
Fターム[4F201BA02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 造粒 (581)
Fターム[4F201BA02]に分類される特許
81 - 100 / 581
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状のピンが配置された含浸浴中に、炭素繊維束を導入し、ピンに炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、
円弧形状のピンは円弧半径の異なる収束ピンと開繊ピンが交互に配列され、ピン数の合計は少なくとも3個であり、収束ピンの内接円の半径をR1,開繊ピンの外接円の半径をR2としたとき、R1>R2を満たすことを特徴とする熱可塑性樹脂含浸ストランドの製造方法、またそれからの炭素繊維長繊維ペレットの製造方法。
(もっと読む)
造粒方法及び造粒装置

【課題】ペレットの製造コストを低減することができる造粒方法及び造粒装置を提供する。
【解決手段】ダイス106の孔から押出された被処理媒体を循環箱109に内在するカッタ刃により切断するとともに、切断されたペレットをペレット冷却輸送水(PCW)により冷却しつつ循環箱109から搬送するアンダーウォーターカット(UWC)装置107を用いた造粒方法であって、造粒を開始する前に、PCWを循環させるとともに、カッタ刃を回転させながらダイス106に押し当てた後にPCWの循環を停止し、PCWを排出して循環箱109に所定量のPCWを貯留させ、循環箱109に貯留したPCWを69℃以上の温度に加熱する。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
押出成形用複合ペレットの製造方法,及び前記方法で製造された押出成形用の複合ペレット
【課題】ペレット間に融着がなく,形状,寸法及び密度等のバラツキの無い押出成形用の複合ペレットを提供する。
【解決手段】熱可塑性樹脂と木粉を含む原料を押出機42により溶融混練して得た溶融材料を,前記押出機42の先端に取り付けたダイノズル43に設けたノズル孔43aを介してストランド状に押し出すと共に,前記溶融材料のストランドを所定の長さに毎に切断してペレットを形成する。この時,ダイノズル43に設けた各ノズル孔43a内における溶融材料の流速を表す線速度υdが,12〜50cm/secの範囲となるように,押出機42の押出量Q,各ノズル孔43aの直径D及び前記ノズル孔43aの数nを調整する。
(もっと読む)
熱可塑性樹脂ストランド用吸引式水切り装置
【課題】吸引ノズル体のノズル穴の両側に設けられた吸引スリットの吸引空気を可変とし、ストランドの水切り能力を向上させた熱可塑性樹脂ストランド用水切り装置の提供。
【解決手段】吸引ノズル8のノズル穴13の両側に形成された入口側及び出口側吸引スリット30,31に可動式に設けられ吸引空気の流量を調整するための第1、第2吸引空気調整体15,15aとを備え、各吸引空気調整体15,15aの移動により各吸引スリット30,31の開口面積を変化させる構成。
(もっと読む)
ポリ乳酸系熱可塑性樹脂ペレットの製造方法
【課題】ポリ乳酸樹脂含有量が40質量%以上で、ブロッキング傾向の高いポリ乳酸系熱可塑性樹脂組成物を溶融混練、押出し、水冷、カッティングして、耐ブロッキング性に優れたペレットを製造する。
【解決手段】押出機における押出条件(1)、ストランドの冷却条件(2)、およびカッター装置におけるカッティング条件(3)を、以下の条件とする。
条件(1):ダイより押出されるストランドの表面温度が、ポリ乳酸樹脂の融点:Tm (℃)に対して(Tm−5)℃〜(Tm+80)℃
条件(2):45〜90℃の水に0.5〜12秒間浸漬して、ストランドの表面温度
