
Fターム[4F201BA08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | バリ取一般 (97)
Fターム[4F201BA08]に分類される特許
41 - 60 / 97
ゴミ袋製造管理装置並びにゴミ袋製造管理システム
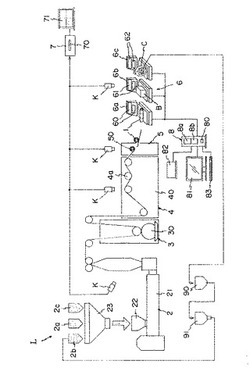
【課題】 ゴミ袋を不正に製造していないことの確認、製造ロス分の確認ができ、製造の公明性を証明できるようにしたゴミ袋製造管理システムの提供。
【解決手段】 ゴミ袋製造ラインLの印字装置4aによりゴミ袋1枚毎に製造シリアル番号Aを付し、成形部2、シール部4、巻取部5、計量部6に配設させたカメラKにより製造状態及び撮影日時を映像として記録させて録画装置7によって録画させ、計量部にロール状ゴミ袋の1本毎の重量及びその計量日時を表示する第1計量機6aと、ケース毎の重量及びその計量日時を表示する第2計量機6bと、製造ロス分の重量及びその計量日時を表示するロス計量機6cを設け、各計量機で計量した重量データ及び計量日時を製造履歴記録装置8の計量記録部8aに記録させ、主原料2aや副原料2bや着色剤2c等の原料資材に関する重量及び種類を原料データ記録部8bに記録させる。
(もっと読む)
樹脂インプリントスタンパおよびその製造方法

【課題】基板上の薄いレジストに対して良好にパターンを転写できる樹脂インプリントスタンパを提供する。
【解決手段】中心部に貫通孔を持つドーナツ状の樹脂材料からなり、表面の一部にトラックピッチ100nm以下で複数のランド/グルーブが円周上に配列したパターン部を有し、前記パターン部の端から内周側へ向かって3mm未満の領域に、前記パターン部の上面に対して10μmを超える高さをもつ突起および段差を持たないことを特徴とする樹脂インプリントスタンパ50。
(もっと読む)
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
超音波洗浄用治具およびそれを用いた箔バリ処理方法
【課題】連続的に成形される成形品の生産速度に追従しながら箔バリを簡単且つ確実に除去することができる超音波洗浄用治具を提供する。
【解決手段】格子状の樹脂製フレーム2を有しその底面がネット4で覆われている第一フレーム1と、格子状の樹脂製フレームを有しその上面がネットで覆われており、各ネットが外側に位置するように第一フレーム上に積層される第二フレームとを備え、第一および第二フレームの各枡目が箔バリ付きの成形品を収容するための収容部Aを構成し、積層される第一フレームと第二フレームの間に所定の間隙を形成するスペーサ部が、第一および第二フレームの対向面のいずれか一方の面に設けられ、成形品Bが間隙を通過することを防止するとともに、第一フレームと第二フレームが積層された際に嵌合して両フレームを固定する嵌合部が、第一および第二フレームの対向面に設けられていることを特徴とする。
(もっと読む)
光学装置の製造方法
【課題】切除面の毛羽立っていない光学素子を用いて光学装置を製造する。
【解決手段】光ピックアップ装置1の製造方法は、対物レンズ7とゲートバリ71とが一体化された成形物70を成形する成形工程と、成形物70からゲートバリ71を除去するカット工程と、対物レンズ7を選別する選別工程と、選別された対物レンズ7を組み込んで光ピックアップ装置1を製造する製造工程とを備える。カット工程ではエンドミルE1をゲートバリ71の先端部側から基部側に削進させた後、ゲートバリ71の右側面に削進させ、エンドミルE2をゲートバリ71の先端部側から基部側に削進させた後、ゲートバリ71の左側面に削進させ、選別工程では複数の対物レンズ7のうち、切除面71a内に、エンドミルE1による切除領域R1と、エンドミルE2による切除領域R2との境界線Kが検知された対物レンズ7のみを選別する。
(もっと読む)
セット枠の歪み計測方法
【課題】セット枠を引き続いて使用することの適否の確認を可能とし、発泡成形時の真空吸引において成形型とセット枠との間のシール性を適正に保つ。
【解決手段】成形型にセットされたシートカバーを該成形型の成形面に沿うように真空吸引しながら成形型内でシートパッドを発泡成形する際に、このシートカバーを成形型にセットするために使用されるセット枠の歪み計測方法であって、圧力センサ42を備えた計測型40にセット枠(外枠15)をセットした状態において、この計測型40に対するセット枠の接触圧力の分布を検出し、この圧力分布のパターンに基づいてセット枠の全体的な歪みを計測する。
