
Fターム[4F201AP14]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 検出量又は監視量 (287) | 重量、密度、比重 (28)
Fターム[4F201AP14]に分類される特許
1 - 20 / 28
乾燥装置
【課題】効率よく省エネルギー化を図ることができる乾燥装置を提供すること。
【解決手段】
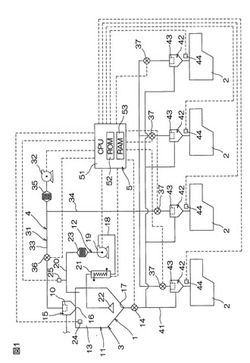
粉粒体を、貯留ホッパ13内で乾燥して各成形機2へ供給する乾燥装置1において、粉粒体の消費量C(単位時間当たりに貯留ホッパ13から各成形機2へ輸送される粉粒体の質量)が、乾燥装置1の乾燥能力D(単位時間当たりに貯留ホッパ13内で乾燥される粉粒体の質量)に対して、所定の割合を超過しているときに、熱風供給部12を第1の動作量で動作させ、粉粒体の消費量Cが、乾燥装置1の乾燥能力Dに対して、所定の割合以下であるときに、乾燥ブロワ19の送風量を低下させて、熱風供給部12を第1の動作量よりも低い第2の動作量で動作させる。
(もっと読む)
供給装置

【課題】動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供する。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
(もっと読む)
粉粒体材料の供給装置、これを備えた粉粒体材料の配合供給装置、及び粉粒体材料の供給方法
【課題】検量データの更新を簡易に行い得る粉粒体材料の供給装置、これを備えた粉粒体材料の配合供給装置、及び粉粒体材料の供給方法を提供する。
【解決手段】供給装置10は、切出部11の切出可能能力の範囲内で予め設定される単一の必要供給能力に応じた単一の検量回転数で回転駆動部14を所定の検量時間が経過するまで作動させて、貯留部15に貯留された粉粒体材料を排出させるための入力を受け付けるとともに、この排出された粉粒体材料の質量の入力を受け付ける操作部53と、前記操作部53からの前記排出入力に基づいて前記回転駆動部14を作動させるとともに、前記入力された質量及び前記検量時間と前記検量回転数とに基づいて、前記回転駆動部14の回転数と単位時間当たりの供給量との対応関係を示す予め設定された検量データを更新する検量モードを実行させる制御部と、を備えている。
(もっと読む)
粉末量測定装置及び粉末量測定方法
【課題】合成樹脂ペレットに付着した切粉の量を正確かつ容易に測定可能な粉末量測定装置・測定方法を提供する。
【解決手段】樹脂ペレットを通過させない目開きのふるい3と、切粉を通過させない目開きのスクリーン7を備えた切粉測定装置1により、ペレットに付着した切粉量を測定する。切粉測定装置1は、ふるい3が取り付けられるふるい漏斗2と、ふるい漏斗2を振とう機4上にて支持するふるい固定台9と、ふるい漏斗2に装着されスクリーン7が取り付けられたカフス11と、カフス11に接続された吸引装置16とを有する。ふるい3にペレットを収容し、振とう機4にてふるい3を振動させつつ、スクリーン7を介して、ふるい漏斗2に取り付けられたふるい3内を吸引する。この吸引により、ペレットから切粉を分離し、これをスクリーン7にて捕捉し、捕捉された切粉の量を測定する。
(もっと読む)
ロスインウェイト式フィーダ原料充填中の処理量変更方法
【課題】本発明は、ロスインウェイト式フィーダ原料充填中において、フィード係数を用いて処理量の変更を行うことができるようにすることを目的とする。
【解決手段】本発明によるロスインウェイト式フィーダ原料充填中の処理量変更方法は、ロスインウェイト式フィーダ(1)の通常の制御中においてはモータ回転数と処理量との関係をフィード係数K1として格納し、原料の再充填中に処理設定が変更された場合、K1×処理量設定=MV(フィーダ駆動モータ回転数)を制御する方法である。