(Tm−50)℃〜(Tm−10)℃に冷却する。
条件(3):ストランドの表面温度(Tm−100)℃〜(Tm−50)℃でカッティ
ングする。
(もっと読む)
樹脂ペレット製造装置
【課題】帯電防止剤を添加した水がストランドの熱影響により蒸発することを抑え、簡単な処理設備によって帯電防止剤の濃度を安定させる。
【解決手段】押出し機10で成形されたストランド16の表面に帯電防止剤を付着させるとともに、最終的には該ストランドを切断してペレット化する樹脂ペレット製造装置であって、押出し機10から押出されて一方向へ送られるストランド16を冷却する冷却水槽20と、この冷却水槽から送り出されたストランドを受入れ、帯電防止剤が添加された水の中を通過させることによってストランドの表面に帯電防止剤を付着させる帯電防止用の処理設備(処理水槽30)とを備えている。
(もっと読む)
熱可塑性樹脂ペレットの製造方法
【課題】 ペレット化後に乾燥工程を短縮もしくは省略することが可能な、熱可塑性樹脂ペレットの製造方法。
【解決手段】 溶融押出機を用いて熱可塑性樹脂を溶融押出し、これを冷却媒体として、パーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)で示す特性を有する常温で液体である媒体を接触させ、切断機で切断してペレットを製造する方法。
(a)沸点が100℃未満
(b)25℃における蒸気圧が5〜30KPa
(c)25℃における密度が1050kg/m3以上
(d)25℃における表面張力が20mN/m以下
(もっと読む)
液晶ポリエステル樹脂ペレットの製造方法および押出機
【課題】液晶ポリエステル樹脂ペレットの製造方法において、ストランド切れの発生を抑制し、液晶ポリエステル樹脂ペレットを安定的に収率よく製造する。
【解決手段】押出機は、バレル3内にスクリュー6が設けられ、バレル3の先端にダイス5が取り付けられ、ダイス5の先端にノズル5bが形成されている。ダイス5の内部流路5dのスクリュー6の軸方向(矢印E、F方向)に直角な断面積がスクリュー6の先端6aからノズル5bに向かって減少している。バレル3の最大内径をD、スクリュー6の先端6aからノズル5bの出口5cまでの距離をL、ダイス5の内部流路5dの狭まり角をθとしたとき、押出機が以下の関係式(1)(2)のいずれをも満たすようにする。
(1)L≦D
(2)0°<θ≦45°
(もっと読む)
粉砕装置および粉砕方法
【課題】一対のローラで樹脂組成物を粉砕したときに、その粉砕された樹脂組成物が各ローラの外周面に付着して残留するのを確実に防止することができる粉砕装置および粉砕方法を提供すること。
【解決手段】粉砕装置1は、並べて設置されたローラ4a、4bを有し、ローラ4aとローラ4bの間で硬質の樹脂組成物であるシート材Q1を押し潰して粉砕する粉砕機構2と、粉砕されているシート材Q1およびその粉砕で成形された粉体Q2を冷却する冷却手段3とを備えている。
(もっと読む)
ペレット製造装置及びペレット製造方法
【課題】 既存の設備に大きな変更を加えることなく、最小限の変更で生産量を上昇させられるペレット製造装置及びペレット製造方法を提供すること。
【解決手段】 バレル部2と、このバレル部2の内側に設けられた装着空間3内に配置された2本のスクリュー4と、これら2本のスクリュー4の回転によって原料供給部10から先端側に搬送される原料を先端側から排出するダイ5とを備えたものであって、前記装着空間3において前記スクリュー4の先端側が位置する排出端部空間9Aは、前記スクリュー4の基端側4Aが位置する装着空間3よりも大きな内径を備えていると共に、この排出端部空間9Aに位置する先端部スクリュー8の外径は、基端側における基端部スクリュー7の外径よりも大きく形成されていることを特徴とするペレット製造装置1によって達成される。
