)を混和する方法を提供する。ポリマー樹脂が、押出機(100)のポリマーフィードゾーン(106)内に添加されかつ樹脂が少なくとも部分的に溶融される第一圧縮ゾーン(113)へと搬送される。溶融した樹脂は、WUCS繊維が添加される大容積ゾーン(107)へと搬送される。大容積ゾーン内では、押出機内へのWUCSの導入を容易にするため、スクリュウのフライトを大きいピッチにすることができる。溶融した樹脂/繊維混合物は第二圧縮ゾーン(112)に搬送され、ここで、樹脂および繊維が緊密に配合される。次に、溶融した樹脂/繊維のマスが低圧ゾーン(115)に搬送され、ここで、繊維から蒸発された水分が開口(109)を通って放出される。
(もっと読む)
熱可塑性樹脂溶融物の成形方法

【課題】 得られる成形品の変質や強度不足がなく、かつ、容易で安価にプレス成形できる熱可塑性樹脂溶融物の計量分割方法を提供する。
【解決手段】 溶融装置から供給され内部に気泡を含む熱可塑性樹脂溶融物を、脱気してシート状に賦形した後、重量測定装置上で所定重量毎に切断装置にて切断して熱可塑性樹脂溶融物を計量分割し、これをプレス装置で冷却プレスして成形体を得る際、熱可塑性樹脂溶融物を、溶融装置出口からプレス装置入口までずっと溶融状態とする。
(もっと読む)
長繊維強化ポリプレピレン樹脂成形材料の製造方法
【課題】 毛羽の発生量を低減し、かつ、機械的強度及びガラス繊維分散性の良いポリプロピレン樹脂成形品を得るための長繊維ポリプロピレン樹脂成形材料の製造方法を提供する
【解決手段】 300〜2000本のガラス単繊維を集束剤で集束させたガラス繊維束2〜18本を、酸変性ポリプロピレン樹脂を含む溶融したポリプロピレン樹脂中に浸漬させて、ノズルから引き抜き、平均径が0.4〜3.0mmで、ガラス含有率が30〜75質量%となる長繊維強化ポリプレピレン樹脂成形材料の製造方法であって、前記集束剤として、重量平均分子量が10,000〜50,000、かつ、酸価が10〜50mg[KOH/g]である酸変性ポリプロピレン樹脂と、シランカップリング剤と、ポリウレタン樹脂とを含む組成物を用い、前記ガラス繊維束100質量部に対し、前記集束剤を固形分で0.1〜1.0質量部付着させる。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】 長繊維強化熱可塑性樹脂成形材料と、熱可塑性樹脂(希釈樹脂)と、その他の成形品用副材料とをドライブレンドした際、分級が生じにくく、成形品の製造時においてホッパー詰まりの原因となる該成形材料の割れが極めて生じにくい長繊維強化熱可塑性成形材料の製造方法を提供する
【解決手段】 複数本の補強用繊維を並列させて熱可塑性樹脂を含浸させる含浸工程と、こうして得られた長繊維強化熱可塑性樹脂ロッドを回転式の切断刃を有する切断装置で切断するカッティング工程とを有する長繊維強化熱可塑性樹脂成形材料の製造方法であって、前記カッティング工程において、前記長繊維強化熱可塑性樹脂ロッドの温度を、50℃〜(前記熱可塑性樹脂の融点−10℃)に調整し、前記回転式の切断刃の周速を200m/分以下として、切断片長(L)3〜6mmに切断する。
(もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。  (もっと読む)
(もっと読む)
樹脂およびフィラーを含有する高充填複合材料
高充填複合材料は、熱可塑性樹脂と自己造粒性押出物が押出機バレルを出るのに十分なフィラーとを多軸スクリュー押出機によって押し出すことによって形成される。押出機は出口マニホールド、ストランドダイまたはブレーカープレートなしで運転される。押出物は不規則な形状の顆粒を形成する。顆粒は、圧縮、射出または圧縮−射出成形によって燃料電池セパレータープレートおよびエンドプレートのような高充填成形物品を形成するのに使用することができる成形用組成物を提供する。  (もっと読む)
(もっと読む)
扁平ガラス繊維含有ペレット、扁平ガラス繊維含有熱可塑性樹脂成型物及びこれらの製造方法
【課題】 引張強度に優れるのみならず、衝撃強度にも優れ、表面平滑性も向上したガラス繊維含有熱可塑性樹脂成型物を得るための原料を提供すること。
【解決手段】 熱可塑性樹脂からなるペレット10中に、断面が扁平な扁平ガラス繊維フィラメント20を、該フィラメントの両端面が前記ペレット表面に達するように、複数一方向に配列させた、扁平ガラス繊維含有ペレット100。
(もっと読む)
液晶性樹脂組成物の製造方法
【課題】一般的な溶融混練押出機を用いながらも、従来では得られない中空フィラーの残存率と繊維長をバランス良く維持するための液晶樹脂組成物の製造手法を提供する。
【解決手段】一般的な混練押出機を使用し、中空フィラーを5〜30重量%、繊維状充填剤を5〜30重量%含有する液晶性樹脂組成物を製造する方法であって、(1) 押出し方向上流部のメインフィード口1から液晶性樹脂を供給し、押出し方向下流部のサイドフィード口3から中空フィラーと繊維状充填剤を供給すると共に、(2) サイドフィード口の位置から押出機内の圧力上昇が0.1MPaに達する位置までの長さLとスクリュー径Dとの比L/DをL1、(3) 中空フィラーと繊維状充填剤を供給以降、押出機内の圧力上昇が0.1MPa以上を維持している長さLとスクリュー径Dとの比L/DをL2、(4) 樹脂可塑化部の長さとスクリュー径Dとの比L/DをLaとした時、これらが特定の数値範囲を満足する条件にて行う。
