
Fターム[4F201BA02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 造粒 (581)
Fターム[4F201BA02]に分類される特許
61 - 80 / 581
熱可塑性樹脂組成物の押出成形方法
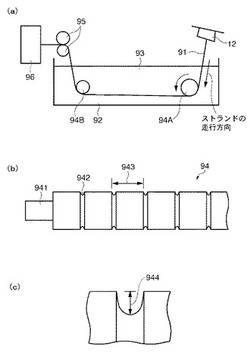
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
シミュレーション装置、プログラム、及び記録媒体

【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、モノフィラメントの集合体である未解繊ガラス繊維束をモノフィラメントに解繊できる製造条件を導出するためのシミュレーション装置、当該シミュレーション装置の機能を実現するためのプログラム、及び当該プログラムを記録したコンピュータ読み取り可能な記録媒体を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御する。
(もっと読む)
樹脂製ビーズの製造方法
【課題】ビーズミルの粉砕分散媒体として用いる樹脂製ビーズを簡便且つ廉価で高い生産性を以て製造する方法の提供。
【解決手段】押出成形によって均一な断面径と平滑な表面を持つ長尺なチューブ状の成形体を得る(第一工程)と共に、この長尺な成形体を所定幅に切断することにより均質な円柱状の切片である多数の半製品を短時間で形成することを可能なものとし(第二工程)、しかも、ビーズミルを用いることでこの半製品に対する洗浄と研磨さらには整形までをも一括して効率的に行い(第三工程)、もって良好な最終製品を高い生産性の下に簡便且つ廉価に製造する。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
異方性充填剤の配向方向制御方法並びに成形品及びその製造方法
【課題】異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法並びに成形品及びその製造方法を提供する。
【解決手段】本発明における異方性充填剤の配向方向制御方法は、熱可塑性重合体(ABS樹脂、ジエン系エラストマー等)及び異方性充填剤(炭素繊維等)を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを、混合物ペレットに含まれる異方性充填剤の一軸配向の方向を規則的に又は不規則的にしつつ、成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程とを備えるである。
(もっと読む)
樹脂ペレットの製造方法
【課題】簡便かつ大量生産に適用可能なブロッキングが防止された樹脂ペレットの製造方法を提供する。
【解決手段】円筒状の被覆室内に供給された樹脂製の原料ペレットを撹拌しながら被覆室の長手方向に搬送するとともに、液状の結着剤を噴霧して、原料ペレットの表面を結着剤で被覆して第一の処理済ペレットを得る工程と、円筒状の付着室内に第一の処理済ペレットを供給し、供給された第一の処理済ペレットを、撹拌しながら付着室の長手方向に搬送するとともに、粉体状のブロッキング防止剤と接触させて、第一の処理済ペレットの表面にブロッキング防止剤を付着させて第二の処理済ペレットを得る工程と、を有する樹脂ペレットの製造方法を提供する。
(もっと読む)
押出機用ストランドダイスおよび樹脂ペレットの製造方法
【課題】目ヤニの発生を十分に防止することができ、しかもダイプレート部のノズル孔の内面や出口部が劣化した場合、ダイス全体を交換せずに低コストで容易に復旧することができる押出機用ストランドダイスを提供すること。
【解決手段】本発明の押出機用ストランドダイスは、溶融した樹脂組成物を上流側から下流側に押出して成形する際に使用される押出機用ストランドダイス1であって、フッ素樹脂からなり、ノズル孔21を有するノズル部材2と、少なくとも1つのノズル部材2が嵌合されているダイプレート部3と、ノズル孔21に対応する孔41を有し、前記樹脂組成物をノズル部材2に導くと共に、ノズル部材2の前記上流側の端面を覆うように、ノズル部材2の前記上流側に配置され、ダイプレート部3に連接しているバックアッププレート部4とを備える。
(もっと読む)
エポキシ樹脂成形材料の製造方法及び製造装置並びに樹脂封止型半導体装置
【課題】高信頼性の半導体パッケージを製造できるエポキシ樹脂成形材料を提供する。
【解決手段】常温で固形のエポキシ樹脂、常温で固形のフェノール樹脂、硬化促進剤及び無機充填材を必須成分とするエポキシ樹脂組成物を、均一に混合して複合材料粉末とする混合機2と、複合材料粉末を溶融混練してシート状の混練シートとする、二段以上の二軸の加熱ロール機を有する多段加熱ロール機3と、混練シートを冷却、固化させて固形シートとする冷却機4と、固形シートを粉砕して、粉末状のエポキシ樹脂成形材料とする粉砕機5と、を有するエポキシ樹脂成形材料の製造装置1及びこれを用いたエポキシ樹脂成形材料の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂組成物及び繊維強化熱可塑性樹脂組成物の製造方法