(もっと読む)
ペレット冷却/搬送用水の排出方法及び装置
【課題】本発明は、PCW入口ラインとPCW出口ラインとの間にバイパスラインを設け、水中カッター装置のドレインバルブからのPCWの排出を円滑化することを目的とする。
【解決手段】本発明によるペレット冷却/搬送用水の排出方法及び装置は、水中カッター装置(4)の出口側(4a)のPCW出口ライン(31)と入口側(34)のPCW入口ライン(32)との間をバイパスライン(40)で接続し、押出機停止後、水中カッター装置(4)のドレインバルブ(35)を開弁した場合、前記PCW出口ライン(31)からの外部空気がバイパスライン(40)を経てPCW入口ライン(32)に入り、PCW入口ライン(32)内のPCW(14a)が排出される方法と構成である。
(もっと読む)
アクリル系樹脂ペレットの製造方法及びフィルムの製造方法
【課題】アクリル系樹脂のような吸湿性の高い樹脂であっても、含水率の低いペレットを効率良く安定的に製造することができる製造方法を実現する。
【解決手段】本発明のアクリル系樹脂ペレットの製造方法は、溶融状態のアクリル系樹脂をペレットに成形する成形工程と、上記成形工程後に、上記ペレットを貯蔵サイロ(5)へ移送する移送工程とを含むアクリル系樹脂ペレットの製造方法であり、上記移送工程におけるペレットの温度を70℃以上に保持する方法である。また、本発明のアクリル樹脂系パッケージ体は、アクリル系樹脂ペレットが、水蒸気透過度が1.0g/m2/24h未満の材料で密閉されており、上記アクリル系樹脂ペレットは、含水量が300ppm未満であり、且つ液中パーティクルカウンターで測定した、直径が2μm以上の異物が500個/g未満である。
(もっと読む)
ポリオレフィンの造粒方法、その装置、および、重合装置
【課題】良好にポリオレフィンを造粒できるポリオレフィンの造粒方法を提供する。
【解決手段】水にエマルジョンタイプのシリコーンオイルを100質量ppm以上10000質量ppm以下で含有させて冷却水を調製する。溶液重合した後に揮発成分を除去した重合溶液を、ある程度冷却した後に調製した冷却水で冷却しつつペレット状に切断するコールドカットを実施する。低分子量低規則性のポリプロピレンでもブロッキングが生じにくくなり、製造速度を向上でき、効率よく製造できる。
(もっと読む)
顆粒状物を作製するための装置
本発明は、溶融物が押し出される開口を有する穴あきプレートと、溶融物が押し込まれるプロセスチャンバ(1)と、穴あきプレートから押し出される溶融物のストランドを個別のペレットに切断するための切断デバイスとを有する、ペレットを作製するためのデバイスに関する。プロセスチャンバ(1)は、プロセス流体で充填するための入口(2)と、プロセス流体およびその中に存在するペレットのための出口(3)と、プロセス流体を入口(2)を介してプロセスチャンバ(1)内に送出し、ペレットを中に含有するプロセス流体を出口(3)を介してプロセスチャンバ(1)から離れる方向に搬送するための運搬デバイスとを有し、入口(2)は、プロセスチャンバ(1)の下半部のある高さに配置され、プロセスチャンバ(1)中の入口開口(2a)と、プロセスチャンバ(1)に続くように配置された入口チャネル(2b)とを有し、三方弁(4)が、入口チャネル(2b)と、プロセス流体供給ライン(5)と、三方弁(4)から下方に続くプロセス流体排出ライン(6)との間に設けられ、この弁は、入口(2)の高さよりさらに下方に配置され、出口(3)は、プロセスチャンバ(1)の上半部に位置し、プロセスチャンバ(1)中の排出開口(3a)と、プロセスチャンバ(1)から離れる方向に続くように構成された出口チャネル(3b)とを有し、出口チャネル(3b)上の弁(7)を介してプロセスチャンバ(1)に連結され得る空気圧デバイスが、プロセスチャンバ(1)からプロセス流体を排出するために、プロセスチャンバ(1)が空気圧デバイスからの圧縮空気で充填され得るような態様で設けられ、それにより、プロセス流体は、プロセスチャンバ(1)から、入口開口(2a)および入口チャネル(2b)、ならびに三方弁(4)およびプロセス流体排出ライン(6)を介して放出され得る。  (もっと読む)
