
Fターム[4F201BA02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 造粒 (581)
Fターム[4F201BA02]に分類される特許
141 - 160 / 581
再生樹脂ペレットとその製造方法
【課題】ロスフィルムの材質や形状にかかわらず、嵩密度や形状が均一な再生樹脂ペレットを形成できるペレットの製造方法を提供する。
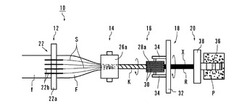
【解決手段】連続的に供給された1または複数の長尺のロスフィルムfにスリット加工又は孔加工を施し、スリット加工又は孔加工後のロスフィルムFを細く絞り込んだ状態で一対の絞りローラ26a,26b間に供給し、絞りローラ26a,26bの下流側にて絞りローラ26a,26bに対して相対的に回転し、且つ、その外周面に凹凸が形成された一対の圧縮ローラ28a,28b間に細く絞り込まれたロスフィルムFを送り出し、絞りローラ26a,26bと圧縮ローラ28a,28bとの間でロスフィルムFを捩ってコヨリ状の紐Kとし、一対の圧縮ローラ28a,28bにてコヨリ状の紐Kを所定間隔で点圧縮して紐Rを形成し、該紐Rを凹状圧痕Xの間隔よりも広い間隔で、且つ、スリットS又は孔Hを含んだ状態で切断する。
(もっと読む)
二軸スクリュ押出機を使用した粉砕混合造粒方法及び装置

【課題】二成分以上かつ熱変形温度が異なるプラスチック原料を安定して安価に造粒する。
【解決手段】加熱冷却可能なシリンダ4内に互いに同方向回転する一対のスクリュ3を有する二軸押出機1を用い、二成分以上かつ熱変形温度が異なるプラスチック原料7を粉砕混合造粒する二軸スクリュ押出機を使用した粉砕混合造粒方法において、前記シリンダ4の原料供給の開口部5の軸方向長さ(L)を1.7Dよりも長く5D以下とし、前記開口部5下の各スクリュ3には、軸直角の断面形状を角フライト又は半角フライトスクリュとし、前記シリンダ内に水を前記プラスチック原料7に対して0.6%以上4%未満で供給し、かつ減容、粉砕、溶融、混合させた前記プラスチック原料を前記シリンダから排出する前にベント部21からガス成分を除去し、前記シリンダ先端4aに設けたダイス22と造粒装置23により溶融状の前記プラスチック原料をペレット状に造粒する。
(もっと読む)
処理能力が向上したペレット化、乾燥、及び袋詰めの連続システム
本発明の種々の実施形態は、材料を連続的に袋詰めするための改良された工程及びシステムに関する。特に、この改良された工程及びシステムは、向上した処理能力で粘着性材料を袋詰めするために使用することができる。このシステムは、大きくは、供給部、混合部、ペレット化部、移送配管、凝塊物捕集部、非流動化セクション部、乾燥部、ペレット分岐バルブ、及び/又は袋詰めアセンブリの少なくとも1つを含む。 (もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体の製造方法
【課題】植物性材料を多く含有しながら優れた流動性を得ると共に機械的特性にも優れた熱可塑性樹脂組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】植物性材料が50〜95質量%の組成物の製造方法であって、回転軸の円周方向に複数の混合羽根が立設された混合具を備えた第1混合溶融装置を用いて、酸変性されていない熱可塑性樹脂(A1)を溶融させながら、植物性材料と樹脂(A1)と有機過酸化物とを混合して第1組成物を得る工程と、同混合具を備えた第2混合溶融装置を用いて、酸変性されていない熱可塑性樹脂(A2)及び酸変性された熱可塑性樹脂(B)を共に溶融させながら、第1組成物と樹脂(A2)及び樹脂(B)とを混合して第2組成物を得る工程と、を備える。更に、本熱可塑性樹脂組成物の製造方法により得られた熱可塑性樹脂組成物を射出成形して成形体を得る。
(もっと読む)
押出機
【課題】押出機の装置を小型化、簡素化する。
【解決手段】ケーシング1内にスクリュー2を上下方向に設け、前記スクリュー2はその上端2a側で前記ケーシング1に回転自在に支持されてその下端2b側は自由端とする。ケーシング1は、前記スクリュー2の下端2b側に上下方向に伸びる複数個の貫通孔11を有する摩砕板10を備え、前記スクリュー2が備える螺旋羽根3の下端縁3bは前記摩砕板10の上面10aに対向する。ケーシング1内に投入された被処理物は、前記螺旋羽根3の下端縁3bと前記摩砕板10との間で破砕、圧縮されて、貫通孔11を通じてケーシング1外へ排出される構成とした。スクリュー2を縦置きとしたことから、螺旋羽根3を全長に亘って設ける必要がなくなり、重力によって被処理物が摩砕板10側へ押し付けられるから、一軸のスクリューで所定の破砕、圧縮を行うことができ、装置の小型化、簡素化が可能である。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、熱可塑性樹脂と植物繊維とを混練し、混合して樹脂繊維混合物とする混合工程と、樹脂繊維混合物を圧延して平板状の圧延物C1とする圧延工程とを備える。圧延装置30は、樹脂繊維混合物を呼び込むための呼び込みロール301と、この呼び込みロール301から送出される樹脂繊維混合物Cを平板状に圧延するための圧延ロール302とを備えることが好ましい。
(もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 結晶性を有しているもののガラス転移温度が低く、融点も比較的低い共重合ポリエステルのペレットを、操業性よく生産することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とからなり、結晶核剤を0.3〜5.0質量%含有し、融点(Tm)が100〜150℃の共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理する。
(もっと読む)
木繊維−プラスチック複合材製品を製造する方法
リグノセルロース材料の繊維又は天然繊維と、プラスチック材料とを含む複合材製品を製造する方法は、熱硬化性樹脂及び熱可塑性ポリマー、モノマー、又はオリゴマーを含む液体又は粒状のバインダー調合物を利用する。プラスチック製造における供給原料として使用するために又はプラスチック製造における供給原料を作る際に使用するために作られる複合材製品は、プラスチック押出機において熱及び機械的剪断の下で細分化されて、前記繊維の大部分を放出し得るか、又は前記製品は、他の形態の中間製品として若しくは最終製品として有用であり得る。 (もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 水分率の低い非晶性の共重合ポリエステルペレットを操業性よく製造することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 主たるジカルボン酸成分がテレフタル酸、主たるジオール成分がエチレングリコールであり、共重合成分としてイソフタル酸を5〜50モル%含有する共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理し、熱処理後のペレット11の水分率を500ppm以下とする。
(もっと読む)
ベントを備えた押出機のベントアップ検知方法および押出機
【課題】ベントを備えた押出機の、ベントアップの兆候を確実かつ早期に検知することができる、ベントアップの検知方法を提供する。
【解決手段】シリンダ(5)内に、第1の圧力センサ(12)を造粒装置(3)近傍に、第2の圧力センサ(13)をベント(10)と造粒装置(3)の間の所定の位置に、第3の圧力センサ(14)を造粒装置(3)寄りのベント(10)近傍に、それぞれ設ける。第1、2の圧力センサ(12、13)において測定される溶融樹脂の圧力から、ベント(10)近傍における溶融樹脂の圧力を予測して、ベントアップの兆候を検知する。第3のセンサ(14)において測定される溶融樹脂の圧力から、ベントアップの発生を検知する。
(もっと読む)
単軸スクリュープラスチック加工装置において加工可能な表面処理圧縮成形材料の製造方法
本発明は、熱可塑性ポリマーの加工分野に関し、特に本発明は、コンパウンディング段階無しに、熱可塑性ポリマーにおける使用に適した圧縮成形材料を製造する方法であって、a)少なくとも1つの一次粉末材料を準備する段階、b)少なくとも1つの溶融表面処理用ポリマーを準備する段階、c)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを、円筒型処理室の高速ミキサーユニット中に同時にまたは逐次に供給する段階、d)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを高速ミキサー中で混合する段階、e)段階d)から得られた混合材料を冷却ユニットに移送する段階を含む方法、および本方法によって得られた圧縮成形材料、および熱可塑性ポリマーにおけるこの使用に関する。 (もっと読む)
水中ペレタイザにおけるカッターハブの位置を制御するシステム
水中ペレタイザ内でブレードを調整するカッターハブの位置制御装置は、ペレタイザカッターハブに取り付けられたモーションロッドに連結され、ペレタイザモータの中空軸を貫通して延びている。カッターハブの位置制御装置は、この位置制御装置が取り付けられたモーションロッドの軸と共線であり、横断し、または平行する面内にあってもよい。カッターハブ位置制御装置の調整は、フィードバック制御機構を利用することにより自動化されている。 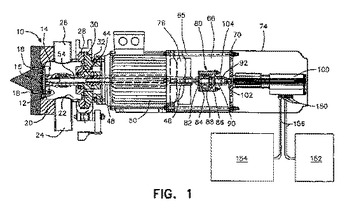 (もっと読む)
(もっと読む)
天然繊維束の密着固定装置、これを用いた天然繊維ペレット及び天然繊維強化生分解性樹脂複合材料
【課題】安価にでき、且つ、強度も有する天然繊維ペレット及び天然繊維強化生分解性樹脂複合材料を提供する。