【課題】分散性、成形性、剛性、強度の補強性に優れる繊維強化熱可塑性樹脂組成物及びその製造方法を提供する。
【解決手段】本発明にかかる繊維強化熱可塑性樹脂組成物は、(a)ポリオレフィン5を100重量部と、(b)ガラス転移温度が0℃以下のゴム状ポリマー7を10〜600重量部と、(c)平均粒子径1μm以下で水分含有量1000ppm以下の球状のシリカ3を10〜500重量部と、(d)主鎖中にアミド基を有する熱可塑性ポリマー1の極細繊維を1〜400重量部と、(e)シランカップリング剤を0.1〜20重量部と、からなる組成物であり、成分(a)、成分(b)及び成分(c)からなるマトリックス中に成分(d)が平均径1μm以下の極細な繊維として分散しており、成分(a)、成分(b)、成分(c)及び成分(d)の各成分が、成分(e)を介して化学結合をしている。
(もっと読む)
水中カット造粒装置
【課題】水中カット造粒装置において、搬送水を高所へ揚水させることに伴って生じる位置エネルギーを回収し、再利用できるようにすることで、省エネルギー化を図るようにする。
【解決手段】ダイから押し出される溶融樹脂を水室11内でカッタにより切断してペレットにする切断装置2と、この切断装置2の水室11から搬送水と共に下流へ送り出されたペレットを搬送水から分離する分離装置3と、この分離装置3の下方に設置されて分離装置3から排出された搬送水を貯留するタンク4とを有すると共に、このタンク4と前記水室11との間で搬送水を循環させるように循環経路が形成されている水中カット造粒装置1において、水室11の下流側に形成されている戻り側循環経路に、この経路内を上から下へ流れ落ちる搬送水のエネルギーで発電する水力発電装置10が設けられたものとする。
(もっと読む)
粉末量測定装置及び粉末量測定方法
【課題】合成樹脂ペレットに付着した切粉の量を正確かつ容易に測定可能な粉末量測定装置・測定方法を提供する。
【解決手段】樹脂ペレットを通過させない目開きのふるい3と、切粉を通過させない目開きのスクリーン7を備えた切粉測定装置1により、ペレットに付着した切粉量を測定する。切粉測定装置1は、ふるい3が取り付けられるふるい漏斗2と、ふるい漏斗2を振とう機4上にて支持するふるい固定台9と、ふるい漏斗2に装着されスクリーン7が取り付けられたカフス11と、カフス11に接続された吸引装置16とを有する。ふるい3にペレットを収容し、振とう機4にてふるい3を振動させつつ、スクリーン7を介して、ふるい漏斗2に取り付けられたふるい3内を吸引する。この吸引により、ペレットから切粉を分離し、これをスクリーン7にて捕捉し、捕捉された切粉の量を測定する。
(もっと読む)
ペレットの製造方法
【課題】切り粉の発生、ペレットの変色、ペレットの吸湿、フロス発生を防止し、ペレットを製造する。
【解決手段】(a)〜(e)の条件を満たすペレット冷却機4を用い、ペレット冷却機の出口温度を50〜120℃としてペレットを冷却する工程を有するペレットの製造方法。
(a)入口側と出口側に、高さ4〜50mmの堰21〜23を有している。
(b)ペレット移動は振動方式である。
(c)前記堰間に冷却部を有し、当該冷却部において、冷却用媒体である気体によりペレットの冷却がなされる。
(d)前記冷却用媒体である気体は、ペレット冷却機4の下方向から上方向に供給する。
(e)入口側堰21の上流側に、ペレタイザー出口からペレットを供給するようになされており、ペレットは前記入口側堰21を乗り越え、前記冷却部を2〜40mmの高さで移動し、前記出口側の堰22を乗り越え、ペレット冷却機4から排出されるようになされている。
(もっと読む)
非金属材料により変性された熱可塑性樹脂複合材料及びこの樹脂を用いた製品の製造方法
本発明は非金属材料により処理された変性熱可塑性樹脂複合材料に関する。この複合材料は、以下のパーセンテージで各原材料を含んでいる:充填材料50%〜70%、ポリプロピレン25%〜40%、マレイン酸変性ポリプロピレン3%〜6%、酸化チタン1%〜3%及び酸化防止剤1%〜2%。当該充填材料はステアリン酸により処理された変性材料である。本発明は当該非金属材料により処理された変性熱可塑性樹脂複合材料を利用し、衛生器具、衛生器具用金物、アウトドア製品、外装用管材、ランドスケープ用品を製造する方法を提供する。当該原材料は入手しやすく、製造には長時間の焼結が必要なく、エネルギーの消耗量も少ない。機械のオートメーション化は高く、労働強度も軽減される。歩留まりは高く、製品は工業化、規模化生産に適する。本発明の非金属材料により処理された変性熱可塑性樹脂複合材料は衛生器具、衛生器具用金物、アウトドア製品、外装用管材、ランドスケープ用品の製造に適用できる。 (もっと読む)
水中カット造粒装置用ナイフホルダ
【課題】片持ち支持に比べて、ナイフに生じる撓みを減らしてナイフの摺動面とダイプレートの硬化凸面との間に生じる隙間を小さくすることができ、形状の良好な樹脂ペレットが得られるようにした、水中カット造粒装置用ナイフホルダを提供すること。