(もっと読む)
ペレット及びその製造方法
【課題】凝集性の高いシリコーンパウダーであっても熱可塑性樹脂に正確な割合で配合可能であり、且つ、エネルギー効率の高い、熱可塑性樹脂へのシリコーンパウダーの混合手法を提供すること
【解決手段】熱可塑性樹脂に水系シリコーンパウダーサスペンジョンを混合して加熱することによって、シリコーンパウダーを含むペレットを得る。前記加熱を30〜300℃で行うことが好ましく、また、前記加熱を押出機、特に、ベント付2軸押出機で行うことが好ましい。
(もっと読む)
切断によって粒子を得るための造粒機用の切断装置
本発明は、ノズルから排出される樹脂ストランドを切断することによって、粒子を得るための造粒機用の切断装置に関するものである。切断装置は、被駆動部および駆動部を含むカルダン接合部品を用いて接合される切断ローターを含む。被駆動部および駆動部は、フォース伝達部を含む。被駆動部および駆動部各々は、相互に関して約90°回転させられるとき、プロングがフォース伝達部に関して回転するような形状のプロングを備える。各々のプロングは、フォース伝達部を通って延び、且つ双方のアクスルが本質的に相互に関して約90°オフセットされてアクスルを支持する。 (もっと読む)
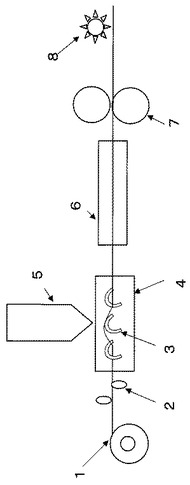
熱可塑性樹脂ペレットの製造装置およびその製造方法
【課題】高収率かつ高品質の熱可塑性樹脂ペレットを製造する装置および製造方法を提供する。
【解決手段】熱可塑性樹脂を溶融した後、供給機から吐出させることにより得られたストランド群を搬送する金属メッシュ性ベルトコンベア3と、該ベルトコンベア3上にストランド群7に向けて冷却水を噴霧する冷却装置4と、付着水を除くためのエアー吹きつけ装置5と、ベルトコンベアにより搬送されたストランド群7をペレット状に切断するストランドカッター6を用いた製造装置で、供給機吐出部からストランド群7が最初に冷却水と接触する距離(L1)が300〜1200mmであり、供給機吐出部からストランド群が最後に冷却水と接触する位置(L2)と供給機吐出部からストランドカッターまで距離(L3)の割合(L2/L3)が0.05〜0.4である事を特徴とする、熱可塑性樹脂ペレット製造装置。
(もっと読む)
ガラス繊維強化ポリプロピレン材の再生方法及びガラス繊維強化ポリプロピレン材の再生成型品
【課題】ガラス繊維強化ポリプロピレン材(FR−PP材)の成型品から再生成型品を成形する際の変色を抑制できて、良好な再生成型品を製造することができるようにする。
【解決手段】FR−PP材の成型品を粉砕し、この粉砕材を原料として再生成型品を成形する場合において、前記粉砕材を加熱溶融させてペレット化する際にチオエーテル系酸化防止剤を添加したり、前記粉砕材をそのまま用いて射出成形する際にチオエーテル系酸化防止剤を添加したりする。リサイクルする際の酸化防止剤にチオエーテル系酸化防止剤を用いた場合(実施例1〜3)は、酸化防止剤を用いない場合(比較例1,2)やフェノール系酸化防止剤を用いた場合(比較例3〜5)に比べて、黄変度を抑えることができる。
(もっと読む)
被覆廃材加工方法
【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
(もっと読む)
81 - 100 / 581
[ Back to top ]