(もっと読む)
配合設計支援システム及び方法
【課題】製品の良否が判定された品質データから、不良率が低い配合比率を有するコンパウンド製品の配合組成を設計する配合設計支援システムを提供する。
【解決手段】配合設計支援システムは、製品に含まれる成分及び成分の配合比率を含む成分組成データを作成する成分分析部と、成分組成データに基づいて主成分分析を行い、製品の品質モデル空間内で品質の良否を判定する判別軸を探索し、探索された判別軸上で製品の品質の良否率を示す良否率データを作成する判別分析部と、品質判定データについて、特定の成分が製品の品質に及ぼす影響度を示す影響度データを作成する影響度解析部と、特定の成分配合を有する製品から、良否率データ及び影響度データを参照して、所望の良否率が推定される製品の成分及び成分の配合比率を決定する配合比率決定部と、を備える。
(もっと読む)
成型用樹脂材料の製造方法
【課題】可燃性ガス及び有機溶媒を使用する押出機による成形用樹脂材料の製造方法において、可燃性揮発成分を適切に除去する方法を提供する。
【解決手段】可燃性ガスおよび有機溶媒を使用し、それを排気するベント口4を有する押出機1を用いる成型用樹脂材料の製造方法において、ベント口4またはベント口と排気設備5との間の配管に不活性ガスを供給する成型用樹脂材料の製造方法。これにより、配管汚れや製品への異物混入も防止することができる。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】成形終了時における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】材料配合供給装置は、所定の成形終了予定信号を生成する信号生成部と、成形機の材料投入口の上部側に設置される貯留部と、計量機から前記貯留部の上流側までの材料の待機量Mを検出する待機量検出手段と、所定のプログラムに基づいて、前記成形終了予定信号を受信した後の成形終了までに前記成形機において必要とされる材料の必要量Wを算出し、この必要量から前記待機量を減算し、その残り必要量RWに応じた残り必要計量回数Nを算出して、該残り必要計量回数の計量を前記計量機において実行させ、以降の計量動作を停止させる計量回数制御手段とを備えている。
(もっと読む)
材料を処理する方法及び装置
【課題】合成樹脂材料の後加工に悪影響を及ぼす揮発性物質、特に水分や水蒸気を効果的に取り除く方法及び装置を提供する。
【解決手段】収容容器又は切断圧縮器1内で、回転する少なくとも1個の混合部材12、21により粉砕混合され、砕片又は粒の形をした合成樹脂材料を処理する方法及び装置に関する。処理過程において、収容容器1内にある当該材料の高さよりも下、又は、収容容器1内で形成される混合渦の当該材料の高さよりも下の領域でガス、特に空気又は不活性ガスを導入することによって、問題の揮発性物質は当該材料から除去される。当該ガスは、当該材料の少なくとも一部を貫流させられ、その結果、問題物質で満ちた又は問題物質の濃度が増えたガスが、処理中に、収容容器1内に存在する当該材料の高さよりも上、又は混合渦の材料高さよりも上の領域で、収容容器1から排出される。
(もっと読む)
モールド用タブレット選別及び供給装置