【解決手段】円板状をなし、外周端11aがダイプレート40の硬化凸面52の内周端52bよりも内側で且つナイフ30を含むように位置するナイフホルダ本体11と、ナイフホルダ本体11の外周端11aの周方向における等間隔位置にそれぞれ設けられ、該外周端11aから径方向外方へ突出して硬化凸面52の内周端52bよりも外側まで延び、ダイプレート40に臨む側であるその前面側にナイフ上面側を位置させた状態でナイフ30が固定されるリブ部12と、を備える。
(もっと読む)
繊維強化樹脂ペレット
【課題】製造された繊維強化樹脂ペレットを射出成形にて成形する際、成形機内のスクリュー通過時に繊維が切断され、繊維長が短くなるため、繊維の補強効果を十分に奏することができない。本発明では、強度性能の高い繊維強化樹脂ペレットを提供することを目的とする。
【解決手段】植物繊維と樹脂とを含む繊維強化樹脂ペレットにおいて、植物繊維の繊維長が、式(1)で表される臨界繊維長(Lcr)以上の長さであることを特徴とする繊維強化樹脂ペレット。Lcr=σf×Φf/(2×τ)・・・式(1)
(ただし、σfは植物繊維の引張強度、Φfは、植物繊維の直径、τは植物繊維と樹脂との間の界面接着強度を表す)である。
(もっと読む)
ポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法
【課題】別途メルトフローレート(MFR)分析機器を設置せずに、造粒機内のポリオレフィン樹脂のMFRをほぼ正確に瞬時に推測でき、推測されたMFRを用いて安定的に所望の運転状態を実現・維持できるポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法の提供。
【解決手段】ポリオレフィン樹脂原料を造粒機に供給して造粒するシステムであって、前記造粒機の運転データのうち、少なくとも1項目の所定の運転データを用いて、造粒機内のポリオレフィン樹脂の推測MFRを得るソフトセンサーを有することを特徴とするポリオレフィン樹脂の造粒システム及びこれを用いた造粒方法。
(もっと読む)
ポリマーの水中ペレット化のためのプロセスおよび装置
【課題】ダイ穴がその長さの少なくとも一部に沿って逆テーパを組入れるダイを使用する、ポリマーのペレット化のための改良されたプロセスおよびこのダイを組入れる水中溶融切断機を提供すること。
【解決手段】ダイプレート(1)は、ポリマー(図示せず)がダイ(穴)を出る出口面(2)と、(溶融)ポリマーがダイ穴(4)に入る入口面(3)とを有する。この特定の場合において、(4)は、その長さの一部、ゾーン5にわたってまっすぐであり、その長さの一部、ゾーン6にわたって逆テーパを有する。テーパ状部分は、「テーパ角度」(8)を有する。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよび長繊維ペレットの製造方法
【課題】炭素繊維と高粘度の熱可塑性樹脂からなり、樹脂の含浸性が高い熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】熱可塑性樹脂を粘度100〜1000Pa・s(Ns/m2)にて樹脂浴中に保持し、該樹脂浴容器内のローラーに平均直径5〜10μmの炭素繊維のモノフィラメントから構成される繊維束を下記式(1)および(2)を満たす条件にて搬送することにより、繊維束に樹脂を含浸させる熱可塑性樹脂含浸ストランドの製造方法。
T2/(r×η×v)>100 (1)
T2<0.5×σ×N×S (2)
(T2:繊維の引き取りテンション(N)、r:ローラーの径(m)、η:熱可塑性樹脂の粘度(Pa・s)、v:搬送速度(m/S)、σ:炭素繊維の強度σ(MPa)、N:繊維束のフィラメント数、S:単繊維の断面積(mm2))
(もっと読む)
ポリオレフィン系樹脂ペレットの製造方法
【課題】形状の良好なペレットを得ることができるポリオレフィン系樹脂ペレットの製造方法を提供する。
【解決手段】ポリオレフィン系樹脂供給口から、ポリオレフィン系樹脂の融点を超える温度に調整されたバレルまでの第1ゾーンと、該第1ゾーンの下流側に隣接し、バレル温度がポリオレフィン系樹脂の融点以下の温度に調整された第2ゾーンとが設けられた二軸押出機のポリオレフィン系樹脂供給口から、二軸押出機内にポリオレフィン系樹脂を供給し、第2ゾーンのスクリュー構成として、逆方向スクリューエレメント及び/又はニュートラルスクリューエレメントからなるスクリューブロックを有し、当該ブロックの長さが第2ゾーンの長さの10%〜50%であるスクリューを用いてポリオレフィン系樹脂を溶融混練および溶融押出しするポリオレフィン系樹脂ペレットの製造方法。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状を有するブロックが配置された含浸浴中に、炭素繊維束を導入し、ブロックの円弧部分に炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、円弧形状を有するブロックは凸状の円弧を有する開繊ブロックと逆凹状の円弧を有する収束ブロックから構成され、その弧の向きは同一であり、開繊ブロックをはさむように収束ブロックが配列されていることを特徴とする熱可塑性樹脂含浸ストランドの製造方法。
(もっと読む)
61 - 80 / 581
[ Back to top ]