
Fターム[4F201BA02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 造粒 (581)
Fターム[4F201BA02]に分類される特許
201 - 220 / 581
エチレン−ビニルアルコール共重合体ペレットの製造方法
【課題】 作業環境、周辺環境を悪化させることなく、安定生産可能で、洗浄速度が速いEVOHペレットを提供すること。
【解決手段】 エチレン−ビニルアルコール共重合体100重量部に対し、沸点が100℃以下のアルコールを0〜10重量部、水を10〜500重量部含有するエチレン−ビニルアルコール共重合体含水組成物を溶融状態で切断することを特徴とするエチレン−ビニルアルコール共重合体ペレットの製造方法。
(もっと読む)
水中粒子化等のための断熱されたダイプレート
水中ペレット化および他の粒子化プロセスに使用される断熱されたダイプレートアセンブリは、ダイプレートアセンブリの加熱された上流部が下流部から断熱されるように、概してダイ面に平行なプレートアセンブリを横断して形成された薄い連続した空気チャンバを含む。空気チャンバを雰囲気に通気させることにより、空気チャンバは、雰囲気と平衡する。個別または群の複数の射出開口が、粒子化されるプロセス溶融物が通過できるように断熱チャンバを通して延伸する射出開口延長部に形成される。開口延長部および開口延長部の周りの空気チャンバを形成する構成要素は、特に、前記延長部に沿って熱を導いてその中のプロセス溶融物を所望の温度に維持し、ダイプレートアセンブリの剛性化を助け、空気チャンバをよりよく封止するように構成される。 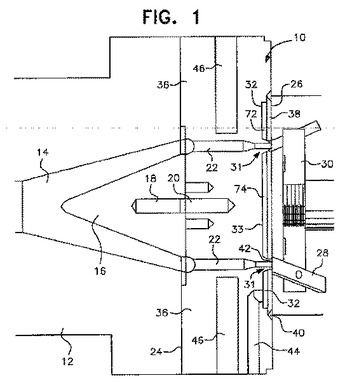 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物ペレットの製造方法
【課題】繊維状フィラー含有熱可塑性樹脂組成物を溶融・混練し、ストランド方式によって樹脂ペレットを製造する際に発生する、ストランドからの繊維状フィラーの毛羽立ちを抑制することができる方法を提供する。
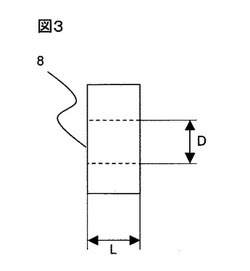
【解決手段】繊維状フィラーを含有する熱可塑性樹脂を溶融・混練し、口金孔8の内径Dが3〜6mmであって、口金孔8の長さLと内径Dの比L/DがL/D=4〜8である口金から、口金孔一つにおける単位面積当たりの流量qがq=35〜70(g/min・m2・個)で口金から押し出してストランドを形成する。該ストランドを、カットして熱可塑性樹脂組成物ペレットを製造する。
(もっと読む)
ホットカット装置

【課題】廃プラスチックからペレットを製造する場合であってもカッタケース内の観察を良好に行うことが可能なホットカット装置を提供する。
【解決手段】ホットカット装置は、ダイ孔が形成されたダイ2と、カッタ刃3を保持するカッタホルダを備え、カッタホルダを回転駆動させるカッタユニット4と、カッタ刃3を内部に収容するカッタケース5と、カッタ刃3を冷却するためにカッタケース5内に配置された冷却手段7と、カッタケース5内の、カッタ刃3によりペレット20が切断される領域を可視化する可視化手段6,10と、カッタケース5の下部からカッタケース5内に空気を供給する送気手段12,14,18aと、カッタケース5の上部から排気空気を排出させる排気手段15,17,18bと、を有する。
(もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法
【課題】植物性材料を多く含有しながら射出性に優れ、機械的特性に優れた成形体が得られる熱可塑性組成物の製造方法及び成形体の製造方法を提供する。
【解決手段】第1装置を用いて、熱可塑性樹脂(PP等)を植物性材料(ケナフ等)と混合して、50〜95質量%の植物性材料が含有された第1混合物を得る工程と、第2装置を用いて、熱可塑性樹脂(PP等)を植物性材料(ケナフ等)と混合して、50〜95質量%の植物性材料が含有されると共に、曲げ弾性率が第1混合物の50〜90%、バーフロー長が1.1〜2.5倍の第2混合物を得る工程と、第1混合物を破砕した第1破砕物と第2混合物を破砕した第2破砕物との混合破砕物を得る第3混合工程と、混合破砕物をペレット化するペレット化工程と、を備える。得られた熱可塑性組成物を射出成形して成形体を得る。