(もっと読む)
バリ取り工具を備えたロボット
【課題】バリの取り残しや削りすぎを防止し、かつティーチングを容易にするバリ取り工具をアーム先端に備えたロボットを提供する。
【解決手段】フローティング機構が、圧縮空気が供給された低摩擦シリンダ3によって構成され、低摩擦シリンダ3の出力シャフト15の先端に電動工具2が支持され、通常状態で電動工具2の工具先端4の回転軸がロボットの先端軸21と同軸になるよう構成した。
(もっと読む)
固体粒子を分散させた高分子化合物の分子運動解析方法および解析プログラム
【課題】固体粒子が分散した高分子液体の分子運動と緩和・流動現象を予測する手法および解析プログラムを提案すること。
【解決手段】分子運動解析装置1における系運動計算手段115は、系発生手段114によって生成された各高分子および微粒子(固体粒子)を構成するチューブ構成要素について、位置座標、配向ベクトル、チューブ構成要素内のモノマー数、および、からみあいを形成する相手方チューブ構成要素を、ランジュバン方程式に従って時間発展させる数値解析工程を行う。固体粒子は、系のある場所にあらかじめ配置されるか、数値解析工程により逐次計算される高分子の相分離を利用して生成される。作成された系における固体粒子部分のチューブ構成要素の位置を、式9に従って時間発展させる。
(もっと読む)
ウォーム内硬化物の除去装置
【課題】ウォーム内の硬化物を高い精度で確実に、且つ迅速に除去することができ、ウォーム製品の品質を安定させることができるウォーム内硬化物の除去装置を提供する。
【解決手段】混練押出機60から吐出されたウォーム30を搬送する搬送コンベア2と、撮像装置3a,3bと、撮像装置3a,3bによるウォーム30の撮像画像を画像処理し、ウォーム30内における硬化物31の有無をウォーム30と硬化物31との色の違いに基づいて検出する画像処理機能を有する制御装置4と、制御装置4が硬化物31を検出した場合に制御装置4から送信される駆動信号に基づいてウォーム30の落下位置に一時的に硬化物受け皿7をスライドさせることにより、搬送コンベア2の下流側から落下するウォーム30内の硬化物31を硬化物受け皿7に取り出して除去する硬化物除去装置6とを備えることを特徴とする。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
バリ取り器およびバリを除去する方法
【課題】
解決しようとする課題は、ブロー成形品の薄バリは作業者の手作業によってナイフにより削ぎ落とす必要があるが一度ではなかなか削ぎ落とせないという点である。
【解決手段】
ほぼ平行に取り付けられた前刃と後刃を具有するバリ取り器の該前刃と該後刃を該薄バリに同時に軽くあてがい、該ブロー成形品上を滑らすように動かすことで該前刃が該薄バリに引っ掛かって該薄バリを引っ張るようになり、さらに、該前刃と該後刃との間のクリアランスBに位置する該薄バリ5には該前刃11に引っ掛けられて引っ張られることで張力が生じており、そこへ該後刃12を該張力方向に交差する方向に押し込んで容易に該薄バリ5に切り込ませることにより前記課題を解決した。
(もっと読む)
加硫タイヤのバリ除去方法
【課題】モールドに高い精度を要求されず、タイヤの溝内に形成されるバリも除去することができる加硫タイヤのバリ除去方法を供する。
【解決手段】加硫タイヤTに突出形成されたバリbの根元近傍に向け側方から流体を噴射して流体圧によりバリbを破断して除去する加硫タイヤのバリ除去方法。
(もっと読む)
透明樹脂成形体及びその製造方法
【課題】高い透明性及び屈折率を有する樹脂成形体を提供する。
【解決手段】磁場を印加しながら、流動状態で芳香環を含む透明樹脂組成物を固化することにより、前記芳香環が配向された高い屈折率を有する透明樹脂成形体を調製する。前記芳香環はフルオレン環であってもよく、特に、前記透明樹脂組成物がフルオレン誘導体を用いて得られた透明樹脂で構成されていてもよい。この成形体は、樹脂の特性を損なうことなく、屈折率と透明性とを高いレベルで両立しているため、レンズや光学材料などに有用である。
(もっと読む)
バリ取り装置
【課題】高価な制御装置やワーク位置決め装置などを使用せず、高価な倣い装置などを使用せずに、形状不安定な樹脂成型品のバリを、当該バリの根元から容易にしかもきれいに切除する。