成型装置でモールド用タブレットを選別してプレサイザに供給するモールド用タブレット選別及び供給装置に関し、タブレットが挿入されて収容される複数の収容溝が円周方向に沿って一定の間隔に形成され、回動手段によって垂直な軸を中心に一定の角度ずつ回転しつつ収容溝内に挿入されたタブレットの位置を一定の角度ずつ可変させる回転ブロックと、前記回転ブロックの収容溝内側にタブレットを供給するタブレット供給ユニットと、前記回転ブロックの収容溝内に収容されているタブレットの不良有無を検査する検査ユニットと、前記回転ブロックの収容溝内に収容されている良品と判定されたタブレットを上側のプレサイザに搬送するタブレット搬送ユニットと、前記回転ブロックの収容溝内に収容されている不良品と判定されたタブレットを収容溝から引き出して除去する不良除去ユニットを含んで構成される。 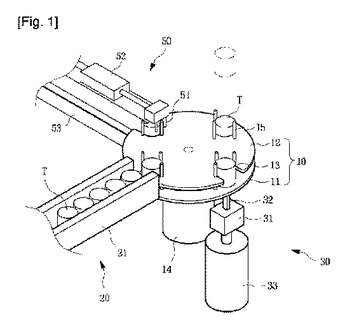 (もっと読む)
(もっと読む)
シリコーンゴム硬化物中の低分子シロキサン濃度をリアルタイムで評価できる乾燥機システム及び評価方法
【課題】シリコーンゴム成形物中の低分子シロキサン濃度をリアルタイムで評価できる乾燥機システム及び評価方法の提供。
【解決手段】シリコーンゴム硬化物のポストキュアを行う乾燥機と、該乾燥機由来の排出ガスが導入され、該排出ガス中の低分子シロキサン濃度をリアルタイムに測定する測定装置と、を備える乾燥機システム;(a)該乾燥機によりシリコーンゴム硬化物のポストキュアを行い、該測定装置により該乾燥機由来の排出ガス中の低分子シロキサン濃度をリアルタイムに測定する工程、及び(b)予め作成した所定の検量線を用いて、工程(a)で測定した低分子シロキサン濃度から工程(a)でポストキュアを行ったシリコーンゴム硬化物中の低分子シロキサン濃度を決定する工程、を含んでなるシリコーンゴム硬化物中の低分子シロキサン濃度をリアルタイムで評価する方法。
(もっと読む)
重合体仕上げ方法
重合反応器から重合体粉末を回収し;該重合体粉末を質量流スクリューコンベアの入口 と、該質量流スクリューコンベアの少なくとも一部の内部における重合体粉末の質量を決定するための1個以上の質量測定装置とに供給し;該スクリューコンベア内の該重合体粉末の質量、及び該スクリューコンベアと該スクリューコンベア内の重合体粉末との合算質量の少なくとも一つを該1個以上の質量測定装置で測定し;そして、該質量流スクリューコンベア内の重合体粉末の該測定質量及び該測定合算質量の少なくとも一つに基づいて、該質量流スクリューコンベアを通した重合体粉末の質量流量を決定することを含む重合体仕上げ方法を提供する。また、質量流スクリューコンベアを使用して重合方法を制御する方法も開示する。 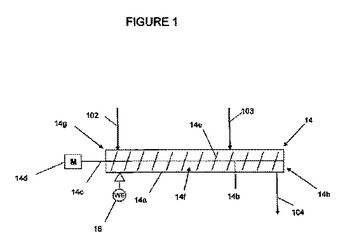 (もっと読む)
(もっと読む)
押出推進装置
【課題】制御性および製造される製品品質をさらに改善し特にゴム混合物の製造に適している押出推進装置を提供する。
【解決手段】特にゴム混合物あるいは熱可塑性エラストマの成分を混合するための押出機とその押出機の出力側にある特にギアポンプ等の容積測定式に動作する推進機を備え少なくとも1つの成分が容積測定式の下位推進機によって前記押出機に給入可能である押出し推進装置に関し、少なくとも1つの成分がマーカ物質(29)を含み、前記押出機(12)の出力側および/または出力側推進機(14)の出力側に前記マーカ物質(29)の検出装置が設置され、その検出装置が制御装置(40)に接続され、その制御装置が検出された前記マーカ物質の分散度に応じて前記押出機(12)および/または前記出力側推進機(14)の回転数を調節する。
(もっと読む)
自動車ブレーキパッド成形用原材料供給器
【課題】原材料の均一な分布によって外観が美麗であり、不良発生なしに優れた性能のブレーキパッドを得ることのできる自動車ブレーキパッド成形用原材料供給器を提供する。