(もっと読む)
ガスバリア性熱可塑性樹脂組成物、該樹脂組成物からなる単層または多層の成形体、及びそれらの製造方法
【課題】熱可塑性樹脂中にポリ(メタ)アクリル酸が分散した構造を持ち、酸素ガスバリア性に優れ、かつ、溶融成形加工が可能なガスバリア性熱可塑性樹脂組成物、該樹脂組成物からなる単層または多層の成形体、それらの製造方法を提供すること。
【解決手段】各々3,000〜300,000の範囲内の重量平均分子量を有するポリアクリル酸及びポリメタクリル酸からなる群より選ばれる少なくとも一種のα,β−不飽和カルボン酸重合体0.5〜40質量%と、該α,β−不飽和カルボン酸重合体以外の少なくとも一種の熱可塑性樹脂60〜99.5質量%とを含有する熱可塑性樹脂組成物からなり、かつ、該熱可塑性樹脂組成物から作製したフィルム試料の温度23℃及び相対湿度90%の条件下で測定した酸素透過係数が120cm3・mm/m2・day・atm以下であるガスバリア性熱可塑性樹脂組成物。
(もっと読む)
熱可塑性合成樹脂ペレットの製造方法及び製造装置
【課題】水溶性の熱可塑性樹脂ペレットを容易に製造する。
【解決手段】押出装置2から押出された溶融状態のストランド1を、コンベアベルト3で受け、空冷装置4によって空冷する。中心部を残して固化したストランド1を、切断装置5によって切断してペレットを製造する。コンベアベルト3のベルト32は、ポリエチレン製のシートにポリ4ふっ化エチレンをコーティングし、さらに多数の小孔を設けているので、溶融または半溶融状態のストランド1が、このベルトの表面に溶着することを防止できる。
(もっと読む)
押出機カッティング面付着樹脂の除去方法
【課題】本発明は、溶融樹脂がダイス表面から押し出される前に、カッタ刃によってダイス表面の清掃を行い、円滑運転及び効率向上を目的とする。
【解決手段】本発明による押出機カッティング面付着樹脂の除去方法は、溶融樹脂がダイス表面(4)から押し出される前に、回転させたカッタ刃(8)をダイス表面(4)に対して押し付け及び引き離し動作を繰り返すことにより、前記ダイス表面(4)に堆積している溶融樹脂を除去する方法である。
(もっと読む)
熱可塑性樹脂のペレットの製造方法
【課題】メルトフローレートの異なる複数の熱可塑性樹脂を円滑に造粒する。
【解決手段】
本発明に係る熱可塑性樹脂のペレットの製造方法は、メルトフローレートが異なる複数の熱可塑性樹脂のそれぞれを、造粒する造粒工程を含み、上記造粒工程では、押出造粒機に供給する熱可塑性樹脂を、メルトフローレートが異なる熱可塑性樹脂に切り替えるとき、上記押出造粒機を連続して運転しながら、メルトフローレートが高い熱可塑性樹脂からメルトフローレートが低い熱可塑性樹脂へ切り替える。メルトフローレートの高い熱可塑性樹脂を先に造粒し、押出造粒機の運転状態を安定にしてから、引き続きメルトフローレートの低い熱可塑性樹脂を造粒すると、メルトフローレートの異なる複数の熱可塑性樹脂を円滑に造粒することができる。
(もっと読む)
水中カット造粒装置のダイプレート
【課題】ヒートチャネルに流れる加熱媒体の流量を簡単に安定化する。
【解決手段】径外流路20、径内流路21及びヒートチャネル22の少なくとも1つに、ヒートチャネル22に流れる加熱媒体の流量を安定化させる流量安定化手段が設ける。流量安定化手段は、径外流路20側又は径内流路21側のどちらか一方に形成されて当該流路に加熱媒体を供給する供給口30と、供給口30が形成されていない径外流路20側又は径内流路21側の他方に形成されて当該流路から加熱媒体を排出する排出口31とにより構成されている。また、流量安定化手段は、各ヒートチャネル22に形成した同一断面積の絞り部33により構成されている。
(もっと読む)
ポリオレフィンのペレットの製造方法、および押出造粒機の起動方法
【課題】押出造粒機によるポリオレフィンのペレットの造粒を円滑に開始する。
【解決手段】
