
Fターム[4F201BA02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 造粒 (581)
Fターム[4F201BA02]に分類される特許
121 - 140 / 581
ローラー冷却装置
本発明は高温流動塊を冷却することにより固体チップへ連続変換するローラー冷却装置に関し、少なくとも1つの冷却ローラー(1)、圧搾ローラー(2)及びプーリー(4)を回る加圧ベルト(3)を含む。
本発明によれば、前記部品(1−4)は一方側からのみ保持され、ローラー(1,2)は前記側のみで支持され、前記側から駆動され、及び前記部品(1−4)はクリーニングの目的で他方側からアクセス及び/又は取り外しが可能である。
(もっと読む)
アンダーウォターカット方式の造粒方法および造粒装置

【課題】ダイスの寿命の長いアンダーウォターカット方式の造粒方法を提供する。
【解決手段】正逆回転用のカッタヘッド(30、30’)を少なくとも1組用意しておく。正回転用のカッタ(30)で所定時間造粒したら、あるいは所定量造粒したら、または得られるペレットの形状に品質劣化が認められるようになったら、ダイスの表面の硬化層(11)の特定部位に摩耗が生じたものと見なし、逆回転用のカッタヘッド(30’)に取り替えると共に、カッタの回転方向を逆にして造粒する。逆回転することにより、摩耗の部位が他に移る。これにより、ダイス(10)の寿命を約2倍に延ばすことができる。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
被熱処理炭素長繊維強化樹脂ペレットの製造方法
【課題】炭素繊維強化ポリオレフィン系樹脂の強度等の物性向上のために使用する樹脂ペレットの製造方法を確立する。
【解決手段】2個以上のエポキシ基を有するエポキシ系サイジング剤(s)で表面処理された連続した炭素繊維を引きながら、酸量が、無水マレイン酸換算で、平均で0.05〜0.5重量%であるマレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)を押出機から溶融状態で供給して、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)と炭素繊維の合計中の炭素繊維の重量比率が15重量%以上、50重量%未満となるように、連続した炭素繊維に含浸後、4〜50mmの長さに切断し、炭素長繊維(B)が樹脂中において実質的にその全てがペレットと同じ長さを有し且つ互いに平行な状態で配列している状態にした後、下記(1)〜(3)の条件を満たすように加熱処理することを特徴とする被熱処理炭素長繊維強化樹脂ペレットの製造方法。
(1)加熱処理温度Tが50〜160℃
(2)加熱処理時間tが0.1〜100時間
(3)加熱処理温度T(単位:℃)と加熱処理時間t(単位:時間)の積T×tが、10〜16000(単位:℃・時間)
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】 長繊維強化熱可塑性樹脂ペレットの製造方法において、ペレット溶解時に強化繊維が容易に解けて成形品中に強化繊維を均等に分散させることができるペレットを生産性良く製造する。
【解決手段】
本発明の長繊維強化熱可塑性樹脂ペレット1の製造方法は、溶融された熱可塑性樹脂5浴中に含浸させられた複数の強化繊維束3に対して、強化繊維束3同士を撚り合わせながら熱可塑性樹脂5浴中から引き抜くことで強化繊維の周りに熱可塑性樹脂5が被覆されたストランド8を形成し、ストランド8を所定長さに切断してペレット1を得るものであり、熱可塑性樹脂の溶融粘度をメルトフローレート=500〜1500g/10minに調整し、ストランド8の引き抜き方向に対する強化繊維束3の撚り角θを0°<θ≦50°として、ストランド8を引き抜くことを特徴とするものである。
(もっと読む)
蓬含有フィルム及びその製造方法
【課題】蓬の鮮度保持の効果を長時間使用或いは繰り返し使用によっても保つことができ、かつ蓬成分を確実に分散させて均一な蓬の薬効を生じさせ得る均等な構成材からなり、広く安定した用途に使用可能な蓬含有フィルムの製造方法の提供。
【解決手段】蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料とする生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、得られた3種のペレット一粒当たりの異種同士の重量比が所定のものとなるように混合・攪拌して混合ペレットO1を形成する混合工程と、この混合ペレットを吸引してホッパー32に取り込む取り込み工程と、取り込んだ混合ペレットを押し出し機4に投入して加熱溶融させながら押し出して溶融樹脂O2を形成する加熱溶融工程と、得られた溶融樹脂を空冷インフレーション成形するインフレーション工程を具備する。
(もっと読む)
気流分離装置
【課題】合成樹脂ペレット等の粒状材料に混入している軽い夾雑物を気流によって分離除去するための気流分離装置を提供する。