【解決手段】原材料投入部2と重量計量部4との間に、加熱器を有する乾燥ホッパー6とミキシングホッパー8を順に連結設置する。原材料投入部2に投入された原材料が乾燥ホッパー6内に流入した後、加熱器を外周面側に備える円筒状本体内で、回転するミキシング器のミキシング羽根によってミキシング、乾燥される。そして、ミキシングホッパー8との連結部に配置された開閉板10が駆動されて、ミキシングホッパー8内に流入する。この後も、円筒状本体内で回転するミキシング器のミキシング羽根によってミキシングされた状態で重量計量部4に供給される。
(もっと読む)
計量混合機及びその制御方法
【課題】計量後の複数種類の粉粒体材料を均一に混合することが出来る様な計量混合機及びその制御方法の提供。
【解決手段】供給するべき材料の種類と同数の供給ホッパ(1、2)と、供給ホッパ(1、2の下方)に取り付けられ且つ供給ホッパ(1、2)内の粉粒体材料を搬送する供給装置(フィーダー51、52)と、供給装置で搬送された粉粒体材料を貯蔵する計量ホッパ(3)と、計量ホッパ(3)に貯蔵された粉粒体材料の重量を計量する計量装置(ロードセル7)と、計量ホッパ(3)で計量された複数種類の粉粒体材料を混合する混合装置(ミキサ8)と、制御装置(10)とを備えている。
(もっと読む)
樹脂供給機構
【課題】プレ成形更には樹脂封止装置全体としてのサイクルタイムを短縮する。
【解決手段】樹脂封止用金型内に投入するために粉状又は粒状の樹脂300を予め板状に成形するプレ成形部200に対して、所定量の粉状又は粒状の樹脂300を供給する樹脂供給機構101であって、樹脂300を計量可能な計量部102と、計量部102により計量された所定量の樹脂300を一時的に保持可能な保持部110と、を備え、保持部110に所定量を超える樹脂300が保持された場合に、保持する樹脂300を破棄する破棄手段130を設ける。
(もっと読む)
樹脂供給機構
【課題】プレ成形のサイクルタイムを短縮する。
【解決手段】樹脂封止用金型内に投入するために粉状又は粒状の樹脂300を予め板状に成形するプレ成形部200に対して、所定量の前記粉状又は粒状の樹脂300を供給する樹脂供給機構101であって、樹脂300を計量可能な計量部102と、プレ成形部200に対して樹脂300を搬送可能なフィルム206と、を備え、更に、計量部102により計量された所定量の樹脂300を一時的に保持可能な保持部110を備えることにより、フィルム206の状態に関らず計量部102による計量を可能とする。
(もっと読む)
樹脂計量装置
【課題】樹脂供給装置における樹脂の供給量を安定させる。
【解決手段】樹脂の供給量を調整する機能及び前記樹脂を所定の場所に搬送・供給する機能の双方の機能を有する樹脂供給量制御手段110と、樹脂供給量制御手段110により供給される前記樹脂の樹脂量を計量可能な電子天秤112とを備えた樹脂供給装置100であって、電子天秤112により計量された前記樹脂が規定量を超えた場合に、当該規定量を超えた樹脂量に基づいて、次回の樹脂供給量を減じる減算手段を備えて構成する。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
粘性材料処理制御システム及び方法
粘性材料処理システムは、供給システムのコントローラと粘性材料合成システムを備える。該コントローラは、入力された設定重量または設定量を格納し、前記供給システムによって供給された材料の増加中の重量または量を検出し、前記増加中の重量と前記設定重量または設定量を比較し、前記比較された増加中の重量が前記設定重量または設定量に実質的に等しいときは前記供給システムからの供給を終了するための1組の命令を有する。前記粘性材料合成システムは、前記供給システムに接続されてダイ供給システムによって供給された材料を受け取る。 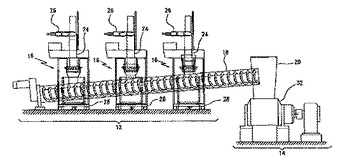 (もっと読む)
(もっと読む)
1 - 20 / 28
[ Back to top ]