本発明に係るポリオレフィンのペレットの製造方法は、スクリュ式ミキサ4に、MFRを上昇させたポリオレフィンが入った状態で、ギアポンプ6の運転を開始し、当該ポリオレフィンの造粒を開始する造粒開始工程と、上記造粒開始工程の後に、引き続きギアポンプ4を運転し、単位時間当たりに造粒される上記MFRを上昇させたポリオレフィンの量が予め設定した値より大きくなった後に、スクリュ式ミキサ4内のポリオレフィンのメルトフローレートを低下させる低下工程と、上記低下工程に引き続き、ギアポンプ6を運転して、上記低下工程にてMFRを低下させたポリオレフィンを造粒する造粒工程とを含むため、MFRが低いポリオレフィンであっても、押出造粒機1への過負荷を抑え、造粒を円滑に開始させることができる。
(もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法
【課題】植物性材料を多く含有しながら射出成形に適すると共に高い機械的特性を発揮できる熱可塑性組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】回転軸5の円周方向に複数の混合羽根10が立設された混合具を備えた混合溶融装置1を用いて、混合羽根10の回転による剪断力により、熱可塑性樹脂(PP等)を溶融させながら、熱可塑性樹脂とケナフ材料とを混合して混合物を得る混合工程を備え、この工程では、回転軸5の回転数を略一定に維持すると共に回転軸5に生じる負荷の極大値を経由した後、負荷が低下する間にも混合を継続し、負荷の極大値における混合物の温度よりも高い温度範囲(ケナフ繊維では3〜25℃、ケナフコアでは3〜50℃)で排出する。
(もっと読む)
導光板用芳香族ポリカーボネート樹脂ペレット、導光板、導光板の製造方法および面光源体
【課題】芳香族ポリカーボネート樹脂の特性を損なうことなく、優れた光線透過率、輝度および輝度均整度を有する導光板を提供する。
【解決手段】芳香族ポリカーボネート樹脂より形成され、粒径0.5〜1.0μmのダストの含有量が50,000個/g以下であり、且つ、粒径1.0μmを超えるダストの含有量が3,000個/g以下であり、屈折率が芳香族ポリカーボネート樹脂の屈折率より0.01以上小さいパラフィンワックス、ポリアルキレングリコール又はその脂肪酸エステルから成る群より選択される少なくとも1種である輝度向上剤を含有する導光板。
(もっと読む)
再生ポリスチレンの造粒装置
【課題】使用済発泡ポリスチレン樹脂製品を原料樹脂として再利用するために、使用済製品を押出機で溶融押出後、チップ化して造粒する際に、使用済製品の発生量のばらつきや異物の混入などによる溶融樹脂の押出量のばらつきがあっても、効率よく、安定してチップ化できる造粒装置の提供。
【解決手段】本発明の造粒装置は、使用済ポリスチレン製品を溶融押出する押出機のダイ8の下方に設置され、圧着ロール9と溝ロール10とからなる、多数の突起条を有する樹脂シートの成形用ロールと、該成形用ロールの下方にスクリューの始端11bが設置され、スクリュー羽根の外縁に切り込み11aを設けられた2軸噛合型スクリューからなる、前記樹脂シートの搬送及び粗粉砕用スクリュー11と、該スクリューの末端11cの下方に設置され、該スクリューにより搬送及び粗扮された前記樹脂シートの粗粉砕片を細粉砕する粉砕機18とからなる再生ポリスチレンの造粒装置である。
(もっと読む)
熱可塑性樹脂ペレットの製造方法および製造装置
【課題】形状の安定したペレットを製造できる熱可塑性樹脂のペレット製造方法およびその製造装置を提供する。
【解決手段】溶融状態の熱可塑性樹脂が保持された槽内を加圧し、当該樹脂を排出し、固化および細断して得たペレットを、気体流体にて圧送する方法、あるいは減圧吸引する方法にて配管を通して貯蔵容器へ移送を行うペレットの製造方法であって、ペレットを移送する配管の入口と出口との差圧の変動幅が10%以内となるように前記槽内の圧力を制御して、樹脂の排出量を調節することを特徴とする熱可塑性樹脂ペレットの製造方法。
(もっと読む)
熱可塑性材用の熱的および気圧的に制御された供給システムを用いて成形および反応性重合化を行なうための方法および装置