【解決手段】上部に排気口11、下端に材料搬出口12を備える縦円筒形の分離器本体1内の中間部に、円錐状の上端部21を有するバッフル筒2が配置し、バッフル筒2の円筒部20に臨んで接線方向に開口する材料供給口13が設けられ、軽い夾雑物f,pを含む粒状材料gを一次空気A1と共に材料供給口13へ供給する材料供給手段と、下部空間32に二次空気A2を導入する二次空気導入手段とを具備し、送り込まれた軽い夾雑物f,pを含む粒状材料gは、一次空気A1と下方から吹き上がる二次空気A2に乗って環状空間30を周回しつつ螺旋状に上昇し、上部空間31へ至って粒状材料gが空気流速の低下に伴って落下する一方、遊離した軽い夾雑物f,pが上昇気流に乗って排気口11より排出される。
(もっと読む)
樹脂ペレットの洗浄方法
【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
感染性医療廃棄物から再生されたプラスチックならびにそれから製造された医療用デバイス
感染性医療廃棄物からプラスチックを再生し、再生プラスチックから医療用デバイスを製造する方法が記載される。感染性医療廃棄物から再生されたプラスチックから作られる医療用デバイスも記載される。 (もっと読む)
樹脂組成物の押出装置及び樹脂組成物の製造方法
【課題】樹脂組成物を製造する際に、ダイスカスの発生を抑制し、押出後のペレット化までエラーを発生させることなく製造することができ、電線・ケーブルの絶縁体又はシースに用いる場合に特性劣化のない、樹脂組成物を製造可能な樹脂組成物の押出装置及び樹脂組成物の製造方法を提供する。
【解決手段】投入された樹脂組成物の原料を溶融混練して押し出すための押出機本体3と、押出機本体3のヘッド2に設けられ、樹脂組成物をストランド状に押出成型するためのダイス12とを備えた樹脂組成物の押出装置13において、ダイス12の押出側の面に、ダイス穴22と連続するとともに中空円筒状の先端先細の環状突起部21を設ける。
(もっと読む)
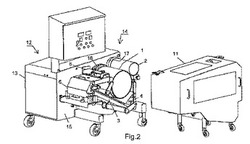
造粒装置
【課題】安全でメンテナンスが容易な造粒装置を提供する。
【解決手段】造粒装置10では、通常時は装置本体16が筐体12の内部に収容されているため、処理槽20やメインモータ26等の機構部が装置の外部に露出しない。これにより、作業者の安全性を確保することができる。しかも、踏み台76のステップカバー92と天板94をフレーム78から取り外し、フロントカバー96、98、100を筐体12から取り外すと共に、装置本体16を筐体12に固定するボルトを外すことにより、装置本体16を踏み台76側へ引き出すことができる。これにより、処理槽20の上方の構成(ホッパ40等)を分解しなくとも処理槽20やメインモータ26等を筐体12の外部に露出させることができるため、装置本体16のメンテナンスを容易に行うことができる。
(もっと読む)
溶融成形用ペレット混合物およびその製造方法、ならびに該溶融成形用ペレット混合物を用いた成形品
【課題】十分な透明性を有しながらも、耐薬品性および耐衝撃性に優れた成形品、および該成形品を製造可能な溶融成形用ペレット混合物を提供すること。
【解決手段】少なくとも非晶性ポリアリレート樹脂、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂pを溶融混練してなるペレット(I)、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂qのペレット(II)を含む溶融成形用ペレット混合物であって、ペレット(I)中におけるポリエステル樹脂pの配合量Wpが非晶性ポリアリレート樹脂100質量部に対して10〜500質量部であり、ペレット(I)とペレット(II)との配合比率が質量比(I/II)で10/90〜80/20であることを特徴とする溶融成形用ペレット混合物。上記溶融成形用ペレット混合物を用いて成形されたことを特徴とする成形品。
(もっと読む)
ペレットの製造方法
【課題】互着しにくいペレットを、生産性高く製造するペレットの製造方法を提供する。本発明によれば、非晶性樹脂を含む互着しやすいペレットであっても、生産性高く製造できる。
【解決手段】熱可塑性樹脂製シートを、該シートの長手方向に裁断してストランド状にした後、シートの幅方向に裁断するペレットの製造方法。前記熱可塑性樹脂製シートが、多層構造をもつシートである前記ペレットの製造方法。前記熱可塑性樹脂製シートが、成形機より連続して押出されたシートである前記ペレットの製造方法。
(もっと読む)
樹脂ペレットの洗浄方法
【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
ポリカーボネート樹脂成形材料の製造方法
【課題】 粉粒体形状のポリカーボネート樹脂の連続的な溶融混練を可能としながら、酸化劣化を効率的に抑制可能な製造方法を提供する。