(もっと読む)
長繊維強化ポリアミド樹脂成形材料及びその製造方法
【課題】強化繊維へのポリアミド樹脂の含浸性に優れ、機械的強度に優れ、しかも成形品の強度ばらつきや表面外観性に優れる成形品が得られる長繊維強化ポリアミド樹脂成形材料及びその製造方法を提供する。
【解決手段】 JIS K7210に準拠した、温度300℃、荷重325gにおける、メルトフローレート値が20〜120g/10分であるポリアミド樹脂と、繊維径が5〜12μmであり、表面処理剤を0.2〜0.8質量%付着する強化繊維とを含み、該強化繊維が成形材料100質量部当たり35〜65質量部含まれ、かつ、組成物の長さ方向と実質上ほぼ同一長さ状態で配列されていることを特徴とする長繊維強化ポリアミド樹脂成形材料。
(もっと読む)
木繊維ペレット製造方法
プラスチック製造における供給原料として使用される、リグノセルロース材料を含むペレット又は顆粒を製造するための方法であって、1つまたは複数のポリマー、モノマーまたはオリゴマーを含む液体調合物を乾燥空気ストリームまたは湿潤空気ストリームで輸送し、繊維に塗布し、繊維を固体製品に成形し、固体製品を細分化してペレットまたは顆粒を製造することとを含む方法。典型的には、繊維板製造プラントにおいて、導管が繊維を輸送する。 (もっと読む)
高強度成形品の成形方法
高強度成形品の成形方法が提供される。その方法は、成形用組成物を準備するステップから始まる。成形用組成物は、約40から60重量%の間の繊維混合物と、約15から45重量%の接着剤とを備える。成形用組成物に約435から870psiの間の圧縮圧力が適用される前に、モールドキャビティには、そのモールドキャビティの容量の約90%まで、成形用組成物が充填される。約0.1から0.5mmの間の所定の隙間が、前記モールドキャビティを定義する第1のモールド部品と第2のモールド部品との間で維持される。成形用組成物が実質的に硬化したとき、成形品はモールドキャビティから取り出される。  (もっと読む)
(もっと読む)
回転ギャップ造粒
本発明は、細粒を製造する方法に関する。細粒を製造する方法は、化学プロセスエンジニアリングにおいて多様に、たとえば成形体用、正確に言うと、ブレーキライニング及びシール部材用の出発材料を製造するために使用される。混合器の混合容器内で繊維状、粉末及び液体成分から細粒を製造する本発明の方法は、混合容器内で少なくとも1つの混合器具を第1回転方向に回転させることにより、混合器具と混合容器の壁部分との間で成分に対する圧密効果を達成できるようにする。たとえば、これは、混合器具上の適当に傾斜した表面によって達成され、それらの表面は、混合容器内にある成分を壁部分の方に押し進める。本発明の圧密効果により、造粒の改善が可能になる。混合器は、従来型の垂直形混合器であることができる。細粒は、好都合な丸い形状及び寸法を有し、たとえばマッチ棒の頭部の寸法である。また、細粒は、比較的ダストフリー且つ均質である。したがって、細粒は、たとえば成形体用、正確に言うと、ブレーキライニング及びシール部材用の改良型出発材料を表す。  (もっと読む)
(もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
ポリビニルアセタールを含有する造粒物、その製造法及びその使用
本発明は、ポリビニルアセタール少なくとも1種を含有する造粒物の製造法に関し、この際、ポリビニルアセタールを含有する組成物を溶融状態に移行させ、かつ所望の粒径に相応して造粒させる。更に、本発明の方法で製造される造粒物及びその使用に関する。 (もっと読む)
繊維状材の製造法
本発明は成形物製造に用いる繊維状材の製造法に関し、それにより結合剤を繊維状材に添加し、加熱により成形物に圧縮成型する。本法はプラスチック粒子及び/又はプラスチック繊維の一部を第一グループの粒子か繊維の粒子塊又は繊維塊と混合し、このプラスチック粒子の粒径が第一グループの粒子又は繊維の粒径とほぼ一致するという特徴を持つ。プラスチック粒子及び/又は繊維はディスク精砕機中で純粋か混合プラスチック凝集物を粉砕及び/又は磨りつぶして得られ、粉砕工程中水を任意にディスク精砕機に添加する。 (もっと読む)
導電性熱可塑性樹脂組成物
【課題】本発明は、導電性と低温時の高速面衝撃強度のバランス、高温剛性、耐熱性及び流動性に優れる樹脂組成物の提供。
【解決手段】(A)ポリアミド、(B)ポリフェニレンエーテル、(C)衝撃改良材及び(D)導電性フィラーからなり、(B)成分、(C)成分及び(D)成分を溶融混練した組成物と(A)成分の全部又は一部と溶融混練した組成物と(D)成分を溶融混練する事により得られ、該工程における(D)成分の量がすべての(D)成分を100重量%とした際の50重量%未満である導電性樹脂組成物。
(もっと読む)
181 - 198 / 198
[ Back to top ]