連続処理であって、機械化されかつ自動化された供給システムは、押出成形、ペレット化、熱処理、乾燥、および形成された高分子ペレットの後処理を含む、ペレット化処理に、熱的におよび気圧的に調整された成分を正確に運ぶ。成分を組合せて、溶液、分散液、乳剤、調合物などを形成することができる。これらの成分をさらに反応および熱的に変形させて、オリゴマー、プレポリマー、ポリマー、共重合体、およびその組合せを形成する。 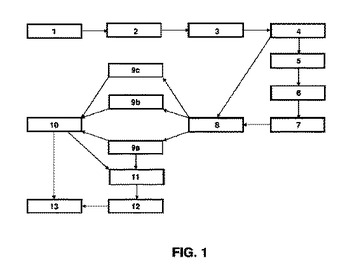 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物及びその製造方法並びに成形体の製造方法
【課題】熱可塑性エラストマーに植物性材料を50〜95質量%と多く含有させながら射出成形できる熱可塑性樹脂組成物及びその製造方法並びにこの熱可塑性樹脂組成物を用いた成形体の製造方法を提供する。
【解決手段】植物性材料と熱可塑性エラストマーとを含有し、植物性材料及び熱可塑性エラストマーの合計を100質量%とした場合に、植物性材料を50〜95質量%含有する熱可塑性樹脂組成物の製造方法であって、混合溶融装置を用いて、ショアA硬度が50を越え且つ90以下である熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)を溶融させながら植物性材料(ケナフコア等)と混合する混合工程と、得られた混合物を、押し固めてペレットを得るペレット化工程と、を備える。更に、得られた熱可塑性樹脂組成物を射出成形して成形体を得る。
(もっと読む)
繊維強化樹脂ペレットの製造方法及び装置
【課題】本発明は、押出機の先端のダイスの手前にギヤポンプ装置を設け、樹脂に混合される繊維の繊維切断や短小化を防止しつつ高品質の繊維強化樹脂ペレットを製造することを目的とする。
【解決手段】本発明による繊維強化樹脂ペレットの製造方法及び装置は、押出機(1)の溶融樹脂に対してサイドフィード用供給口(6)又はベント穴部(9)から供給される繊維(7a)が供給されて混合され、押出機(1)の先端に設けられたギヤポンプ装置(11)及びダイス(10)を介して繊維強化ストランド(12)として成形され、ストランドカッタ(15)で切断されて繊維強化樹脂ペレット(14)を製造する方法と構成である。
(もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法
【課題】植物性材料を50〜95質量%と多く含有しながら優れた流動性を有し、射出成形に適した熱可塑性組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】本組成物の製造方法は、植物性材料(ケナフ繊維等)と熱可塑性樹脂(PP等)とを含有し、その合計を100質量%とした場合に植物性材料を50〜95質量%含有する方法であって、植物性材料202と柔軟剤201とを接触させて植物性材料に柔軟剤を付着させる柔軟剤処理工程と、混合溶融装置1を用いて熱可塑性樹脂を溶融させながら柔軟剤が付着された植物性材料と混合する混合工程と、得られた混合物を押し固めてペレットを得るペレット化工程と、をこの順に備える。本成形体の製造方法は前記得られた熱可塑性組成物を射出成形して成形体を得る。
(もっと読む)
ペレット製造装置用のカッター刃およびペレット製造装置
【課題】装置を大型化しても粒径、形状等において高品質なペレットを製造することができるペレット製造装置用のカッター刃を提供する。
【解決手段】取付部(2)と、押出ノズル(10)から冷却水中にストランド状に押し出される溶融樹脂を切断する刃部(3)とから構成する。刃部(3)は、頂面(6)と、該頂面(6)の所定位置から回転方向に見て先端部に向けて薄くなるように傾斜しているすくい面(7)とからなり、該すくい面(7)の先端部が刃先(8)となっている。すくい面(7)は、取付部(2)側の根元側よりも先端部側が広くなるように構成する。これにより、冷却水の反力(Pa、Pb、Pc)は先端部側が大きくなり、カッター刃(1)に曲げモーメントは生じない。すなわち、粒径、形状等の不揃いの原因となる、刃部(3)と押出ノズル(10)の表面との間に隙間は生じない。
(もっと読む)
201 - 220 / 581
[ Back to top ]