【解決手段】 比表面積が0.01mm2/g以上で、50wt%以上が200〜2000μmの粒径を有する粉粒体形状のポリカーボネート樹脂を、酸素濃度が3%以下の不活性ガス雰囲気中を50cm以上落下させてから押出機に供給する。
(もっと読む)
水中グラニュレータのカッタヘッドホルダ
本発明は、水中グラニュレータのモータ(5)のモータシャフト(4)に結合することができるカッタシャフトを有する、水中グラニュレータのハウジング内で多孔板(2)からプロセスチャンバ(3)内に出現するプラスチック溶融物からペレットを造粒するための水中グラニュレータのブレード(1)用カッタヘッドホルダであって、カッタシャフトは、内側カッタシャフト部(6)と、内側カッタシャフト部(6)を少なくとも部分的に取り囲む外側カッタシャフト部(7)とを有し、内側カッタシャフト部(6)および外側カッタシャフト部(7)は、互いに対して軸方向に変位可能であるが、互いに対して回転することはできず、外側カッタシャフト部(7)は、内側カッタシャフト部(6)に対して軸方向に変位可能であるように水中グラニュレータの多孔板(2)に面する前方領域内で前部支持体(8)によって支持され、外側カッタシャフト部(7)は、外側カッタシャフト部(7)と水中グラニュレータのハウジングの間に位置する少なくとも1つの回転式軸受(9)によって水中グラニュレータのハウジングに対して回転可能であるように支持される、カッタヘッドホルダに関する。  (もっと読む)
(もっと読む)
ペレットの微粉除去装置
【課題】固相重合して重合度を上げたペレットを用いて溶融紡糸した際に、繊維に発生する繊径斑や単糸切れ等の不良を改善することができるペレットの微粉除去装置を提供する。
【解決手段】微粉が付着したペレットを受け入れるケーシング1と、前記ペレットを輸送するためにケーシング内に気体による旋回流を発生させるペレット供給管2と、ペレットから分離した微粉を吸引除去する上部微紛吸引部3と、ペレットと微粉を分離して微粉のみを通過させるメッシュフィルター4と、該メッシュフィルター4を通過した微粉を吸引するための下部微粉吸引部5と、前記部粉が付着したペレットを衝突させると共に、その軸心が前記ケーシングの軸心と同軸上にあって、且つ前記ケーシングの内部に設けられた頭頂部が円錐状の内部仕切筒6と、前記ケーシングと前記内部仕切筒6の間に上昇流を発生させるための空気供給部7とを備えたペレットの微粉処理装置。
(もっと読む)
ソーラーモジュール用埋め込み材料としてのEVM粒状材料、その製造方法、接着ホイルおよびソーラーモジュール、その製造方法および製造装置
本発明は、ソーラーモジュール用埋め込み材料としての粒状材料であって、α−オレフィン−酢酸ビニルコポリマー(α−オレフィン−酢酸ビニルコポリマーの総重量を基準として、40重量%以上の酢酸ビニル含量を有するもの)からなり、添加剤として、少なくとも1種のUV活性剤と、少なくとも1種のシランカップリング剤とを含む粒状材料、およびソーラーモジュールフィルムを製造するためのその使用に関する。 (もっと読む)
発泡剤混合樹脂粉粒体及び発泡樹脂成形品の製造方法
【課題】発泡倍率が安定しかつ耐熱性及び耐衝撃性が高い発泡樹脂成形品を製造することが可能な発泡剤混合樹脂粒体及び発泡樹脂成形品の製造方法を提供する。
【解決手段】本発明のエンジンカバー10の製造方法では、エンジンカバー10の主成分であるベース樹脂(ポリアミド)を、発泡剤混合樹脂粉粒体にて発泡させてエンジンカバー10を成形する。その発泡剤混合樹脂粉粒体は、発泡剤の粉粒体と樹脂の粉粒体とを結合剤にて結合させた構造になっているので、発泡剤の発泡開始温度より融点が高い高耐熱樹脂(ポリアミド)を発泡剤の粉粒体の結合対象の樹脂として使用することができる。これにより、耐熱性が要求されるエンジンカバー10を製造する場合に、ベース樹脂の融点とそのベース樹脂に発泡剤と共に添加される樹脂の融点との差異が抑えられ、それら樹脂同士の相溶性の低下を防ぎ、耐熱性及び耐衝撃性が高いエンジンカバー10を製造することができる。
(もっと読む)
コポリアミドと架橋ポリオレフィンとを含む組成物
下記(1)と(2)から成る組成物と、その製造方法と、その使用:(1)組成物の総重量に対して45〜95重量%の下記一般式に対応する少なくとも2つの異なる単位から成る半芳香族コポリアミド:A/X.T[ここで、Aはアミノ酸から得られる単位、ラクタムから得られる単位および式(Caジアミン).(Cb二酸)に対応する単位(ここで、aはジアミンの炭素原子数を表し、bは二酸の炭素原子数を表し、aおよびbはそれぞれ4〜36の数で表す)の中から選択され、X.TはCxジアミンとテレフタル酸との重縮合で得られる単位(ここで、xはCxジアミンの炭素原子数を表し、xは4〜36の数で表す)で表す](このコポリアミドはゲルパーミエーションクロマトグラフィで測定した多分散性指数(Ipで表す)が3.5以下で且つアミン鎖末端の含有量が0.020meq/g〜0.058meq/gの間にある)、(2)組成物の総重量に対して5〜55重量%の少なくとも一種の架橋ポリオレフィン。 (もっと読む)
121 - 140 / 581
[ Back to top ]