【解決手段】天然繊維束を駆動案内する駆動ユニット5と、加熱ヒータにてパラフィン等を溶融する溶融槽60とを有する密着固定装置本体を備えた天然繊維束の密着固定装置1により、パラフィン等を密着固定させて作製した均一長さの天然繊維ペレットと、生分解性樹脂を適切に配合分布させた高品位の、地球環境に支障の少ない天然繊維強化生分解性樹脂複合材料が得られる。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、原料繊維を裁断する裁断工程と、熱可塑性樹脂と裁断繊維とを混練し、混合する混合工程と、を備え、裁断繊維は、裁断装置が有する目開き0.5〜2mmのスクリーンを通過し、且つ真直状である。
(もっと読む)
搬送装置及び方法
【課題】溶融した樹脂材料の切断片を効率的に搬送するのに適した、簡素な構造の搬送装置を提供する。
【解決手段】搬送装置10は、溶融樹脂片3を搬送するスライダー11と、スライダー11の側面に所定の間隔を隔てて配設され、溶融樹脂片3の搬送方向に向けて高圧水流14を噴出するノズル13とを備える。高圧水流14は、溶融樹脂片3を冷却しつつ搬送方向に高速に搬送する。
(もっと読む)
粘着性をもつポリエステル系成型樹脂組成物のペレタイズ加工方法
【課題】粘着性をもつポリエステル系成型用樹脂組成物のペレタイズ加工方法を提供する。
【解決手段】芳香族ポリエステルと、タッキファイヤーと、1分子中に水酸基を2個以上有するポリオール化合物とを含有し、粘着性をもつポリエステル系成型用樹脂組成物のペレタイズ加工方法であって、該成型用樹脂組成物のストランド101を押出成形する工程、該ストランドを冷却する工程、ガラス転移点45℃以上のポリエステル系樹脂を樹脂固形分濃度10質量%以上で含むポリエステル系樹脂エマルジョンを該ストランドの表面に付着させる工程、および該ストランドをカットしてペレット11化する工程を含む、ポリエステル系成型樹脂組成物のペレタイズ加工方法。
(もっと読む)
射出成形用硬質塩化ビニル樹脂組成物およびその利用
【課題】 組成物の混練性が良好であり外観が良好な射出成形体を与える、再利用塩化ビニル樹脂が使用された射出成形用硬質塩化ビニル樹脂組成物を提供する。
【解決手段】 平均重合度が900〜1200である塩化ビニル樹脂を主成分とする硬質塩化ビニル樹脂組成物からなる再利用原料Aまたは再利用原料Aの粉砕品 35〜80重量部、平均重合度が560〜850である塩化ビニル樹脂B 10〜50重量部、平均重合度が450〜550である塩化ビニル樹脂C 3〜25重量部、および安定剤D 1〜15重量部を含有し、再利用原料A、塩化ビニル樹脂Bおよび塩化ビニル樹脂Cの合計量は100重量部である射出成形用硬質塩化ビニル樹脂組成物。
(もっと読む)
ダイ支持装置およびこれを備えた押出成形用ダイ
【課題】ダイ支持装置の下流に位置するダイ出口断面の流路幅方向における流量均一性を実現することができるダイ支持装置およびこれを備えた押出成形用ダイを提供する。
【解決手段】ダイ支持装置1は、押出機先端に装着可能であるとともに溶融樹脂を押し出し成形するための装置である。ダイ支持装置1は、流入口と流出口を含む流路4を有する。流入口には溶融樹脂が押出機から流入する。流入口から流入した溶融樹脂は流出口から流出する。流路4は、溶融樹脂の流れ方向に対して垂直な流路幅Wが流入口から流出口に向かって拡大するとともに、流れ方向に対して垂直な流路高さhが流入口から流出口に向かって縮小する。流路4の断面構造は、流路幅方向における中央部5での流路高さh3よりも流路幅方向における両端部6での流路高さh4の方が大きい。
(もっと読む)
水中カットペレット搬送方法及び装置
【課題】本発明は、冷却水脱水後の水分が付着したままのペレットをペレットサイロに送ることにより、脱水乾燥等の設備を簡略化することを目的とする。
【解決手段】本発明による水中カットペレット搬送方法及び装置は、水中カット装置(3)で造粒されたペレットを冷却水脱水装置(10)で脱水した後に、水分が付着したままのペレットを空送ブロワー(17)と輸送ホッパ(16)及び空送パイプ(19)を介して前記空送パイプ(19)に接続されたペレットサイロ(15)に供給する方法と装置である。
(もっと読む)
撹拌造粒装置における撹拌翼の回転数の設定方法
【課題】撹拌造粒装置において、スケールアップ又はスケールダウンの割合を大きくした場合であっても、基礎となった装置と同じ造粒効果が得られる、撹拌翼の回転数の設定方法を提供する。
【解決手段】第1撹拌造粒装置と略相似形で、造粒槽の内径及び撹拌翼の半径が異なる第2撹拌造粒装置を用いて、撹拌翼の回転数を変化させ、造粒物が所望の粒径となる回転数を求める第1工程と、第1工程で得られた第2撹拌造粒装置における回転数と第2撹拌造粒装置の撹拌翼の半径とから、造粒物が所望の粒径となる遠心加速度を算出する第2工程と、第2工程で算出された遠心加速度と第1撹拌造粒装置の半径とから第1撹拌造粒装置の回転数を算出する第3工程とを有することを特徴とする。
(もっと読む)
141 - 160 / 581
[ Back to top ]