【解決手段】カッター刃を振動させながら被加工物に形成されたバリの根元に沿って該カッター刃を送ってバリを切除するバリ取り装置において、ロボットのアーム先端部3Gにスライド部5を設け、このスライド部5に超音波振動子7を設け、この超音波振動子7の先端に、バリの根元に対応した切れ刃部と、被加工物の面部に対応した切れ刃を構成しない倣い部とを有するカッター刃10を設けると共に、前記スライド部5が付勢機構を備え、この付勢機構が、前記倣い部を被加工物の面部に所定圧力で押し当て可能に構成されている。
(もっと読む)
ダイシングフレームの製造方法及びダイシングフレーム
【課題】 縦バリ発生に伴う不具合を防ぎ、吸着パッドによる吸着の際、縦バリ抑制ザグリ部と吸着パッドの間に隙間が生じ、この隙間から気体が漏れて吸着に支障を来たすことのないダイシングフレームの製造方法及びダイシングフレームを提供する。
【解決手段】 樹脂を含む成形材料を金型に射出して真空吸着パッドに吸着される半導体ウェーハ用の中空のダイシングフレーム1を射出成形し、金型を型開きしてその突き出しピン53によりダイシングフレーム1を脱型する製造方法であり、ダイシングフレーム1を射出成形する際、ダイシングフレーム1内外の周縁部に、各突き出しピン53が干渉する成形材料滞留部9を併設し、成形材料滞留部9をダイシングフレーム1の脱型後にダイシングフレーム1から除去する。縦バリ抑制ザグリ部を成形する必要がないので、縦バリ抑制ザグリ部と真空吸着パッドの間に隙間が生じ、空気が漏れて真空吸着に支障を来たすことがない。
(もっと読む)
溶着バリの成形処理方法及びその装置
【課題】溶着バリを容易に短時間で除去できる溶着バリの成形処理方法及びその装置の提供を目的とする。
【解決手段】ボウル保持治具100の外壁面保持部101に保持させたボウル本体1の溶着部11と、蓋保持治具110の蓋外壁面保持部111に保持させた蓋2の溶着部21とを、加熱部材によって溶融状態に加熱した後、溶着するとともに、その溶着に際して、上記溶着部11、21の外周側にはみ出した溶着バリ3を、ボウル保持治具100に設けた第1の押圧部102と、蓋保持治具110に設けた第2の押圧部112とで厚さ方向に押圧し溶着バリ3の基端側に手で折ることができる薄肉部31を形成する。
(もっと読む)
溶着バリの成形処理方法
【課題】成形時間が短く、設備コストも安価な溶着バリの成形処理方法を提供する。
【解決手段】合成樹脂成形の複数部品1,2を溶着した後に、成形品3の溶着バリ3aを成形処理するための溶着バリの成形処理方法であって、複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態で、押圧治具11により、溶着バリ3aを溶着界面部分に押し付けて、成形品3の外面に略フラットに押し潰すようにする。複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態を利用して、溶着バリ3aを押し潰すことができる。
(もっと読む)
樹脂成形体及びその製造方法
【課題】電気・電子機器又は光学機器の部品として有用であり、表面パーティクル(異物)発生を防止し得る樹脂成形体を提供する。
【解決手段】液晶性高分子と繊維状フィラーとを含む樹脂成形体であって、表面テープ剥離試験を行った前後の表面粗さRa値の上昇幅が0.4μm以下である樹脂成形体、ならびに前記液晶性高分子と前記繊維状フィラーからなる組成物ペレットを特定の溶融温度で成形する前記樹脂成形体の製造方法を提供し、併せて前記製造方法を用いて得られる液晶性高分子及び繊維状フィラーからなるカメラモジュール用部品を提供する。
(もっと読む)
発泡ウレタン成形品のトリミング装置及びトリミング方法
【課題】超音波カッターを用いて精度高くバリを切除できるトリミング装置を提供する。
【解決手段】少なくとも芯材と表皮材を含むバリを切除するトリミングにおいて、多間接ロボット1のハンドに超音波カッター2を保持し、被切断部の全長を切断する1サイクルの間に少なくとも一度は超音波カッターのカッター刃の変形量を測定し、変形量の程度が許容値を超えた場合にカッター刃を良品に交換する。 カッター刃が限度以上に曲がり変形する前に使用を中止することができるので、トリミング精度が低下するのを未然に防止することができる。
(もっと読む)
41 - 60 / 97
[ Back to top ]